Hoe u met een tegelboor door snelstaal boort
Hoe snelsnelstaal P6M5 of HSS boren volgens de Europese aanduiding? We hebben bijvoorbeeld een mes gemaakt van een mes van een mechanische zaag, en we moeten er gaten in boren met een diameter van 5-6 mm voor pinnen om de handgreepkussens te installeren en vast te zetten.
Dezelfde handeling kan nodig zijn om een ijzerzaagblad voor metaal uit 1Х6ВФ staal te boren, waaruit u enkele nuttige producten kunt maken. Een stuk mes van een mechanische zaag van 9HF-staal is niet alleen geschikt voor het maken van messen, maar bijvoorbeeld ook voor niet-standaard sleutelhangers.

Alle beschouwde en andere soorten hogesnelheidsstaalsoorten worden geboord met speervormige (veer)boren voor tegels, met verschillende ontwerpen. De schachten zijn bijvoorbeeld rond of zeshoekig gemaakt, wat niet van fundamenteel belang is voor het hoofdwerk: boren.

Ze worden vrij verkocht in bijna alle bouwwinkels of winkels waar allerlei soorten gereedschap worden verkocht.Wat heel belangrijk is, is dat boren van dit type en doel aantrekkelijk zijn omdat ze goedkoop zijn.
Voor het boren van snelstaal heeft u frezen in verschillende vormen en ontwerpen nodig. Met hun hulp worden de nauwkeurigheid, netheid, vorm en vereiste diameter van het boorgat gegarandeerd.

We moeten de volgende monsters boren:
Laten we beginnen met een ijzerzaagblad voor metaal. Als gereedschap kiezen we een gebruikte tegelboor, die al meer dan eens op een diamantschijf is geslepen. Dat wil zeggen dat er lange tijd niets meer overbleef van het slijpen in de fabriek, wat ongetwijfeld het beste resultaat zou hebben opgeleverd.
We plaatsen ons gereedschap in de boorkop van een elektrische boormachine en beginnen te boren zonder gebruik van smering of koeling. We selecteren lage snelheid als bedrijfsmodus. We merken dat het proces langzaam gaat, maar met wat geduld ontstaat er na enige tijd een conische inzinking op het lemmet, een soort verzinking veroorzaakt door de vorm van onze boor.

We boren totdat er aan de andere kant een knobbeltje verschijnt.

Hierna draaien we het canvas om en vervolgen we het proces, waarbij we ons concentreren op de tuberkel.


Door afwisselend van de ene naar de andere kant te boren, bereiken we een vergroting van de diameter van het gat totdat we de gewenste maat krijgen.

Het volgende monster is een mes van een raamzaag. We selecteren de boorlocatie aan de basis van de tanden, waar het materiaal de grootste hardheid heeft.

Het proces verloopt ook niet erg snel, maar gestaag. Dit is te zien aan het geleidelijk toenemende volume spanen rondom de boor.

We merken dat het werk sneller gaat als je het gereedschap licht heen en weer beweegt. Dit helpt bij het verwijderen van spanen uit het snijgebied.
We blijven aan de ene kant boren totdat de punt van het gereedschap de volledige dikte van het metaal passeert en een klein knobbeltje vormt aan de andere kant van ons monster.

Omdat de dikte van het metaal groter is dan die van een metalen mes, zullen we de boor halverwege het proces moeten vervangen of de boor die we gebruiken opnieuw moeten slijpen. Hierna draaien we het monster om en gaan verder met boren.


Na slechts een paar slagen van de boor wordt een doorgaand gat gevormd. Als we het proces voortzetten, bereiken we de vereiste diameter voor het passende deel.
Maak het gat met een geschikte frees.

In ons geval is het het handigst om een kegelvormig gereedschap te gebruiken. Het is gemakkelijker en sneller om de vereiste gatgrootte te bereiken en deze een cilindrische vorm te geven.

Na gebruik van een veerboor met zijn grote tapsheid blijkt het gat immers een andere diameter te hebben: dichter bij het oppervlak van het monster is het groter en in het midden kleiner.

Laten we beginnen met het boren van het mes met een mechanische zaag.

Om dit te doen, kiezen we ook een zone dichter bij de tanden, omdat het metaal op deze plaats harder is door speciale verharding.


Het proces lijkt sneller te zijn vergeleken met de vorige twee monsters. Dit blijkt uit de intensiteit van de spaanvorming en de productie van een doorgaand gat zonder boren vanaf de achterkant.

Een van de frezen helpt het gat op de gewenste diameter te brengen en het een cilindrische vorm te geven, zoals in eerdere gevallen.




In de praktijk zijn we ervan overtuigd dat elke kwaliteit snelstaal kan worden geboord met gewone Chinese veerboren voor tegels, waarvan de belangrijkste voordelen de toegankelijkheid en een goedkope prijs zijn.Ook in dit geval zijn standaardfrezen nuttig, met behulp waarvan de diameter van de gaten wordt gespecificeerd en deze een cilindrische vorm krijgen.
Door lijnolie te gebruiken voor het boren (het wordt gebruikt bij het werken met roestvrij staal en bevat oliezuur), is het mogelijk om de productiviteit te verhogen, het gereedschap minder vaak te slijpen en de netheid van de verwerking te verbeteren.
De praktijk leert dat het proces van het boren van hogesnelheidsstaal productiever zal worden als je eerst boren met een kleinere diameter gebruikt, en dan een grotere.
Sommige vakmensen gebruiken schroeven of schroeven gemaakt in Duitsland en gebruikt voor betonwerk als gereedschap voor het boren van hogesnelheidsstaal. Hun onderscheidende kenmerk is dat er op het hoofd de letter "H" staat (gehard - gehard).
Dezelfde handeling kan nodig zijn om een ijzerzaagblad voor metaal uit 1Х6ВФ staal te boren, waaruit u enkele nuttige producten kunt maken. Een stuk mes van een mechanische zaag van 9HF-staal is niet alleen geschikt voor het maken van messen, maar bijvoorbeeld ook voor niet-standaard sleutelhangers.

Benodigde gereedschappen en monsters
Alle beschouwde en andere soorten hogesnelheidsstaalsoorten worden geboord met speervormige (veer)boren voor tegels, met verschillende ontwerpen. De schachten zijn bijvoorbeeld rond of zeshoekig gemaakt, wat niet van fundamenteel belang is voor het hoofdwerk: boren.

Ze worden vrij verkocht in bijna alle bouwwinkels of winkels waar allerlei soorten gereedschap worden verkocht.Wat heel belangrijk is, is dat boren van dit type en doel aantrekkelijk zijn omdat ze goedkoop zijn.
Voor het boren van snelstaal heeft u frezen in verschillende vormen en ontwerpen nodig. Met hun hulp worden de nauwkeurigheid, netheid, vorm en vereiste diameter van het boorgat gegarandeerd.

We moeten de volgende monsters boren:
- een stuk van een raamzaag gemaakt van 9HF staal.
- mes van een ijzerzaag voor metaal gemaakt van staalkwaliteit 1Х6ВФ.
- Mechanisch zaagblad van HSS-staal.
Het proces van het boren van stalen met hoge snelheid
Laten we beginnen met een ijzerzaagblad voor metaal. Als gereedschap kiezen we een gebruikte tegelboor, die al meer dan eens op een diamantschijf is geslepen. Dat wil zeggen dat er lange tijd niets meer overbleef van het slijpen in de fabriek, wat ongetwijfeld het beste resultaat zou hebben opgeleverd.
We plaatsen ons gereedschap in de boorkop van een elektrische boormachine en beginnen te boren zonder gebruik van smering of koeling. We selecteren lage snelheid als bedrijfsmodus. We merken dat het proces langzaam gaat, maar met wat geduld ontstaat er na enige tijd een conische inzinking op het lemmet, een soort verzinking veroorzaakt door de vorm van onze boor.

We boren totdat er aan de andere kant een knobbeltje verschijnt.

Hierna draaien we het canvas om en vervolgen we het proces, waarbij we ons concentreren op de tuberkel.

Door afwisselend van de ene naar de andere kant te boren, bereiken we een vergroting van de diameter van het gat totdat we de gewenste maat krijgen.

Het volgende monster is een mes van een raamzaag. We selecteren de boorlocatie aan de basis van de tanden, waar het materiaal de grootste hardheid heeft.

Het proces verloopt ook niet erg snel, maar gestaag. Dit is te zien aan het geleidelijk toenemende volume spanen rondom de boor.

We merken dat het werk sneller gaat als je het gereedschap licht heen en weer beweegt. Dit helpt bij het verwijderen van spanen uit het snijgebied.
We blijven aan de ene kant boren totdat de punt van het gereedschap de volledige dikte van het metaal passeert en een klein knobbeltje vormt aan de andere kant van ons monster.

Omdat de dikte van het metaal groter is dan die van een metalen mes, zullen we de boor halverwege het proces moeten vervangen of de boor die we gebruiken opnieuw moeten slijpen. Hierna draaien we het monster om en gaan verder met boren.


Na slechts een paar slagen van de boor wordt een doorgaand gat gevormd. Als we het proces voortzetten, bereiken we de vereiste diameter voor het passende deel.
Maak het gat met een geschikte frees.

In ons geval is het het handigst om een kegelvormig gereedschap te gebruiken. Het is gemakkelijker en sneller om de vereiste gatgrootte te bereiken en deze een cilindrische vorm te geven.

Na gebruik van een veerboor met zijn grote tapsheid blijkt het gat immers een andere diameter te hebben: dichter bij het oppervlak van het monster is het groter en in het midden kleiner.

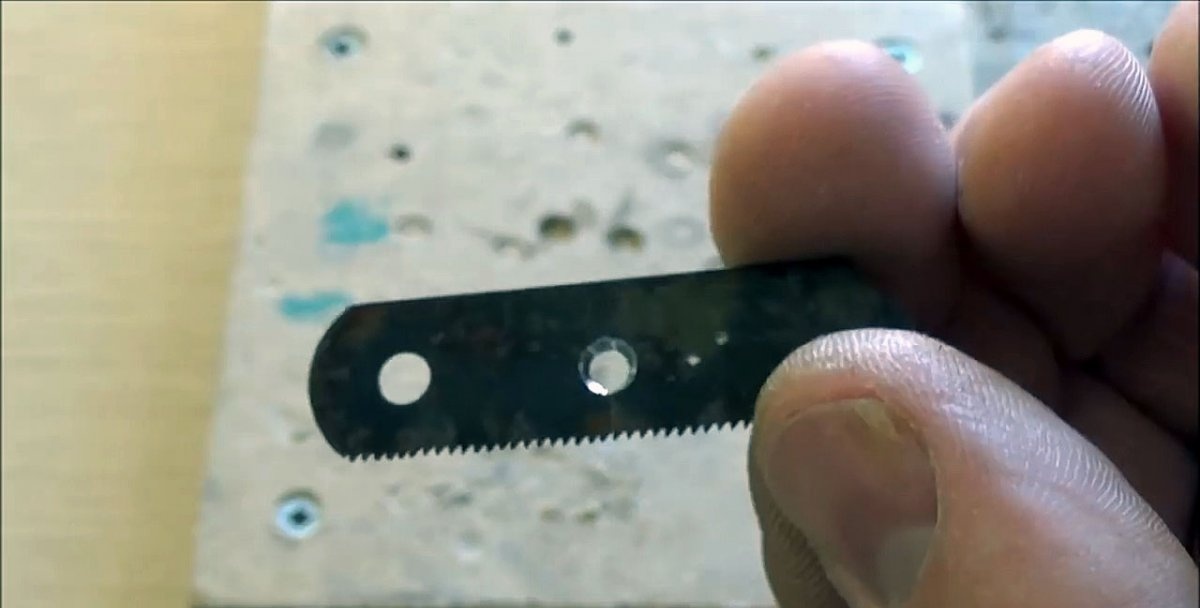
Laten we beginnen met het boren van het mes met een mechanische zaag.

Om dit te doen, kiezen we ook een zone dichter bij de tanden, omdat het metaal op deze plaats harder is door speciale verharding.


Het proces lijkt sneller te zijn vergeleken met de vorige twee monsters. Dit blijkt uit de intensiteit van de spaanvorming en de productie van een doorgaand gat zonder boren vanaf de achterkant.

Een van de frezen helpt het gat op de gewenste diameter te brengen en het een cilindrische vorm te geven, zoals in eerdere gevallen.




In de praktijk zijn we ervan overtuigd dat elke kwaliteit snelstaal kan worden geboord met gewone Chinese veerboren voor tegels, waarvan de belangrijkste voordelen de toegankelijkheid en een goedkope prijs zijn.Ook in dit geval zijn standaardfrezen nuttig, met behulp waarvan de diameter van de gaten wordt gespecificeerd en deze een cilindrische vorm krijgen.
Laatste tips en opmerkingen
Door lijnolie te gebruiken voor het boren (het wordt gebruikt bij het werken met roestvrij staal en bevat oliezuur), is het mogelijk om de productiviteit te verhogen, het gereedschap minder vaak te slijpen en de netheid van de verwerking te verbeteren.
De praktijk leert dat het proces van het boren van hogesnelheidsstaal productiever zal worden als je eerst boren met een kleinere diameter gebruikt, en dan een grotere.
Sommige vakmensen gebruiken schroeven of schroeven gemaakt in Duitsland en gebruikt voor betonwerk als gereedschap voor het boren van hogesnelheidsstaal. Hun onderscheidende kenmerk is dat er op het hoofd de letter "H" staat (gehard - gehard).
Bekijk de video
Soortgelijke masterclasses






Bijzonder interessant






Opmerkingen (23)
