Hvordan gjøre en bolt om til en kombinasjonslås
Noen håndverk er interessante ikke bare for deres formål, men også for deres originale tekniske design. Disse inkluderer selvfølgelig en kombinasjonslås.

Produksjonen krever tid, betydelig innsats, ekstrem forsiktighet og følgende materialer:

Utstyr vi ikke klarer oss uten:
Arbeidet består av tre trinn: produksjon av deler og sammenstillinger, montering og montering av kodekombinasjon av tall.
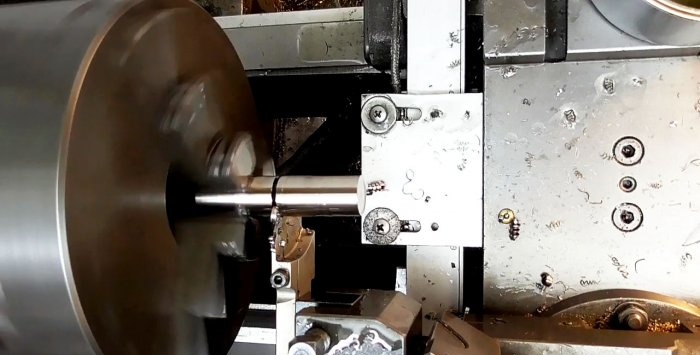
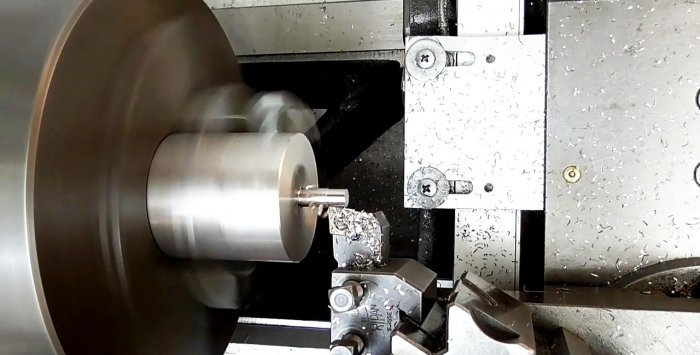
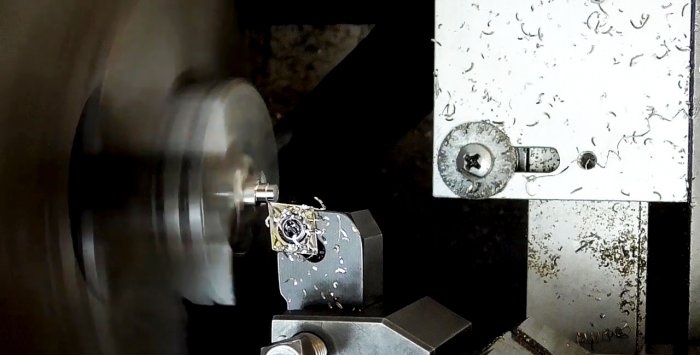
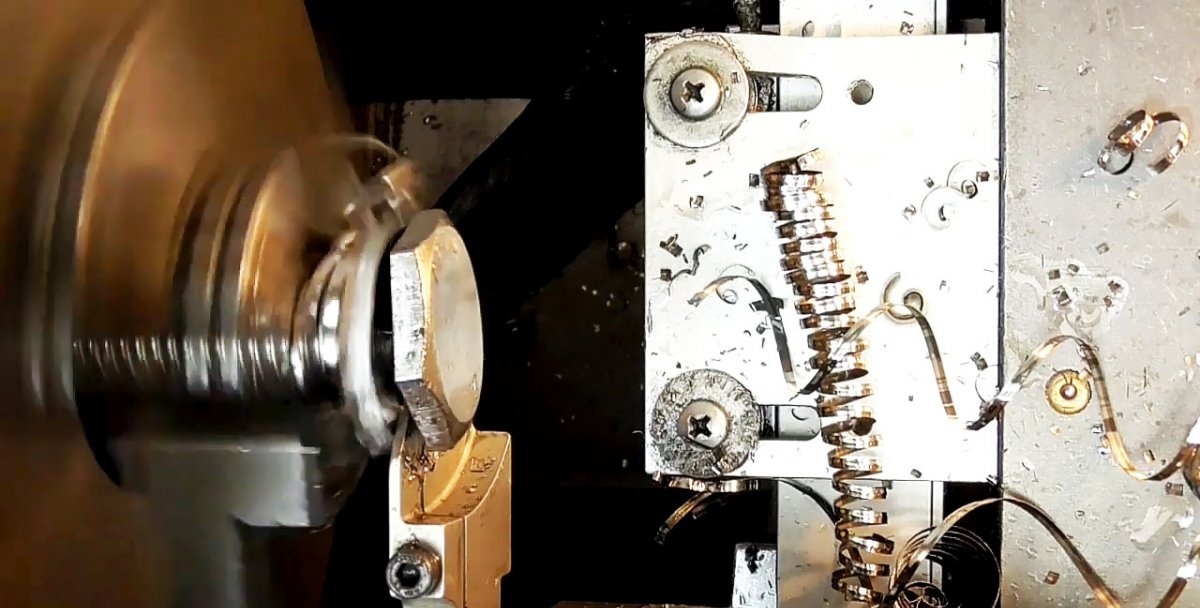
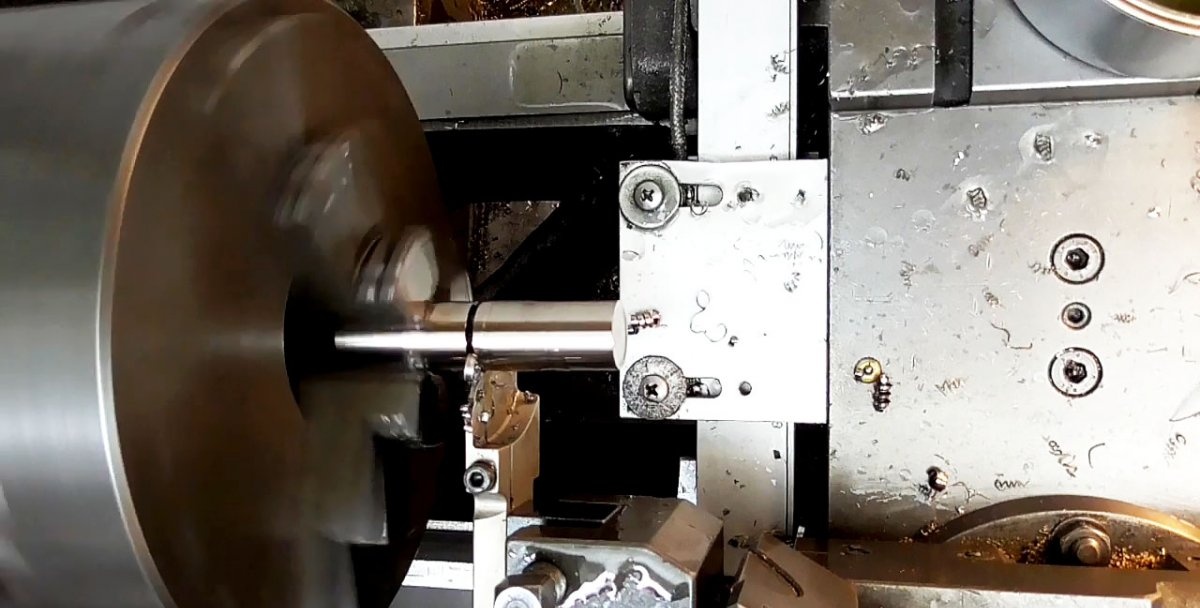
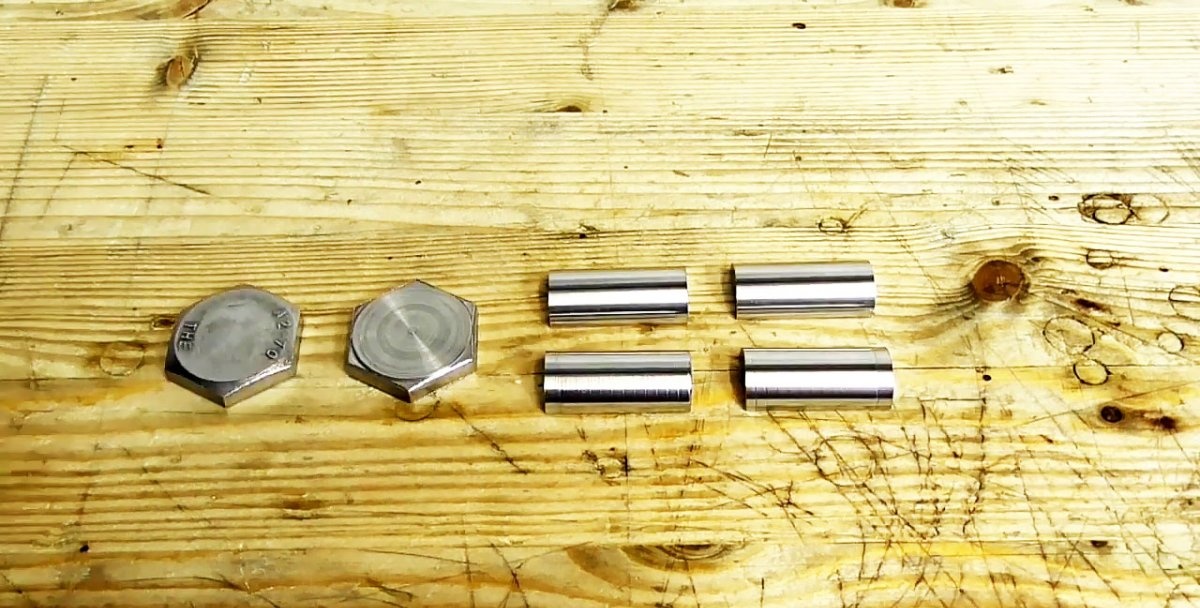
På en dreiebenk deler vi bolthodet i to halvdeler, og sliper stangen til dybden av gjengeprofilen.

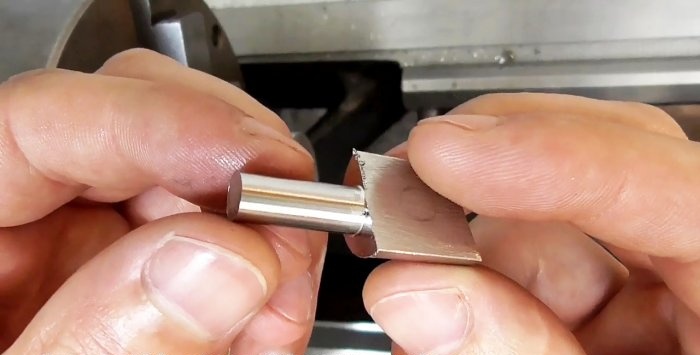
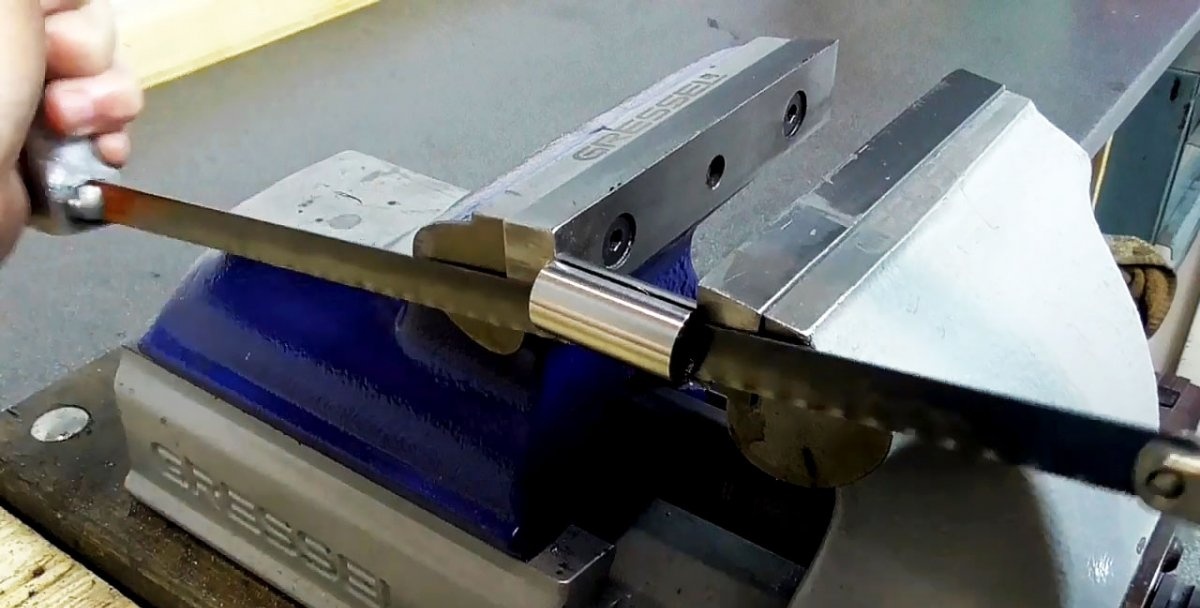
Vi klemmer en del av stangen i en skrustikke og så den med en metallsag i to langsgående halvdeler.


På en av de sekskantede platene, ved hjelp av en mal og en markør, tegner du omrisset av sidefôret til låsen.

Vi sliper de limte sekskantene på en kvern langs den markerte konturen av sideforingen til låsen og borer hull i endene.


Vi setter inn "bena" til runde maler i hullene, som bare brukes til å tegne omrisset av sideputene til låsen på kvernen.

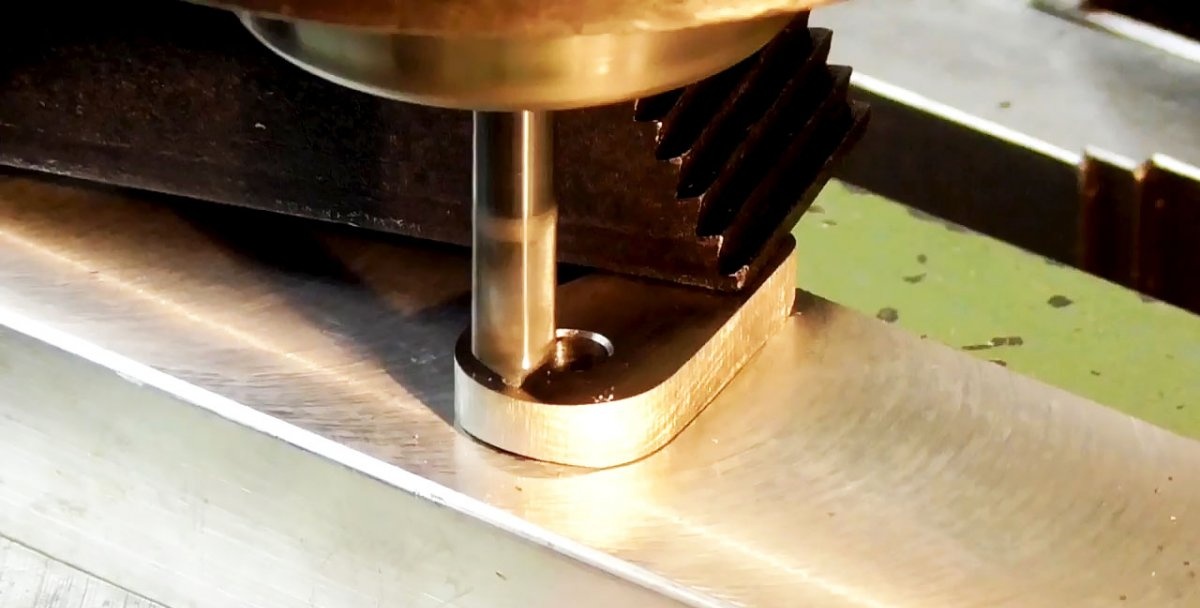
På en boremaskin, ved hjelp av en drill og en endefres, danner vi etterbehandlingsprofilen til hullene i sideplatene. Rundt det store hullet lager vi 9 fordypninger jevnt i en sirkel ved hjelp av en endefres.

Bruk et mykt hjul til å polere alle overflater på sidebeleggene på låsen.


Fra 4 halvsylindre, ved hjelp av en spesiell klemme, skjerper vi en rund stang på en dreiebenk til midten av arbeidsstykket.



Den første tappen er for hjulene på monteringssiden. Den har et sete for et hull på den ene siden, og et ringformet spor for en holdering og et blindhull på den andre.


Ved hjelp av en freser lager vi et langsgående spor i det for hele lengden av blindhullet.




Den andre tappen fra festesiden ser ut som en solid rund stang med et sete for et hull i sideplaten til låsen og en blind langsgående boring.






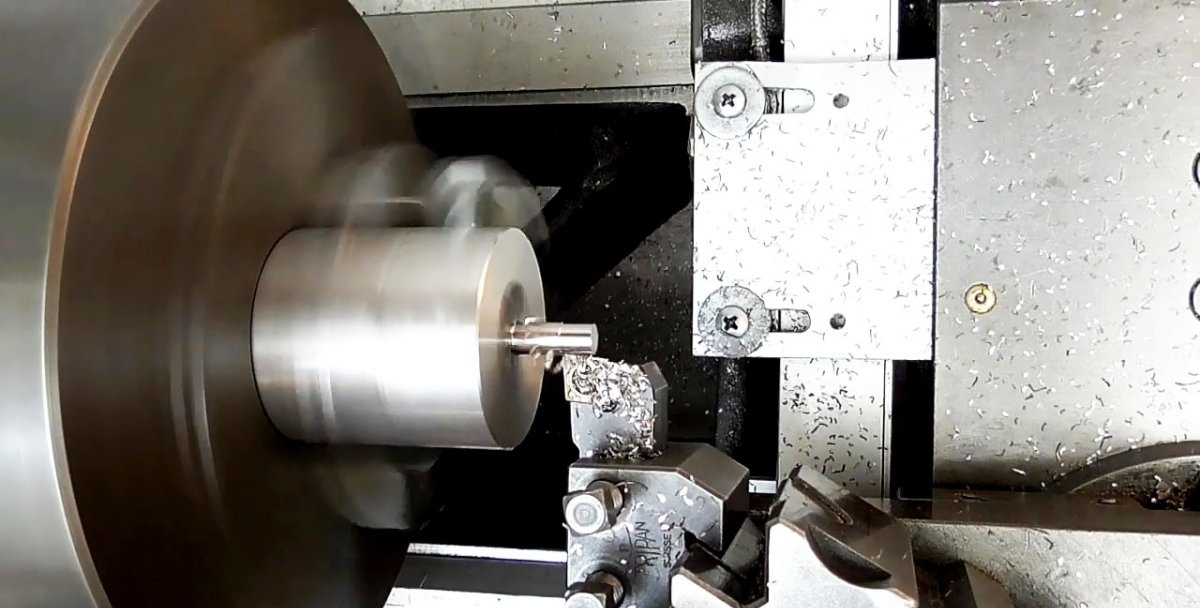
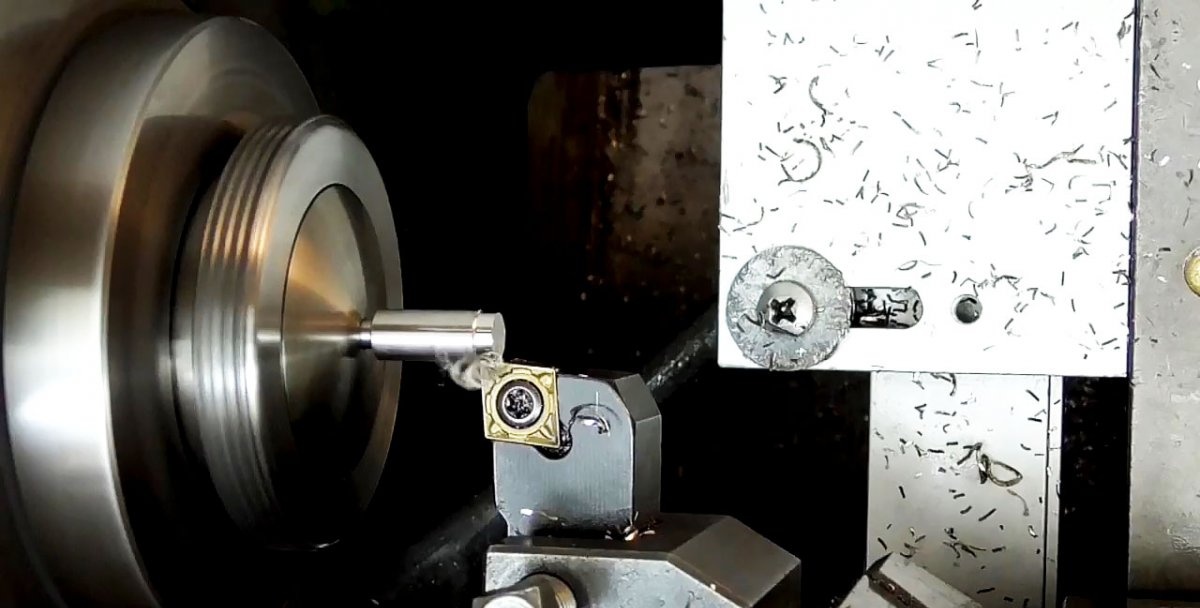
Den tredje nøkkeltappen på den bevegelige siden er også maskinert under den solide sylinderen. Deretter klemmes den ene siden inn i en patron med en pakning for å forskyve valsens akse bort fra patronens rotasjonsakse. Som et resultat, når det behandles med en kutter, dannes en rund tapp med mindre diameter, hvis sentrum ikke sammenfaller med midten av tappen.


Deretter, ved å frese, danner vi to hyller på begge sider av forskyvningstappen. Resultatet er en stang med to flater forbundet med sirkelbuer.

Ved å bruke samme kutter reduserer vi tverrsnittet av stangen på den større siden ved hjelp av symmetrisk prosessering.

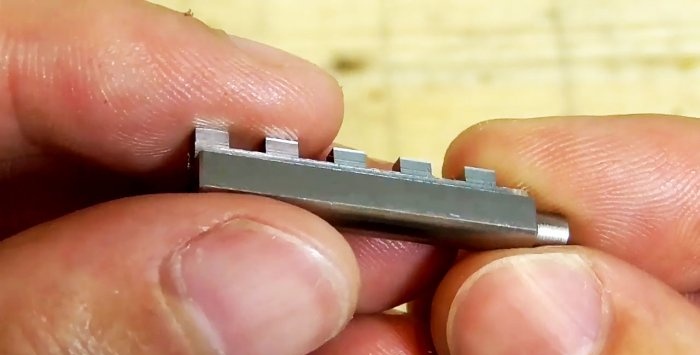
Ved hjelp av en endefres lager vi 5 rektangulære og like spor. Som et resultat dannes det også 5 like fremspring.
Ved hjelp av filer, nålefiler og sandpapir får stangen med alle fremspringene ønsket form og kanter og ribber avrundes. Til slutt polerer du denne og alle andre stenger med et mykt hjul.



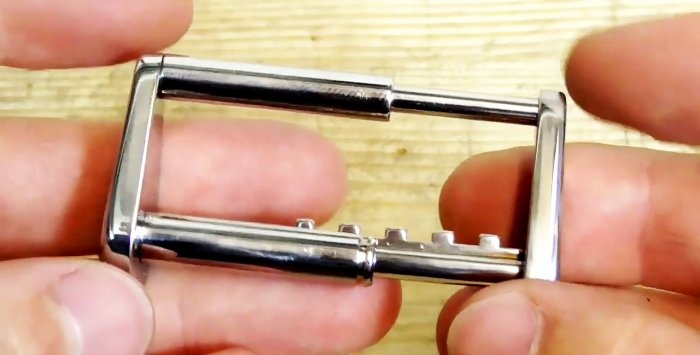
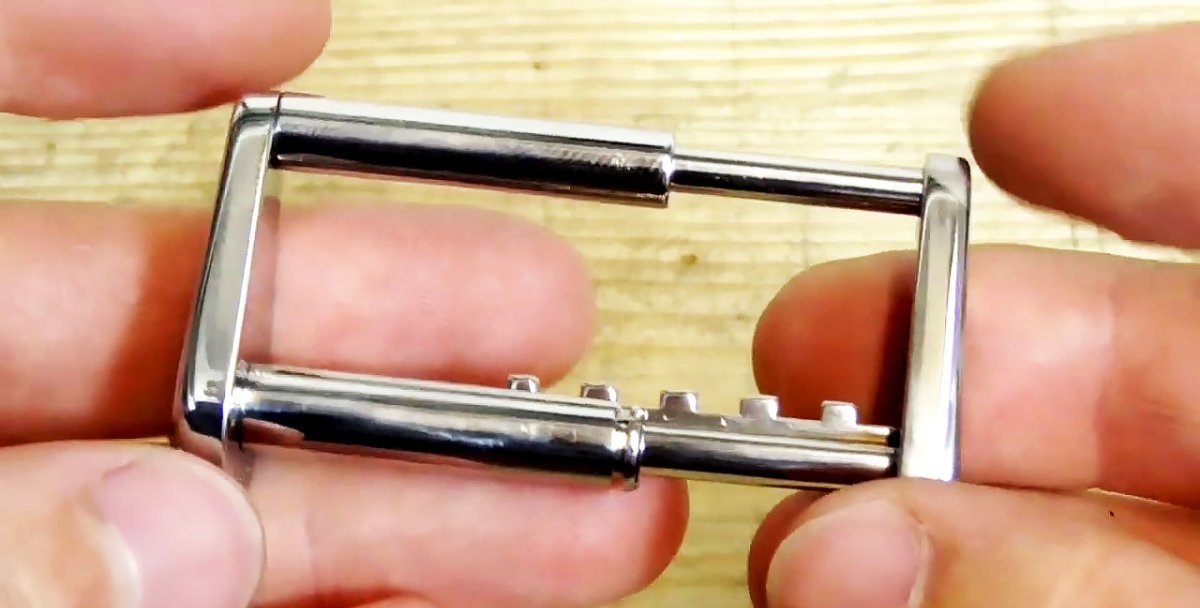
Vi setter inn stangen på plass i sideplaten til låsen.
Den fjerde tappen, som utfører funksjonen til det øvre skaftet på den bevegelige siden, er maskinert til størrelsen på hullet i sideplaten til låsen, og på den ene siden er formet til en halvkule ved hjelp av en fil og en myk sirkel . Vi setter den også på plass.



Vi sveiser alle pinnene på baksiden til sideplatene til låsen.

Vi sliper og polerer sveisene på en kvern, runder kantene med en fil, avslutter med sandpapir og polerer med et mykt hjul.

Ved hjelp av et sett med filer danner vi et spor i enden av pinnen med en langsgående spor. Vi prøver å sette inn de bevegelige pinnene i hullene til de faste.


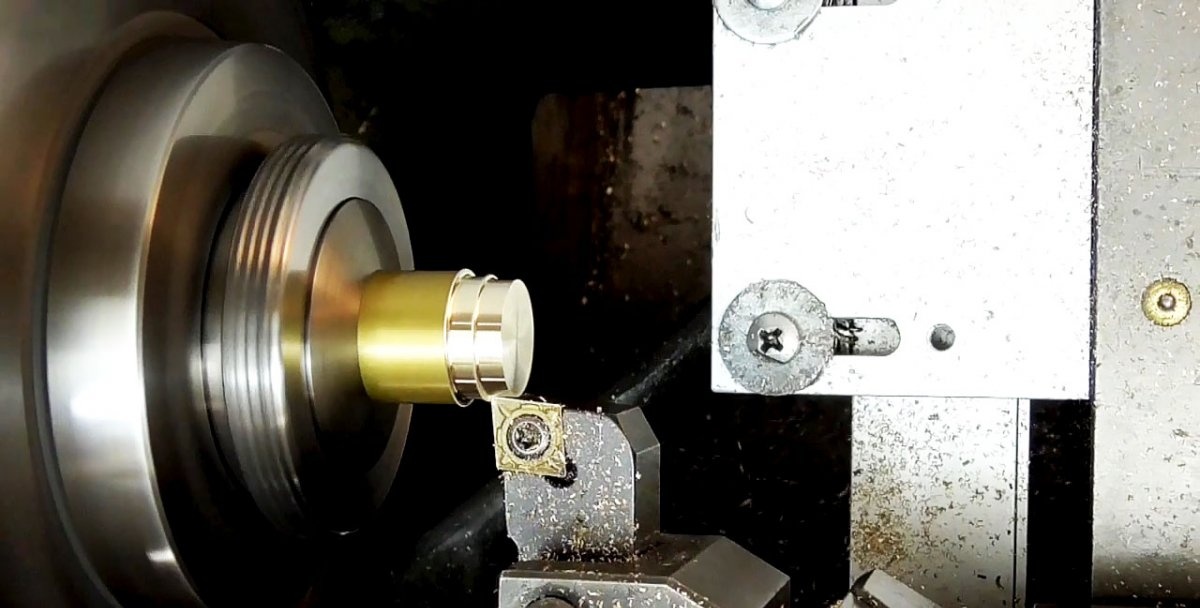
Vi lager 4 messinghjul med tall. Etter å ha kuttet dem i størrelse, kutter vi emnene deres på en dreiebenk, borer først et gjennomgående hull i midten og utvider det på den ene siden til en viss dybde.





Det femte hjulet skiller seg fra andre ved tilstedeværelsen av et sentralt spor på begge sider, hvorav den ene er dypere enn den andre.
Kolonner med tall for påføring på formingshjulene er trykt på silikonbelagt papir i et speilbilde.
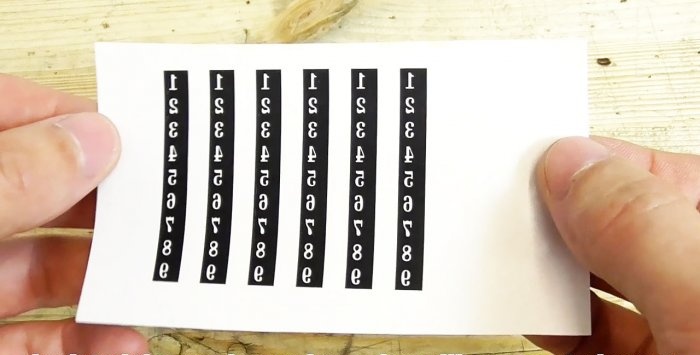
Vi kutter ut vertikale strimler av tall med saks og limer dem på formingshjulene.

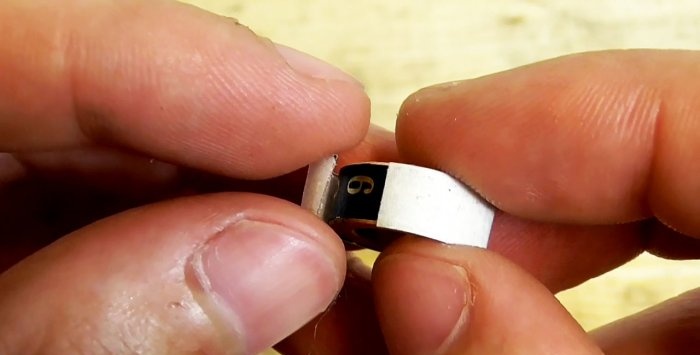
Vi overfører tallene til overflaten av formingshjulene, ruller dem langs sålen til et varmt jern. Som et resultat skiller papiret seg, og et lag silikon med tall fester seg til ringen.

For å beskytte alle overflater på hjulene, unntatt de med tall, dekker vi dem med neglelakk.

Vi snor hjulene på en wire, plasserer dem i bunnen av en skrå grøft og fyller dem med jernkloridløsning for etsing i 45 minutter, noe som gjør hjulene attraktive og tallene kontrasterende.


Deretter setter vi hjulene på en spesiell dor, stram dem med en mutter og klemmer dem i dreiebenkchucken. Deretter behandler vi hjulblokken med sandpapir og polerer den med en lurklut.
Vi klemmer hjulene inn i en spesiell holder og bruker en fresemaskin til å lage et halvsirkelformet spor med en kutter til den kommer ut i et stort hull.
I endene av hjulene lager vi 9 fordypninger jevnt i en sirkel.


Vi fester hjulene ett etter ett på doren og klemmer dem i chucken på dreiebenken. Vi bringer den justerte riflingen til hjulet, smører dem med olje og slår på maskinen. Et sirkulært hakk rulles på hjulet i enden med en smal stripe.


Bruk en kutter for å fjerne grader fra enden av hakket.
Vi borer 0,8 mm blinde hull med en bor i endene av hjulene med et hakk motsatt det halvsirkelformede sporet.

Igjen setter vi hjulene på doren en etter en og påfører svart maling på de digitale fordypningene, fjerner overskuddet med en flat overflate, presser det mot det roterende hjulet og deretter med en myk klut.



Ved hjelp av en spesiell dor for vikling av fjærer, montert på en dreiebenk, lager vi 5 lignende fjærer av 0,3 mm fjærståltråd.

For å holde ledningen på doren når vi vikler fjærene, bruker vi tang, og for å klippe av endene bruker vi metallsaks.
For å sette sammen hjul med tall trenger vi i tillegg til fjærer 5 stålkuler på 2 mm.

Vi setter inn en fjær i de blinde hullene i hjulene og dekker den med en kule på toppen.


Så strenger vi alle 5 hjulene med fjærer og kuler på den øvre akselen.
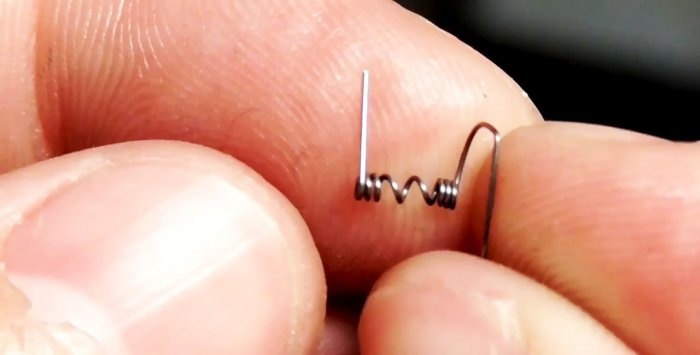
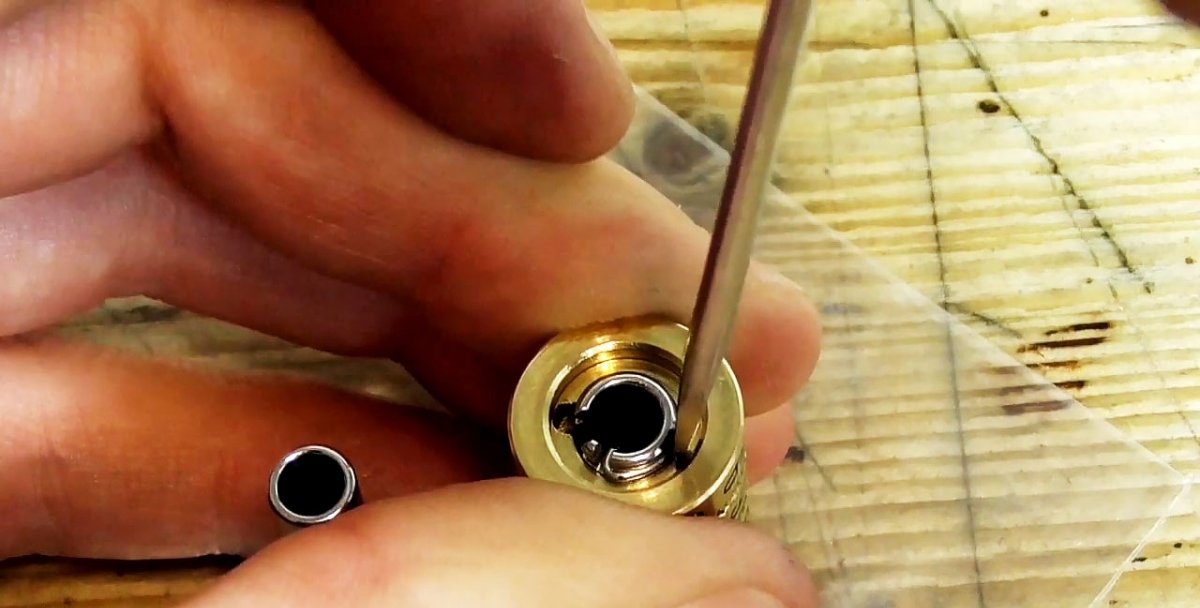
Ved hjelp av 0,8 mm fjærståltråd på en enkel dor, klemt fast i en skrustikke, ved hjelp av tang og trådkutter lager vi en stopplås for å klemme og holde hjulene med tall på stangen.
Vi setter den ene enden av stopperen inn i sporet på enden av stangen med en pinsett, trykker på stopperen i midten, deretter dekker den andre kanten sikkert og holder alt som er under den.



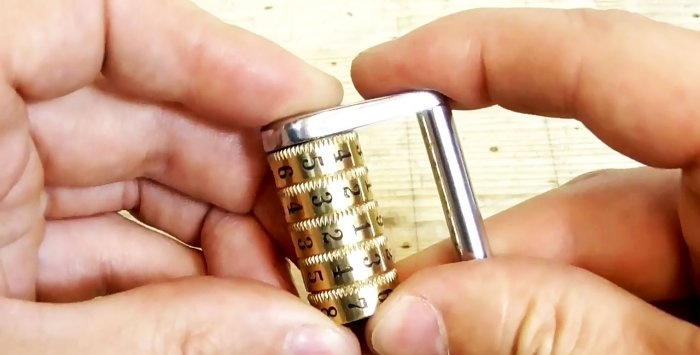
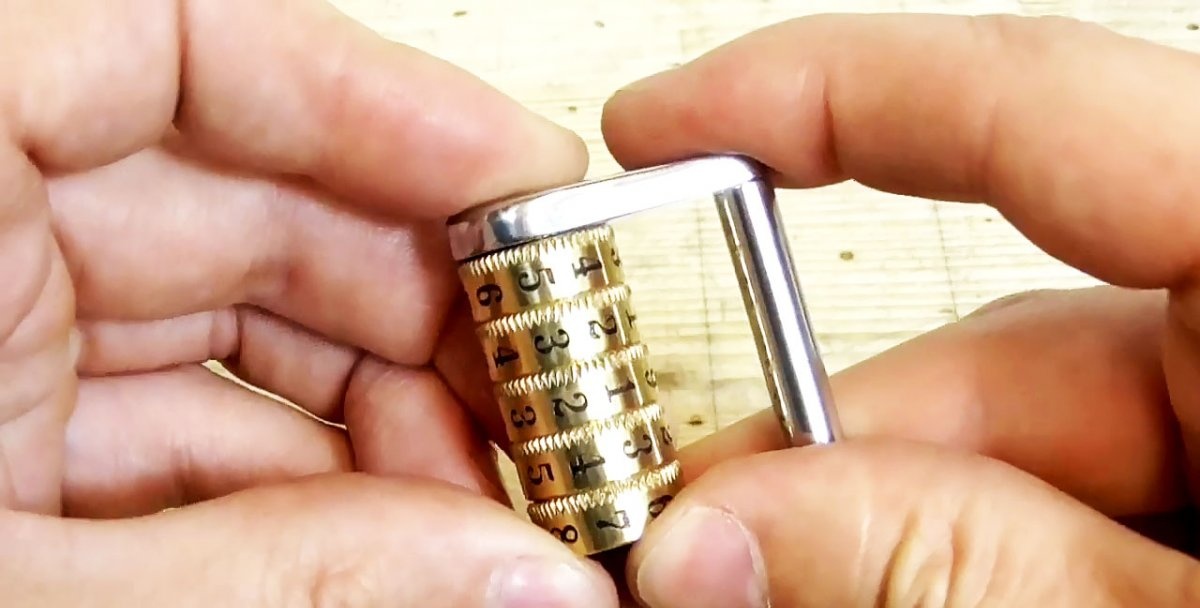
Alt som gjenstår er å sette inn den andre siden av kombinasjonslåsen med stengene på plass og enheten er klar til bruk. Men foreløpig er låsen låst, fordi en tilfeldig kombinasjon av tall er satt. Kodesettet med tall bestemmes av plasseringen av låseelementene på hjulene og er eksklusivt for hver lås.



Vil trenge
Produksjonen krever tid, betydelig innsats, ekstrem forsiktighet og følgende materialer:

- rustfritt stålbolt M20 × 70;
- riflet hjul;
- midler for å påføre tall på hjul;
- stål baller;
- fjærståltråd (0,3 og 0,8 mm).
Utstyr vi ikke klarer oss uten:
- dreiebenk, bore-og fresemaskin;
- benk skrustikke;
- tang;
- baufil for metall;
- kvern;
- saks for metall- og papirskjæring;
- dor for vikling av fjærer og holderinger.
Produksjonsteknologi
Arbeidet består av tre trinn: produksjon av deler og sammenstillinger, montering og montering av kodekombinasjon av tall.
Produksjon av deler og sammenstillinger
Sidelåseputer
På en dreiebenk deler vi bolthodet i to halvdeler, og sliper stangen til dybden av gjengeprofilen.
Vi klemmer en del av stangen i en skrustikke og så den med en metallsag i to langsgående halvdeler.
På en av de sekskantede platene, ved hjelp av en mal og en markør, tegner du omrisset av sidefôret til låsen.

Vi sliper de limte sekskantene på en kvern langs den markerte konturen av sideforingen til låsen og borer hull i endene.


Vi setter inn "bena" til runde maler i hullene, som bare brukes til å tegne omrisset av sideputene til låsen på kvernen.

På en boremaskin, ved hjelp av en drill og en endefres, danner vi etterbehandlingsprofilen til hullene i sideplatene. Rundt det store hullet lager vi 9 fordypninger jevnt i en sirkel ved hjelp av en endefres.
Bruk et mykt hjul til å polere alle overflater på sidebeleggene på låsen.


Pinner
Fra 4 halvsylindre, ved hjelp av en spesiell klemme, skjerper vi en rund stang på en dreiebenk til midten av arbeidsstykket.




Den første tappen er for hjulene på monteringssiden. Den har et sete for et hull på den ene siden, og et ringformet spor for en holdering og et blindhull på den andre.

Ved hjelp av en freser lager vi et langsgående spor i det for hele lengden av blindhullet.




Den andre tappen fra festesiden ser ut som en solid rund stang med et sete for et hull i sideplaten til låsen og en blind langsgående boring.




Den tredje nøkkeltappen på den bevegelige siden er også maskinert under den solide sylinderen. Deretter klemmes den ene siden inn i en patron med en pakning for å forskyve valsens akse bort fra patronens rotasjonsakse. Som et resultat, når det behandles med en kutter, dannes en rund tapp med mindre diameter, hvis sentrum ikke sammenfaller med midten av tappen.


Deretter, ved å frese, danner vi to hyller på begge sider av forskyvningstappen. Resultatet er en stang med to flater forbundet med sirkelbuer.

Ved å bruke samme kutter reduserer vi tverrsnittet av stangen på den større siden ved hjelp av symmetrisk prosessering.

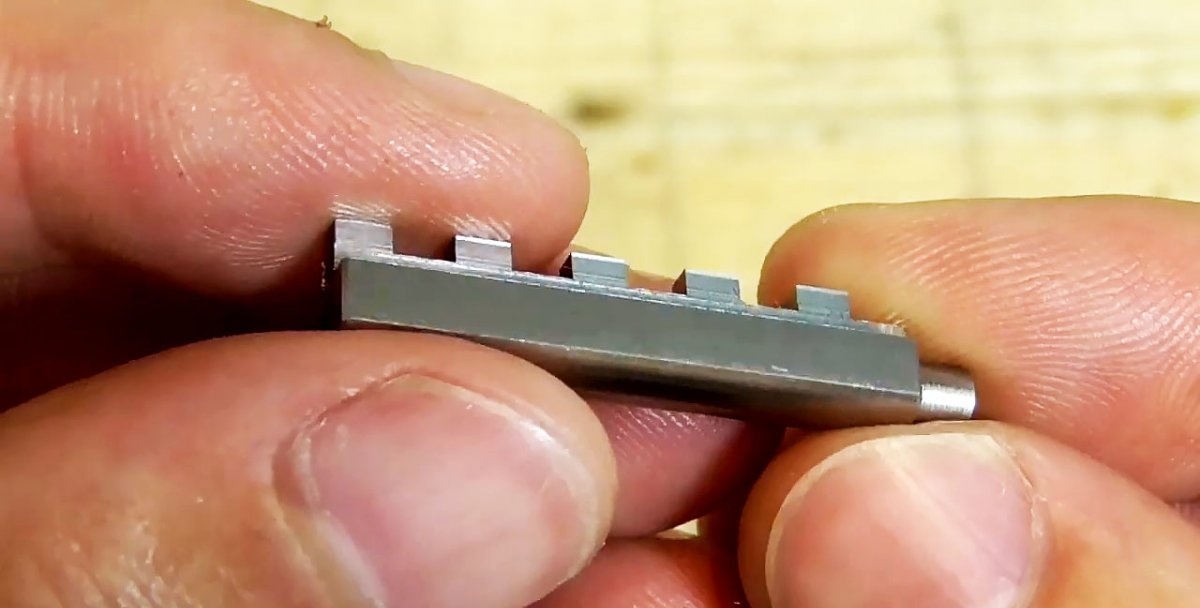
Ved hjelp av en endefres lager vi 5 rektangulære og like spor. Som et resultat dannes det også 5 like fremspring.
Ved hjelp av filer, nålefiler og sandpapir får stangen med alle fremspringene ønsket form og kanter og ribber avrundes. Til slutt polerer du denne og alle andre stenger med et mykt hjul.



Vi setter inn stangen på plass i sideplaten til låsen.
Den fjerde tappen, som utfører funksjonen til det øvre skaftet på den bevegelige siden, er maskinert til størrelsen på hullet i sideplaten til låsen, og på den ene siden er formet til en halvkule ved hjelp av en fil og en myk sirkel . Vi setter den også på plass.


Sveising, sliping, polering
Vi sveiser alle pinnene på baksiden til sideplatene til låsen.

Vi sliper og polerer sveisene på en kvern, runder kantene med en fil, avslutter med sandpapir og polerer med et mykt hjul.

Ved hjelp av et sett med filer danner vi et spor i enden av pinnen med en langsgående spor. Vi prøver å sette inn de bevegelige pinnene i hullene til de faste.


Messinghjul med tall
Vi lager 4 messinghjul med tall. Etter å ha kuttet dem i størrelse, kutter vi emnene deres på en dreiebenk, borer først et gjennomgående hull i midten og utvider det på den ene siden til en viss dybde.




Det femte hjulet skiller seg fra andre ved tilstedeværelsen av et sentralt spor på begge sider, hvorav den ene er dypere enn den andre.
Kolonner med tall for påføring på formingshjulene er trykt på silikonbelagt papir i et speilbilde.
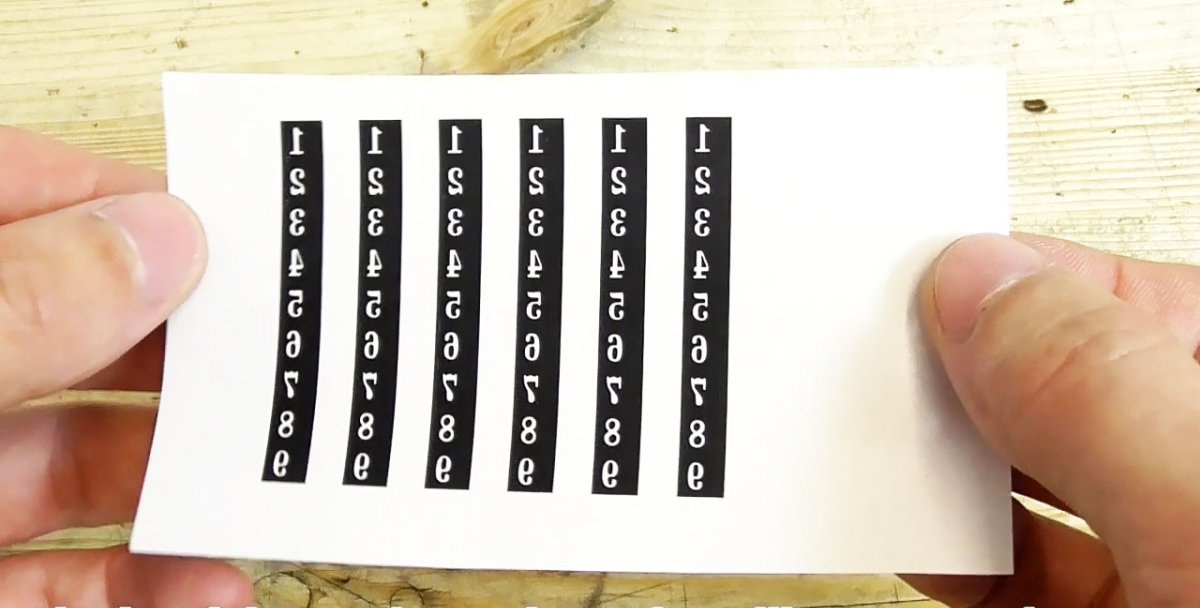
Vi kutter ut vertikale strimler av tall med saks og limer dem på formingshjulene.

Vi overfører tallene til overflaten av formingshjulene, ruller dem langs sålen til et varmt jern. Som et resultat skiller papiret seg, og et lag silikon med tall fester seg til ringen.


For å beskytte alle overflater på hjulene, unntatt de med tall, dekker vi dem med neglelakk.

Vi snor hjulene på en wire, plasserer dem i bunnen av en skrå grøft og fyller dem med jernkloridløsning for etsing i 45 minutter, noe som gjør hjulene attraktive og tallene kontrasterende.


Deretter setter vi hjulene på en spesiell dor, stram dem med en mutter og klemmer dem i dreiebenkchucken. Deretter behandler vi hjulblokken med sandpapir og polerer den med en lurklut.
Vi klemmer hjulene inn i en spesiell holder og bruker en fresemaskin til å lage et halvsirkelformet spor med en kutter til den kommer ut i et stort hull.
I endene av hjulene lager vi 9 fordypninger jevnt i en sirkel.


Vi fester hjulene ett etter ett på doren og klemmer dem i chucken på dreiebenken. Vi bringer den justerte riflingen til hjulet, smører dem med olje og slår på maskinen. Et sirkulært hakk rulles på hjulet i enden med en smal stripe.


Bruk en kutter for å fjerne grader fra enden av hakket.
Vi borer 0,8 mm blinde hull med en bor i endene av hjulene med et hakk motsatt det halvsirkelformede sporet.

Igjen setter vi hjulene på doren en etter en og påfører svart maling på de digitale fordypningene, fjerner overskuddet med en flat overflate, presser det mot det roterende hjulet og deretter med en myk klut.



Tilleggsdeler, montering og koding
Ved hjelp av en spesiell dor for vikling av fjærer, montert på en dreiebenk, lager vi 5 lignende fjærer av 0,3 mm fjærståltråd.

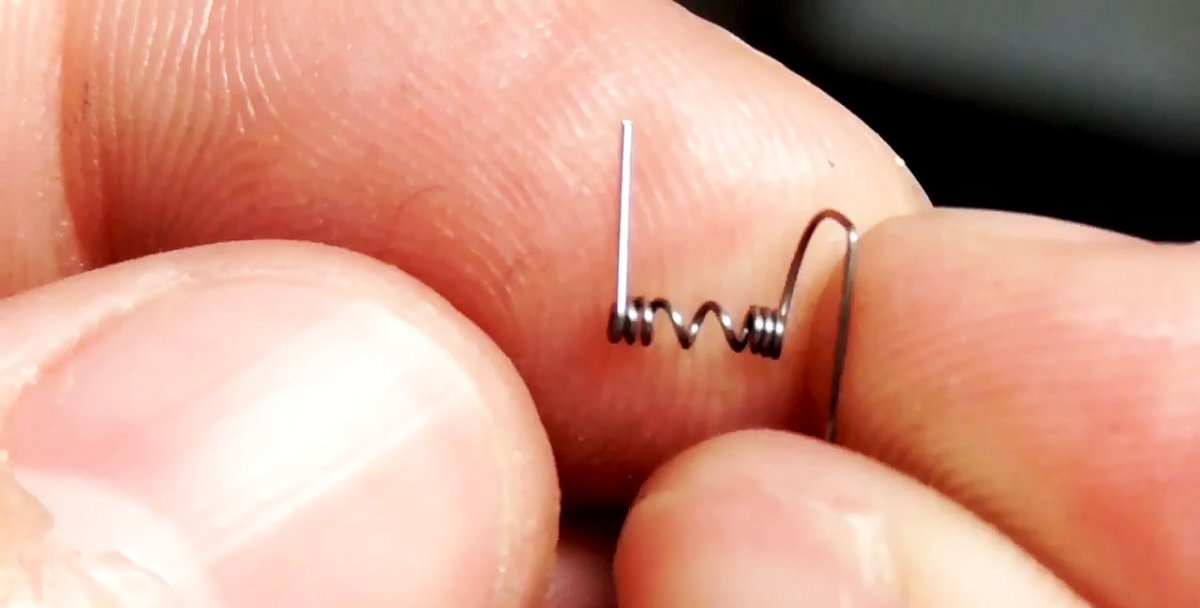
For å holde ledningen på doren når vi vikler fjærene, bruker vi tang, og for å klippe av endene bruker vi metallsaks.
For å sette sammen hjul med tall trenger vi i tillegg til fjærer 5 stålkuler på 2 mm.

Vi setter inn en fjær i de blinde hullene i hjulene og dekker den med en kule på toppen.


Så strenger vi alle 5 hjulene med fjærer og kuler på den øvre akselen.
Ved hjelp av 0,8 mm fjærståltråd på en enkel dor, klemt fast i en skrustikke, ved hjelp av tang og trådkutter lager vi en stopplås for å klemme og holde hjulene med tall på stangen.
Vi setter den ene enden av stopperen inn i sporet på enden av stangen med en pinsett, trykker på stopperen i midten, deretter dekker den andre kanten sikkert og holder alt som er under den.


Alt som gjenstår er å sette inn den andre siden av kombinasjonslåsen med stengene på plass og enheten er klar til bruk. Men foreløpig er låsen låst, fordi en tilfeldig kombinasjon av tall er satt. Kodesettet med tall bestemmes av plasseringen av låseelementene på hjulene og er eksklusivt for hver lås.


Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (2)
