Hvordan lage en skrustikke med egne hender
En maskin eller skrustikke er uunnværlig for arbeid med små deler i ethvert verksted eller garasje. I denne mesterklassen vil jeg fortelle deg hvordan jeg laget en skrustikke for en boremaskin med mine egne hender. Tatt i betraktning at det ofte er nødvendig å klemme deler av forskjellige tykkelser, la jeg til et lite "triks" til designet for raskt å endre bredden på klemmen, men først.

Vi kutter tre stenger 50x50x120 mm og merker sentrene på to av dem, og tegner to diagonaler fra motsatte hjørner av arbeidsstykket.

På den første blokken, langs det markerte senteret, lager vi et sekvensielt gjennomgående hull på 10 mm, og deretter koaksialt med en diameter på 16 mm til en dybde på 8 mm.

Så ser vi på M10-mutteren.
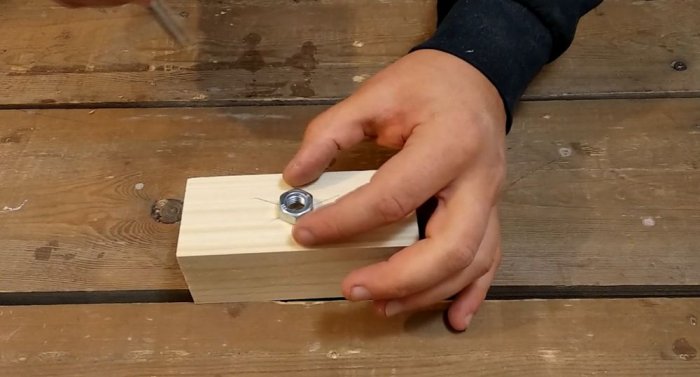
Og langs konturen av mutteren markerer vi telleren til mutteren med en blyant eller, som jeg gjorde, med en meisel.

Ved å jobbe med en meisel lager vi et sekskantet hull i blokken til en dybde lik dybden på det andre hullet med 16 mm.

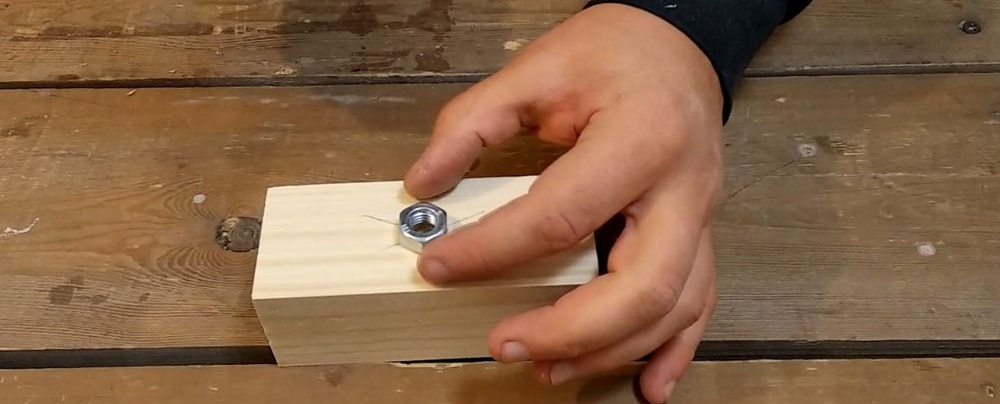
Vi presser mutteren inn i det resulterende hullet ved hjelp av en klemme, selv om du ganske enkelt kan hamre den inn med en hammer.


Vi tar den andre blokken og bruker en Forstner-bor for å lage et 24 mm hull til en dybde på 2 mm, og deretter koaksialt lage et andre hull på 12 mm og en dybde på 6 mm.

Langs omkretsen av 24 mm-hullet jevnt, etter 120 grader borer vi ytterligere tre hull med en diameter på 3 mm for selvskruende skruer.

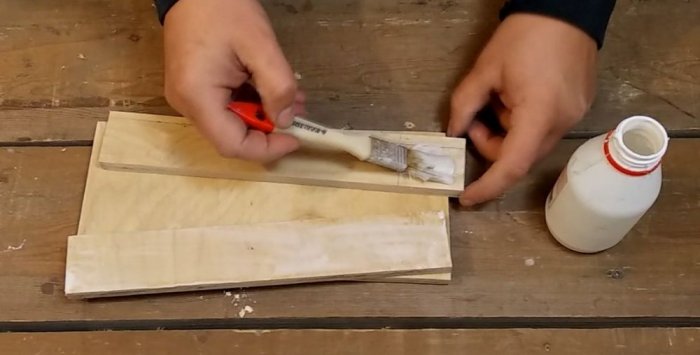
Deretter monterer vi bunnen av skrustikken fra 12 mm tykk kryssfiner - vi trenger stykker på 120x270 mm og to stykker på 45x270 mm. Etter å ha limt delene som skal kobles på forhånd, fester vi dem med selvskruende skruer langs en 19 mm lengde av tre (forbore hull for de selvskruende skruene med en avfasning for det forsenkede hodet til festet).

På samme måte fikser vi den stasjonære kjeven til skrustikken og skyvedelen.


Den stasjonære delen av skrustikken er klar.

Vi lager to kutt på den forstørrede skiven 8, og danner et spor langs hullets bredde.


På en M10-tapp 250 mm lang, 6 mm tilbake fra kanten, lager vi et spor til en diameter på 8 mm med en bredde på ca. 3 mm.


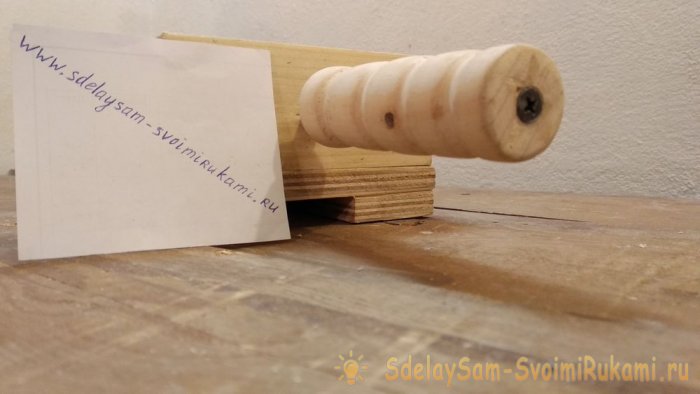
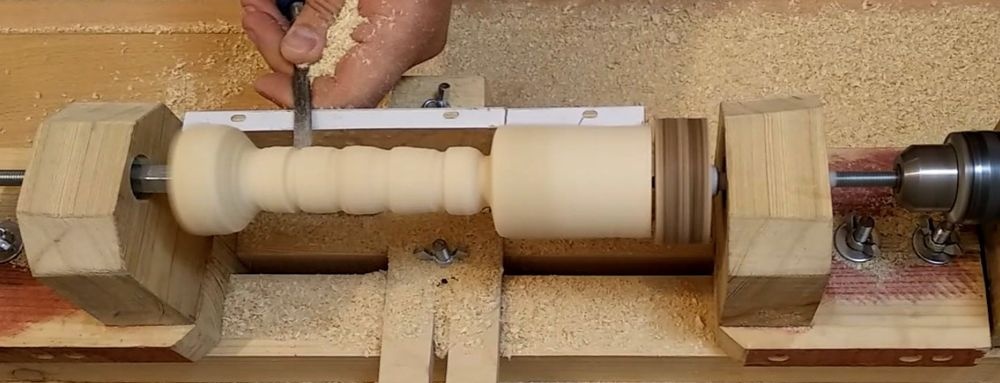
Vi snur et håndtak på en dreiebenk. I mangel av en dreiebenk kan du planlegge håndtaket eller sage av et stykke fra håndtaket for en rake eller spade (de selges ferdige i jernvareforretninger).

I endene av håndtaket lager vi to hull - i den ene enden med en diameter på 10 mm og en dybde på 60 mm.

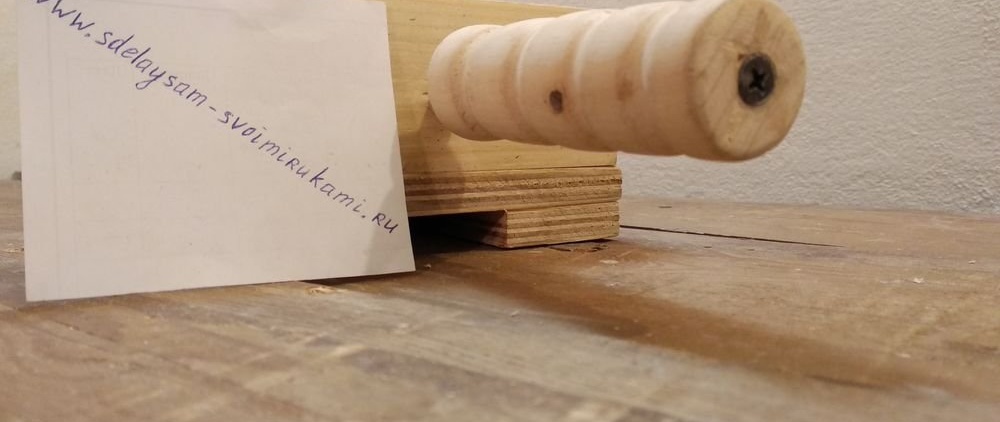
Og på den andre siden med en diameter på 3 mm for en selvskruende skrue.

Vi setter tappen på epoxy.

Den selvskjærende skruen på den andre siden er lik.

Montering av en bevegelig svamp med håndtak.
I bunnen av hull 12 plasserer vi skive 6 for goto, slik at når den skrus inn, hviler pinnen mot metallet og ikke treet.

Vi skruer inn pinnen og installerer skiven ved 8, og fester den til den bevegelige kjeven med selvskruende skruer.

Maskinens skrustikke er klar.

Du kan se produksjons- og monteringsprosessen mer detaljert i videoen:
Hvorfor trenger du en selvskruende skrue i håndtaket?
Dette vil du også lære om i videoen!

Fra materialene trenger vi:
- - tømmer 50x50 mm;
- - kryssfiner 12 mm tykk;
- - M10 bolt og M10 mutter;
- - forsterket skive 8;
- - skive 6;
- - tre treskruer med et bredt hode;
- - selvskruende skrue for tre 25 mm;
- - trelim (jeg brukte PVA).
Trinn-for-trinn mesterklasse for å lage en skrustikke
Vi kutter tre stenger 50x50x120 mm og merker sentrene på to av dem, og tegner to diagonaler fra motsatte hjørner av arbeidsstykket.

På den første blokken, langs det markerte senteret, lager vi et sekvensielt gjennomgående hull på 10 mm, og deretter koaksialt med en diameter på 16 mm til en dybde på 8 mm.

Så ser vi på M10-mutteren.
Og langs konturen av mutteren markerer vi telleren til mutteren med en blyant eller, som jeg gjorde, med en meisel.

Ved å jobbe med en meisel lager vi et sekskantet hull i blokken til en dybde lik dybden på det andre hullet med 16 mm.

Vi presser mutteren inn i det resulterende hullet ved hjelp av en klemme, selv om du ganske enkelt kan hamre den inn med en hammer.


Vi tar den andre blokken og bruker en Forstner-bor for å lage et 24 mm hull til en dybde på 2 mm, og deretter koaksialt lage et andre hull på 12 mm og en dybde på 6 mm.

Langs omkretsen av 24 mm-hullet jevnt, etter 120 grader borer vi ytterligere tre hull med en diameter på 3 mm for selvskruende skruer.

Deretter monterer vi bunnen av skrustikken fra 12 mm tykk kryssfiner - vi trenger stykker på 120x270 mm og to stykker på 45x270 mm. Etter å ha limt delene som skal kobles på forhånd, fester vi dem med selvskruende skruer langs en 19 mm lengde av tre (forbore hull for de selvskruende skruene med en avfasning for det forsenkede hodet til festet).


På samme måte fikser vi den stasjonære kjeven til skrustikken og skyvedelen.


Den stasjonære delen av skrustikken er klar.

Vi lager to kutt på den forstørrede skiven 8, og danner et spor langs hullets bredde.


På en M10-tapp 250 mm lang, 6 mm tilbake fra kanten, lager vi et spor til en diameter på 8 mm med en bredde på ca. 3 mm.


Vi snur et håndtak på en dreiebenk. I mangel av en dreiebenk kan du planlegge håndtaket eller sage av et stykke fra håndtaket for en rake eller spade (de selges ferdige i jernvareforretninger).
I endene av håndtaket lager vi to hull - i den ene enden med en diameter på 10 mm og en dybde på 60 mm.

Og på den andre siden med en diameter på 3 mm for en selvskruende skrue.

Vi setter tappen på epoxy.

Den selvskjærende skruen på den andre siden er lik.

Montering av en bevegelig svamp med håndtak.
I bunnen av hull 12 plasserer vi skive 6 for goto, slik at når den skrus inn, hviler pinnen mot metallet og ikke treet.

Vi skruer inn pinnen og installerer skiven ved 8, og fester den til den bevegelige kjeven med selvskruende skruer.

Maskinens skrustikke er klar.

Se videoen
Du kan se produksjons- og monteringsprosessen mer detaljert i videoen:
Hvorfor trenger du en selvskruende skrue i håndtaket?
Dette vil du også lære om i videoen!
Lignende mesterklasser






Spesielt interessant






Kommentarer (0)
