Hvordan lage en mini bøyemaskin av metall
Å ha en bøyemaskin i hjemmeverkstedet ditt vil være ganske nyttig. Den kan brukes til å bøye tynne ark av tinn og aluminium for en rekke behov.

Siden vi skal jobbe med tynne materialer blir ikke bøyekreftene for store. Med hensyn til disse faktorene velger vi materialer:

For å fullføre alle operasjoner trenger du en drill med bor med en diameter på 3,5 og 6,5 mm, en båndsag, sveiseutstyr, en skrustikke og klemmer.
Vi kutter 25x25 mm hjørnet med en båndsag i fem seksjoner: tre 125 mm lange og to 62,5 mm lange. Vi kuttet også et 250 mm langt stykke fra en stålstang med en diameter på 8 mm for å lage et håndtak.

Vi bretter to 125 mm stålvinkler med hyllene nede og klemmer dem i en skrustikke. Vi legger den tredje på en av de to, fastklemt i en skrustikke, slik at den ytre siden av den vertikale hyllen faller sammen med forbindelseslinjen til de to nedre hjørnene, og vi komprimerer dem med klemmer.

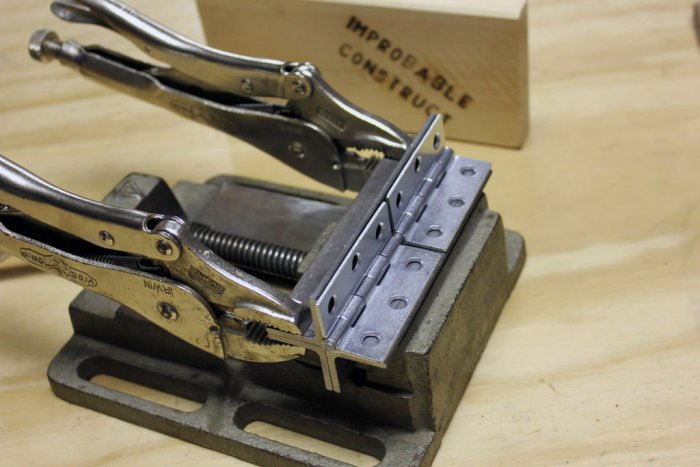
Vi legger hengslede løkker i det indre hjørnet dannet av de tre elementene. Vi presser dem tett til hyllene og sveiser dem til metallet gjennom hullene for skruene. Vi sørger for at hengslene foldes og utfolder seg fritt.

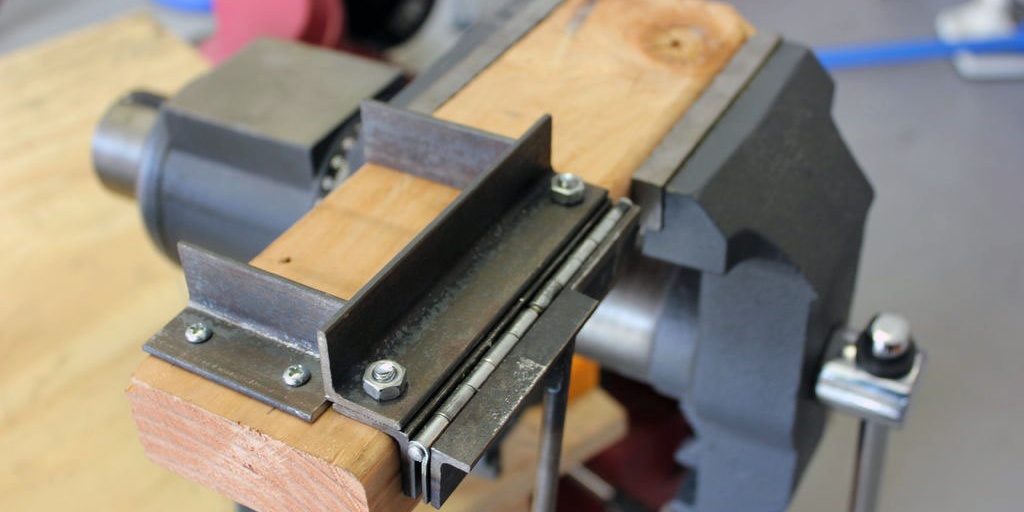
Vi bretter hengslene igjen og hviler en stålstang i midten mot den vertikale hyllen og sveiser den til den horisontale hyllen fra utsiden.


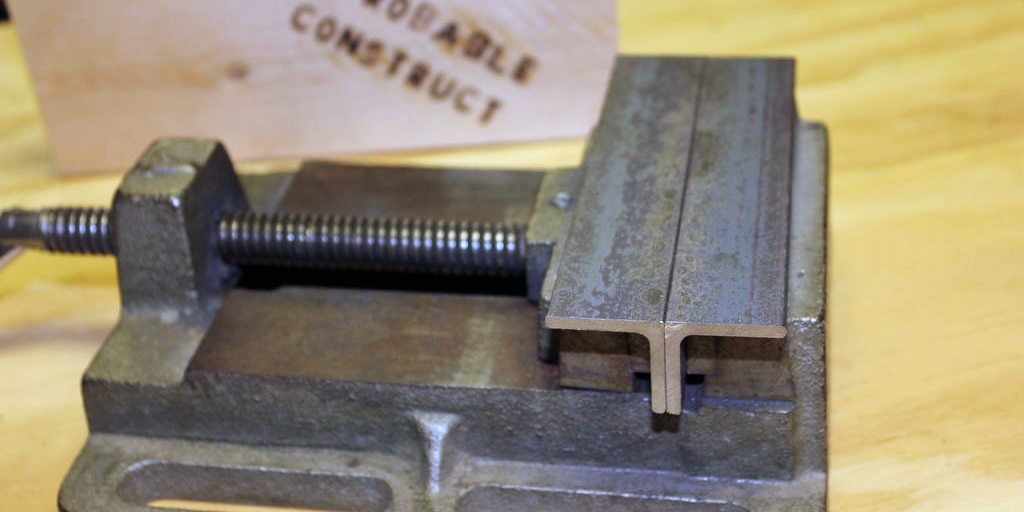
På hjørnehyllen uten håndtak, bor i midten, 12 mm fra endene, ett hull med en diameter på 6,5 mm. Vi plasserer dette elementet på det langsgående hjørnet av trebjelken nærmere den ene enden slik at hyllen med hullene er på toppen. Ved å bruke dette hjørnet som mal borer vi to gjennomgående hull i bjelken, som klemmes i den andre enden i en skrustikke.

I det tredje hjørnet, ved hjelp av samme bor, lager vi også to hull i samme avstand fra hverandre som i det andre hjørnet. Den vil festes til den slik at vinkelen er rettet bort fra hengslene. Men vi flytter sentrene av hullene i det tredje hjørnet til kanten av den horisontale hyllen med tykkelsen på materialet for bøyning.


I vårt tilfelle bør forskyvningsverdien være 1,6 mm.
I to korte hjørneemner borer vi hull med en diameter på 3,5 mm i kantene og skru dem til en trebjelke slik at de hviler mot det langsgående faste store hjørnet og lager 90 grader med det.



Maskinen vår er klar for arbeid.
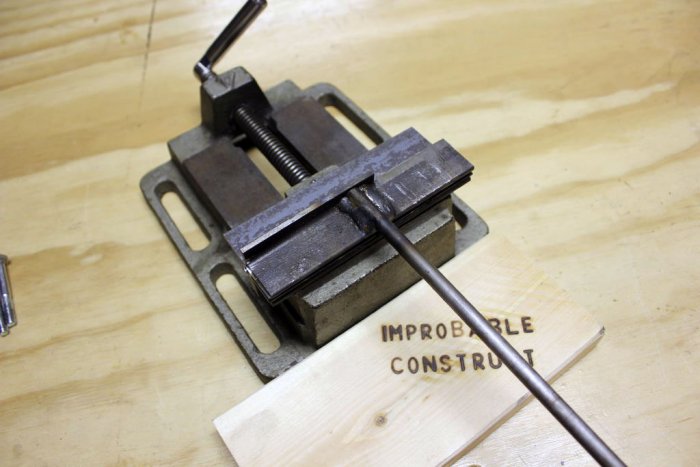
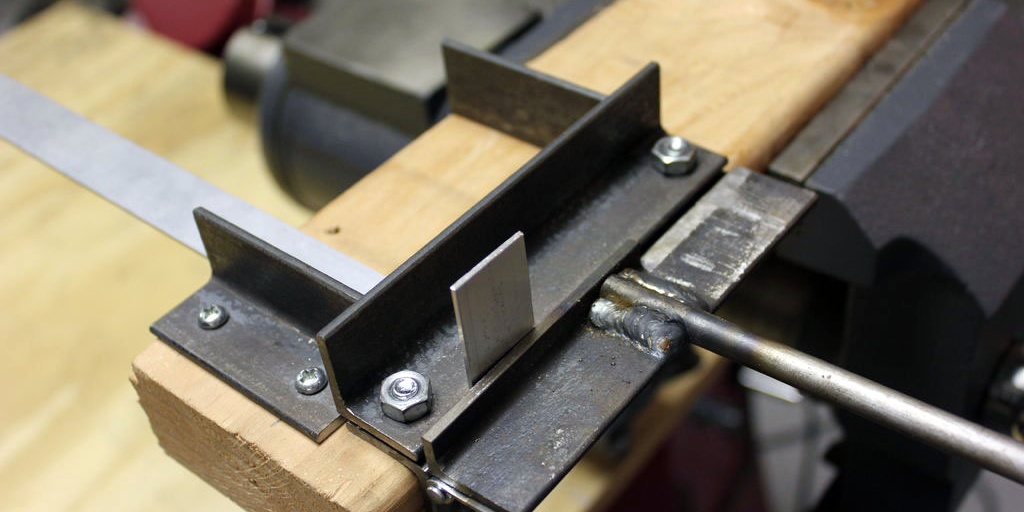
Vi løsner mutterne som fester hjørnene og setter inn en metallstrimmel i gapet som er dannet mellom dem, som må bøyes. For å gjøre bøyningen jevn, press listen mot føringsvinkelen.

Etter dette, stram mutrene, unngå å stramme den fjerne mutteren for mye og skjev klemvinkel. Avstanden mellom hjørnene skal være den samme langs hele lengden.
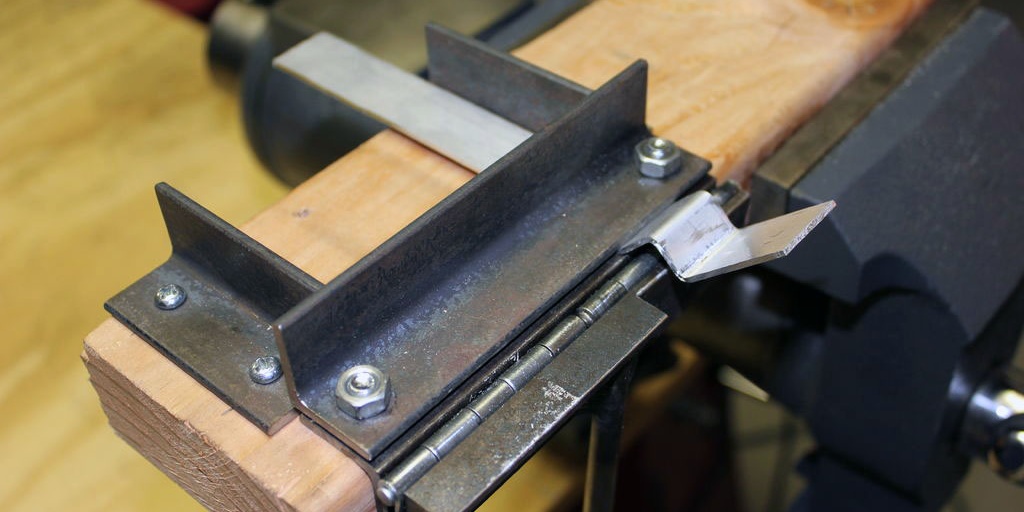
Vi hever håndtaket, som fortsatt hang vertikalt nedover, til horisontal posisjon. I ferd med å flytte den fra den første posisjonen til den andre, bøyer metallet seg.

Løsne mutterne og slipp materialet som bøyes. Etter dette fjerner vi den fra maskinen hvis bøyingen er fullført, eller vi flytter den til en annen posisjon og fortsetter bøyeoperasjonene.


Originalartikkel på engelsk
Vil trenge
Siden vi skal jobbe med tynne materialer blir ikke bøyekreftene for store. Med hensyn til disse faktorene velger vi materialer:
- hjørne 25×25 mm, lengde 500 mm;
- stang med en diameter på 8 mm og en lengde på 250 mm;
- to hengende løkker 25×60 mm;
- to bolter 6×50 mm med muttere;
- fire skruer;
- trebjelke 50×100×300 mm.

For å fullføre alle operasjoner trenger du en drill med bor med en diameter på 3,5 og 6,5 mm, en båndsag, sveiseutstyr, en skrustikke og klemmer.
Produksjonsprosess for mini bøyemaskin
Vi kutter 25x25 mm hjørnet med en båndsag i fem seksjoner: tre 125 mm lange og to 62,5 mm lange. Vi kuttet også et 250 mm langt stykke fra en stålstang med en diameter på 8 mm for å lage et håndtak.

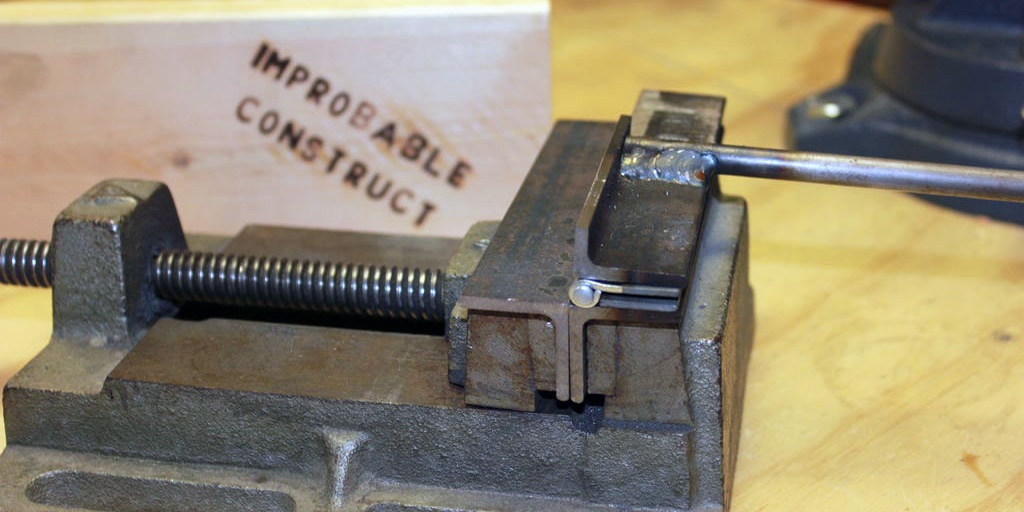
Vi bretter to 125 mm stålvinkler med hyllene nede og klemmer dem i en skrustikke. Vi legger den tredje på en av de to, fastklemt i en skrustikke, slik at den ytre siden av den vertikale hyllen faller sammen med forbindelseslinjen til de to nedre hjørnene, og vi komprimerer dem med klemmer.

Vi legger hengslede løkker i det indre hjørnet dannet av de tre elementene. Vi presser dem tett til hyllene og sveiser dem til metallet gjennom hullene for skruene. Vi sørger for at hengslene foldes og utfolder seg fritt.

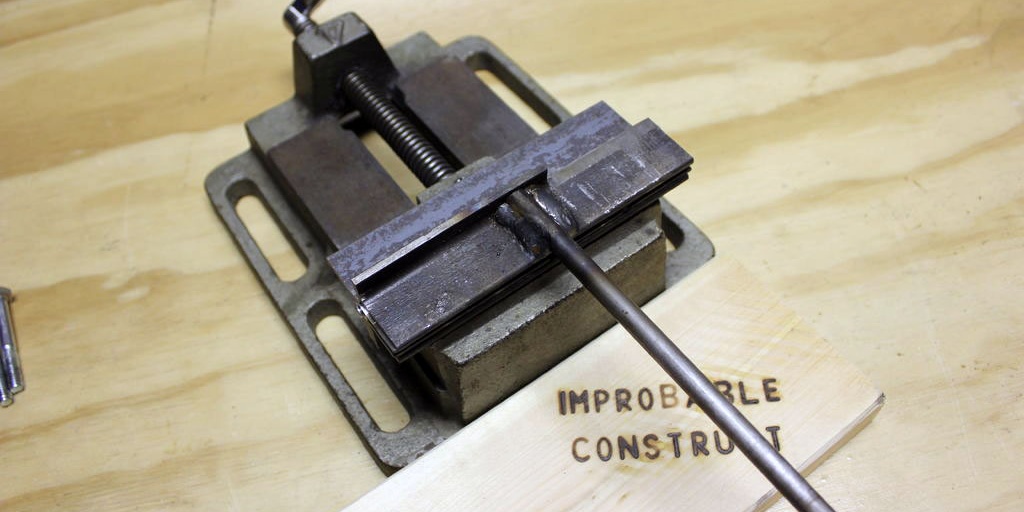
Vi bretter hengslene igjen og hviler en stålstang i midten mot den vertikale hyllen og sveiser den til den horisontale hyllen fra utsiden.

På hjørnehyllen uten håndtak, bor i midten, 12 mm fra endene, ett hull med en diameter på 6,5 mm. Vi plasserer dette elementet på det langsgående hjørnet av trebjelken nærmere den ene enden slik at hyllen med hullene er på toppen. Ved å bruke dette hjørnet som mal borer vi to gjennomgående hull i bjelken, som klemmes i den andre enden i en skrustikke.

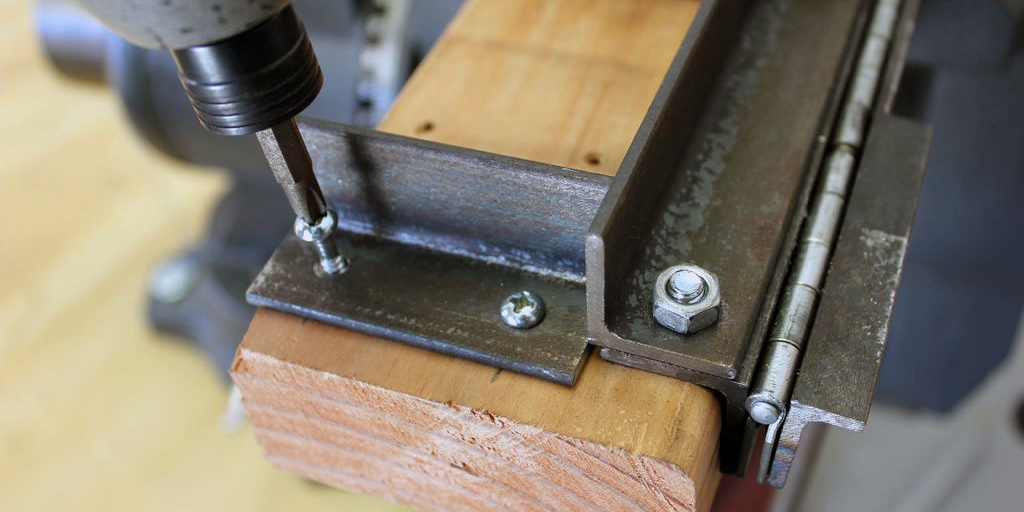
I det tredje hjørnet, ved hjelp av samme bor, lager vi også to hull i samme avstand fra hverandre som i det andre hjørnet. Den vil festes til den slik at vinkelen er rettet bort fra hengslene. Men vi flytter sentrene av hullene i det tredje hjørnet til kanten av den horisontale hyllen med tykkelsen på materialet for bøyning.

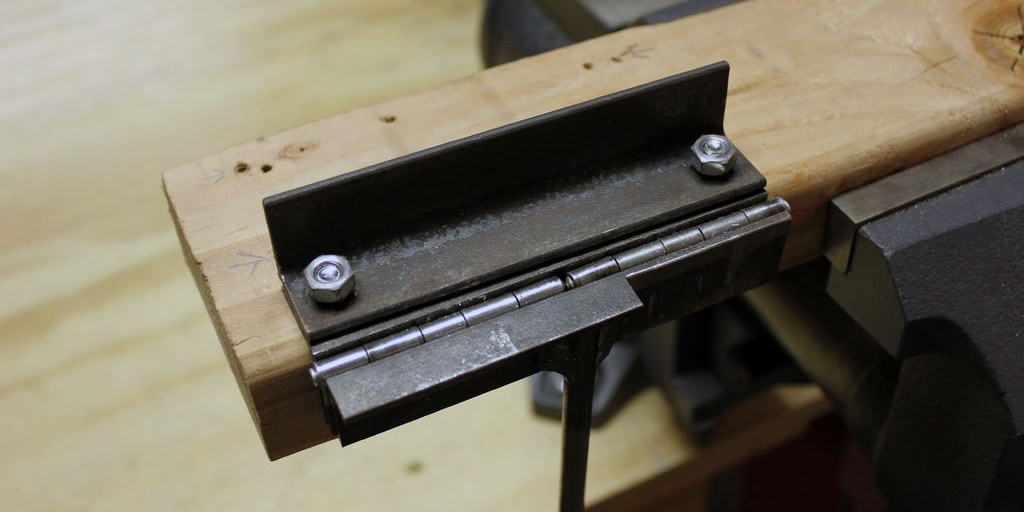
I vårt tilfelle bør forskyvningsverdien være 1,6 mm.
I to korte hjørneemner borer vi hull med en diameter på 3,5 mm i kantene og skru dem til en trebjelke slik at de hviler mot det langsgående faste store hjørnet og lager 90 grader med det.


Maskinen vår er klar for arbeid.
Maskintesting
Vi løsner mutterne som fester hjørnene og setter inn en metallstrimmel i gapet som er dannet mellom dem, som må bøyes. For å gjøre bøyningen jevn, press listen mot føringsvinkelen.

Etter dette, stram mutrene, unngå å stramme den fjerne mutteren for mye og skjev klemvinkel. Avstanden mellom hjørnene skal være den samme langs hele lengden.
Vi hever håndtaket, som fortsatt hang vertikalt nedover, til horisontal posisjon. I ferd med å flytte den fra den første posisjonen til den andre, bøyer metallet seg.
Løsne mutterne og slipp materialet som bøyes. Etter dette fjerner vi den fra maskinen hvis bøyingen er fullført, eller vi flytter den til en annen posisjon og fortsetter bøyeoperasjonene.

Originalartikkel på engelsk
Lignende mesterklasser






Spesielt interessant






Kommentarer (0)
