Hvordan lage et sekskanthull i metall
Det er mulig at behovet for sekskantede hull kan oppstå når du lager hjemmelagde enheter eller reparerer defekt utstyr. Til dette formålet finnes det for eksempel en rekke dyre verktøy.
For ikke å kaste bort penger, kan du prøve å lage en enhet med de gitte funksjonene selv, som du må ha minst grunnleggende rørleggerkunnskaper for, samt fylle opp noen verktøy og materialer.

Følgende verktøy og enheter vil hjelpe oss i det kommende arbeidet:
For å lage det nødvendige verktøyet, en slags brosj, bruker vi arbeidsdelen av en unbrakonøkkel (unbrakonøkkel, unbrakonøkkel) med en arbeidsdel med passende tverrsnitt.Den er designet for å stramme og skru ut skruer som har et sylindrisk hode og en sekskantet fatning.
Dette stadiet er det mest ansvarlige og viktige, siden kvaliteten på det foreslåtte sekskantede hullet i metallet vil avhenge av påliteligheten og nøyaktigheten til dimensjonene til den planlagte brochen.
Arbeidsrekkefølgen skal være omtrent som følger:
1. Vanligvis er sekskantnøkler L-formede. Skjær av den korte delen (håndtaket) under folden med en baufil eller kvern.
2. Vi danner et arbeidsstykke fra den flate (arbeids-) delen med en lengde på 50 til 75 mm, avhengig av den tverrgående størrelsen på det fremtidige verktøyet.

3. Ved hjelp av passende midler (smargelhjul, veldig hard fil), gir vi arbeidsstykket formen av en lett, jevn kjegle, og opprettholder det samme snittet i hvilken som helst seksjon langs omkretsen.
4. Ved hjelp av kantene på smergelhjulet danner vi tre til fem tverrringer.

De er nødvendige for å forbedre skjæreegenskapene til enheten og akkumulere (beholde) metallet som er fjernet under behandlingen.

Vi utfører dette arbeidet i følgende rekkefølge:
1. Først må du bore et hjelpehull i metallet med en boremaskin eller på en boremaskin med en diameter som kan beregnes ved hjelp av et veldig enkelt forhold oppnådd eksperimentelt:
For eksempel, hvis det er 15 mm tykt (avstanden mellom motsatte kanter), skal diameteren på det foreløpige hullet være: 15 mm × 1,020 = 15,30 mm.



2.Vi setter føringsdelen av det hjemmelagde verktøyet inn i det borede hullet i metalldelen, og for pålitelighet slår vi lett den motsatte enden med en hammer.

3. Vi plasserer den resulterende strukturen (en metallplate med et verktøy festet i den, danner et sekskantet hull) mellom kjevene på skrustikken og installerer en avstandsstykke med passende lengde på siden av broachutgangen for å motta et hjemmelaget verktøy.

4. Flytt kjevene til skrustikken ved å rotere porten. Ved høy motstand legger vi en forlengelse på kragen for å øke skulderen og følgelig klemkraften. Vi fortsetter denne prosessen til brochen går helt gjennom metallplaten.

5. Løsne kjevene på skrustikken og bruk en hammer til å slå brosjen ut av det dannede hullet i motsatt retning. For å forbedre kvaliteten på hullet kjører vi brosjen på den andre siden i samme rekkefølge som i trinn 4.

6. Den siste operasjonen innebærer fjerning av gjenværende metallpartikler og dannede grader. For å gjøre dette kan du bruke en kvern, en fil og sandpapir.
Metallet som vi skal lage et sekskanthull i, bør ikke være hardere enn materialet til den arbeidende delen av unbrakonøkkelen.
Originalartikkel på engelsk
For ikke å kaste bort penger, kan du prøve å lage en enhet med de gitte funksjonene selv, som du må ha minst grunnleggende rørleggerkunnskaper for, samt fylle opp noen verktøy og materialer.
Vil trenge
Følgende verktøy og enheter vil hjelpe oss i det kommende arbeidet:
- boremaskin eller elektrisk drill;
- øvelser med ønsket diameter;
- elektromekaniske smergelhjul;
- benk skrustikke;
- baufil eller kvern;
- et sett med avstandsstykker (stykker av tykkveggede rør av forskjellige lengder);
- forlengelse for skrueporten (et stykke passende rør).
For å lage det nødvendige verktøyet, en slags brosj, bruker vi arbeidsdelen av en unbrakonøkkel (unbrakonøkkel, unbrakonøkkel) med en arbeidsdel med passende tverrsnitt.Den er designet for å stramme og skru ut skruer som har et sylindrisk hode og en sekskantet fatning.
Prosess for å lage et sekskantverktøy
Dette stadiet er det mest ansvarlige og viktige, siden kvaliteten på det foreslåtte sekskantede hullet i metallet vil avhenge av påliteligheten og nøyaktigheten til dimensjonene til den planlagte brochen.
Arbeidsrekkefølgen skal være omtrent som følger:
1. Vanligvis er sekskantnøkler L-formede. Skjær av den korte delen (håndtaket) under folden med en baufil eller kvern.
2. Vi danner et arbeidsstykke fra den flate (arbeids-) delen med en lengde på 50 til 75 mm, avhengig av den tverrgående størrelsen på det fremtidige verktøyet.

3. Ved hjelp av passende midler (smargelhjul, veldig hard fil), gir vi arbeidsstykket formen av en lett, jevn kjegle, og opprettholder det samme snittet i hvilken som helst seksjon langs omkretsen.
4. Ved hjelp av kantene på smergelhjulet danner vi tre til fem tverrringer.

De er nødvendige for å forbedre skjæreegenskapene til enheten og akkumulere (beholde) metallet som er fjernet under behandlingen.

Sekskanthullsformingsprosess
Vi utfører dette arbeidet i følgende rekkefølge:
1. Først må du bore et hjelpehull i metallet med en boremaskin eller på en boremaskin med en diameter som kan beregnes ved hjelp av et veldig enkelt forhold oppnådd eksperimentelt:
Daux.rep. = Dshstgr. × 1.020, hvor Daux.rep. – diameter på hjelpehullet, Dshdgr. – tykkelse (størrelse) på sekskanten.
For eksempel, hvis det er 15 mm tykt (avstanden mellom motsatte kanter), skal diameteren på det foreløpige hullet være: 15 mm × 1,020 = 15,30 mm.

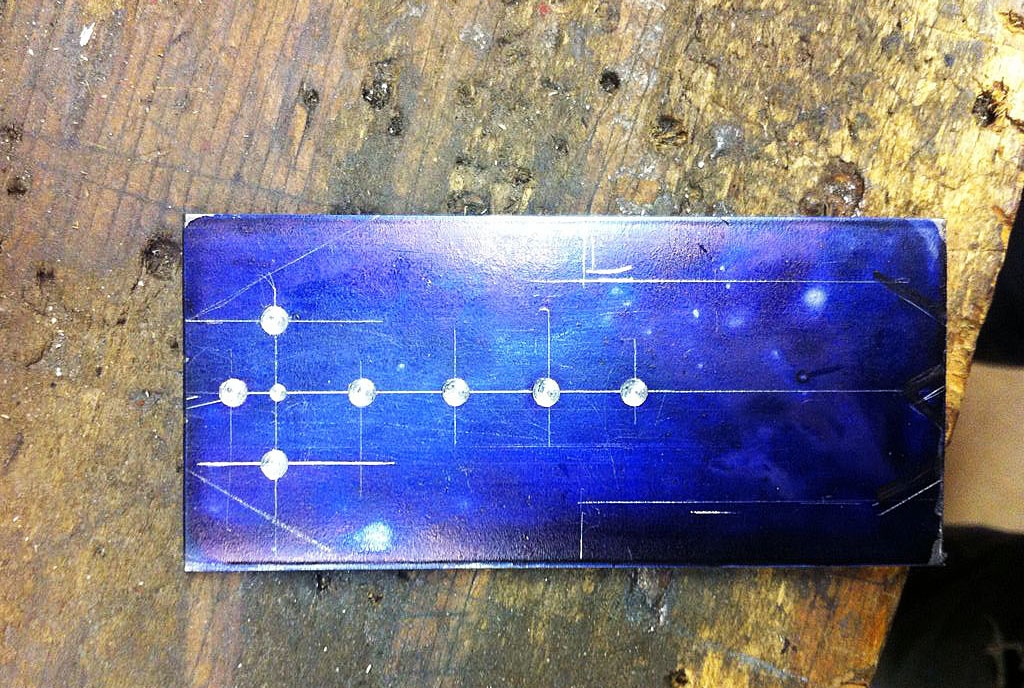
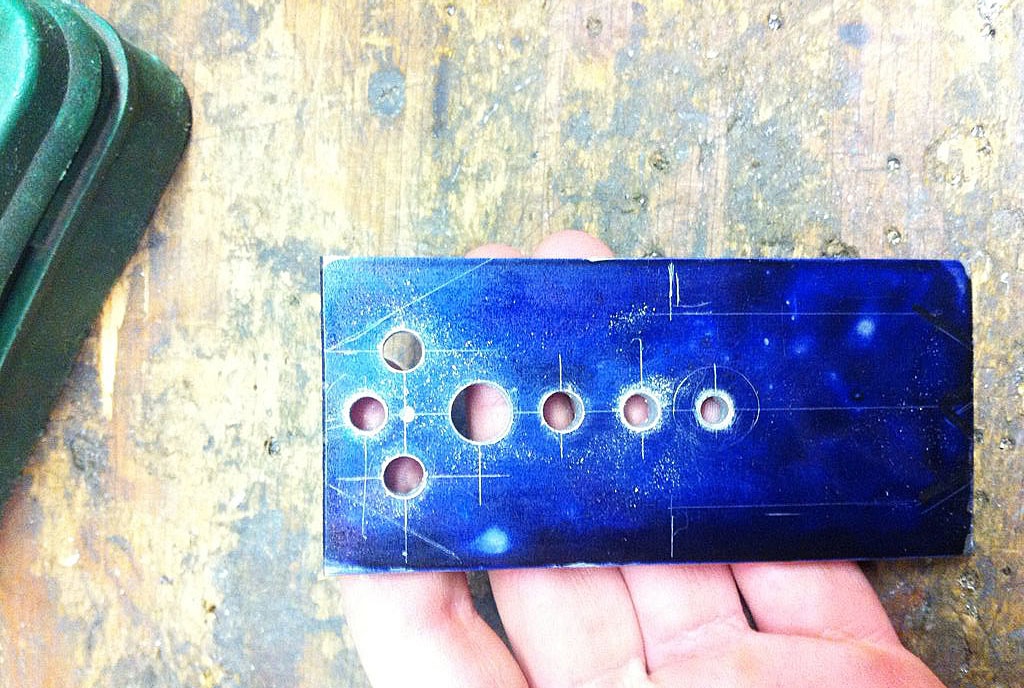
2.Vi setter føringsdelen av det hjemmelagde verktøyet inn i det borede hullet i metalldelen, og for pålitelighet slår vi lett den motsatte enden med en hammer.

3. Vi plasserer den resulterende strukturen (en metallplate med et verktøy festet i den, danner et sekskantet hull) mellom kjevene på skrustikken og installerer en avstandsstykke med passende lengde på siden av broachutgangen for å motta et hjemmelaget verktøy.
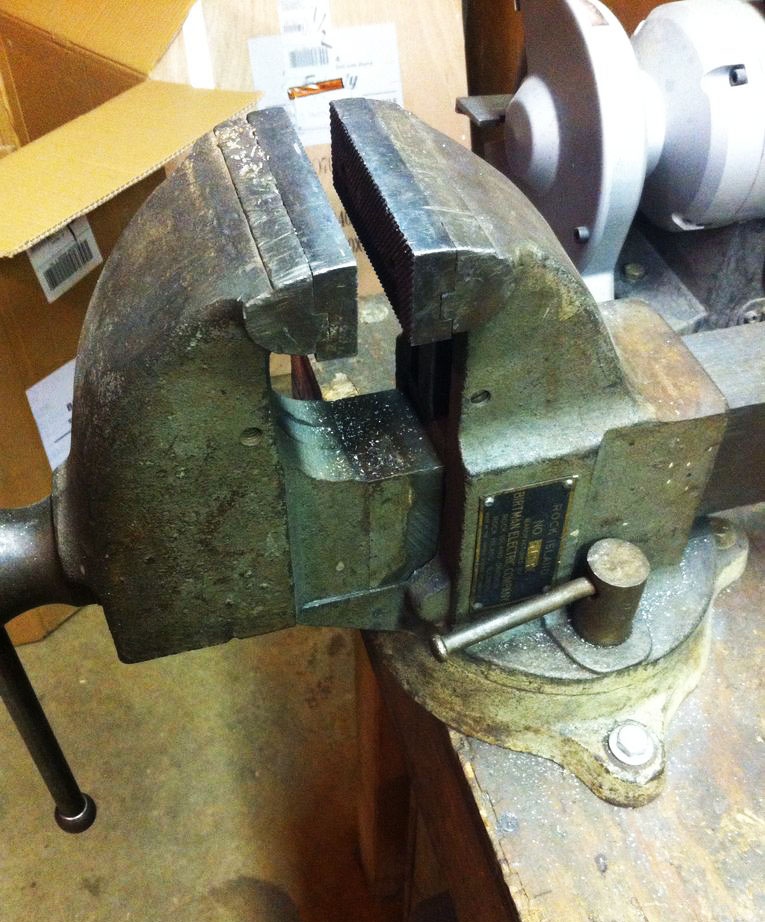
4. Flytt kjevene til skrustikken ved å rotere porten. Ved høy motstand legger vi en forlengelse på kragen for å øke skulderen og følgelig klemkraften. Vi fortsetter denne prosessen til brochen går helt gjennom metallplaten.

5. Løsne kjevene på skrustikken og bruk en hammer til å slå brosjen ut av det dannede hullet i motsatt retning. For å forbedre kvaliteten på hullet kjører vi brosjen på den andre siden i samme rekkefølge som i trinn 4.

6. Den siste operasjonen innebærer fjerning av gjenværende metallpartikler og dannede grader. For å gjøre dette kan du bruke en kvern, en fil og sandpapir.
Metallet som vi skal lage et sekskanthull i, bør ikke være hardere enn materialet til den arbeidende delen av unbrakonøkkelen.
Originalartikkel på engelsk
Lignende mesterklasser






Spesielt interessant





Kommentarer (4)
