Hvordan lage en enkel maskin fra en skinne for å lage kjeder
Linkkjedet består av tynne stenger bøyd til en ring og sveiset i kantene. Teknologien for produksjonen er veldig enkel, men krever en spesiell bøyemaskin. Slikt utstyr kan settes sammen med egne hender fra en jernbaneskinne, og en sterk lenkekjede kan produseres på den til en minimumskostnad.

Et stykke jernbaneskinne på 110 mm er brukt som underlag for maskinen.

Hodet er konveks, så det må slipes flatt. Dette er praktisk å gjøre med en kvern med kronbladhjul.
Det lages 3 blinde hull i skinnehodet med et 14 mm bor. For å gjøre dette påføres merker med en kjerne, plassert som toppunktene til en likebenet trekant.

Avstanden mellom punktene ved basen er 40 mm, og avstanden fra basen til tredje toppunkt er 22 mm. Skinnen er vanskelig å bore, så det brukes tynne bor først, og deretter utvides hullene til 14 mm.


Boredybde 10-15 mm.Du kan også umiddelbart lage gjennomgående hull i hjørnene på sålen, slik at du deretter kan skru maskinen fast på en bordplate eller trekloss.

Fra stål rundt tømmer med en diameter på 14 mm må du kutte 3 fingre 40 mm lange. De presses inn i hull i skinnehodet.


Deretter må du lage 2 spaker fra skinnehalsen. På dette stedet har skinnen en tykkelse på 15 mm, så de er motstandsdyktige mot deformasjon fra belastning. Størrelsen på spakene er 25x250 mm.



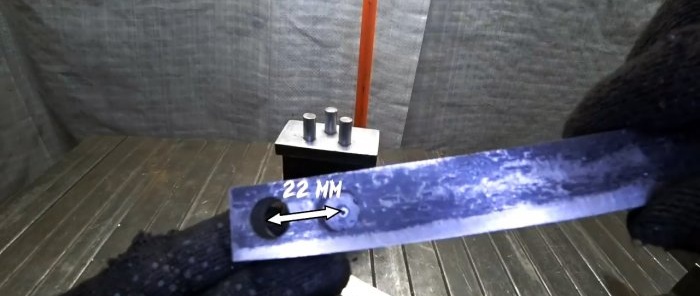
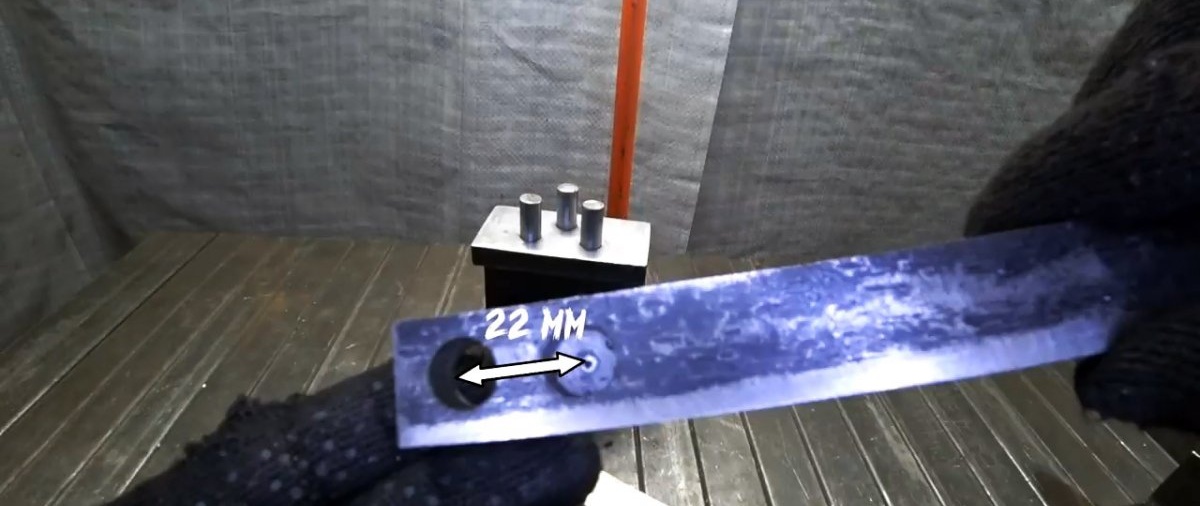
Et gjennomgående hull bores i kanten av hver spak ved hjelp av et 14 mm bor. Et annet blindhull er laget ved et innrykk fra det for halve tverrsnittet av arbeidsstykket. Avstanden mellom midten av hullene er 22 mm.

Deretter må spakene deles i 3 like deler og kuttes ved merkene til halve tykkelsen for å bøye seg. Det første kuttet gjøres på motsatt side av blindhullet. For å lage et kutt langs neste merke, snus arbeidsstykket tilbake. Som et resultat bøyer spaken langs den første linjen i én retning, og langs den andre i motsatt retning. Etter bøying sveises kuttene og sømmene slipes.




Ytterligere 2 fingre er kuttet av rundtømmer, men allerede 20 mm lange. De drives inn i blinde hull på spakene.

Deretter installeres spakene på piggene i skinnen, som foreløpig er utstyrt med en skive.




Maskinen skrus gjennom hull i sålen til bordplaten eller klemmes ganske enkelt fast i en skrustikke. Et stykke stang er plassert mellom fingrene hans, som ved å bevege spakene bøyes til et kjettingledd. Den neste stangen føres gjennom den og bøyes også. Som et resultat lages en kjede med ønsket lengde. Etter dette sveises koblingene, og den kan brukes til det tiltenkte formålet.




Materialer:
- Jernbane jernbane;
- stål rundt tømmer med en diameter på 14 mm;
- M14 skiver – 2 stk.
Produksjon av maskinen
Et stykke jernbaneskinne på 110 mm er brukt som underlag for maskinen.

Hodet er konveks, så det må slipes flatt. Dette er praktisk å gjøre med en kvern med kronbladhjul.
Det lages 3 blinde hull i skinnehodet med et 14 mm bor. For å gjøre dette påføres merker med en kjerne, plassert som toppunktene til en likebenet trekant.

Avstanden mellom punktene ved basen er 40 mm, og avstanden fra basen til tredje toppunkt er 22 mm. Skinnen er vanskelig å bore, så det brukes tynne bor først, og deretter utvides hullene til 14 mm.


Boredybde 10-15 mm.Du kan også umiddelbart lage gjennomgående hull i hjørnene på sålen, slik at du deretter kan skru maskinen fast på en bordplate eller trekloss.

Fra stål rundt tømmer med en diameter på 14 mm må du kutte 3 fingre 40 mm lange. De presses inn i hull i skinnehodet.


Deretter må du lage 2 spaker fra skinnehalsen. På dette stedet har skinnen en tykkelse på 15 mm, så de er motstandsdyktige mot deformasjon fra belastning. Størrelsen på spakene er 25x250 mm.



Et gjennomgående hull bores i kanten av hver spak ved hjelp av et 14 mm bor. Et annet blindhull er laget ved et innrykk fra det for halve tverrsnittet av arbeidsstykket. Avstanden mellom midten av hullene er 22 mm.


Deretter må spakene deles i 3 like deler og kuttes ved merkene til halve tykkelsen for å bøye seg. Det første kuttet gjøres på motsatt side av blindhullet. For å lage et kutt langs neste merke, snus arbeidsstykket tilbake. Som et resultat bøyer spaken langs den første linjen i én retning, og langs den andre i motsatt retning. Etter bøying sveises kuttene og sømmene slipes.




Ytterligere 2 fingre er kuttet av rundtømmer, men allerede 20 mm lange. De drives inn i blinde hull på spakene.

Deretter installeres spakene på piggene i skinnen, som foreløpig er utstyrt med en skive.




Maskinen skrus gjennom hull i sålen til bordplaten eller klemmes ganske enkelt fast i en skrustikke. Et stykke stang er plassert mellom fingrene hans, som ved å bevege spakene bøyes til et kjettingledd. Den neste stangen føres gjennom den og bøyes også. Som et resultat lages en kjede med ønsket lengde. Etter dette sveises koblingene, og den kan brukes til det tiltenkte formålet.



Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (1)
