Hvordan støpe en remskive for en remsliper av aluminium
Ved hjelp av en ganske kraftig elektrisk motor kan du sette sammen en båndsliper. En av hovedvanskene i dette tilfellet er produksjonen av drivremskiven. Mange lager den av kryssfiner, limer den i flere lag. Dette er det enkleste, men en slik remskive viser seg å være tung og er utsatt for rask slitasje. Det er optimalt å lage den av aluminium. Dette alternativet innebærer å finne en blank og en turner som skal snu den. Men hvis du har en 3D-printer, kan du lage den uten dreiebenk ved å støpe fra en trykt modell.
Hva du trenger:
- 3D-skriver;
- siktet elvesand;
- leire;
- talkum;
- smelteovn;
- aluminiumsskrap;
- borde.
Produksjonsprosess for trinse
Først av alt designer vi en remskivemodell av den nødvendige størrelsen for akselen til motoren vår. Etterpå skriver vi den ut på en 3D-printer, fjerner saggingen og polerer den.
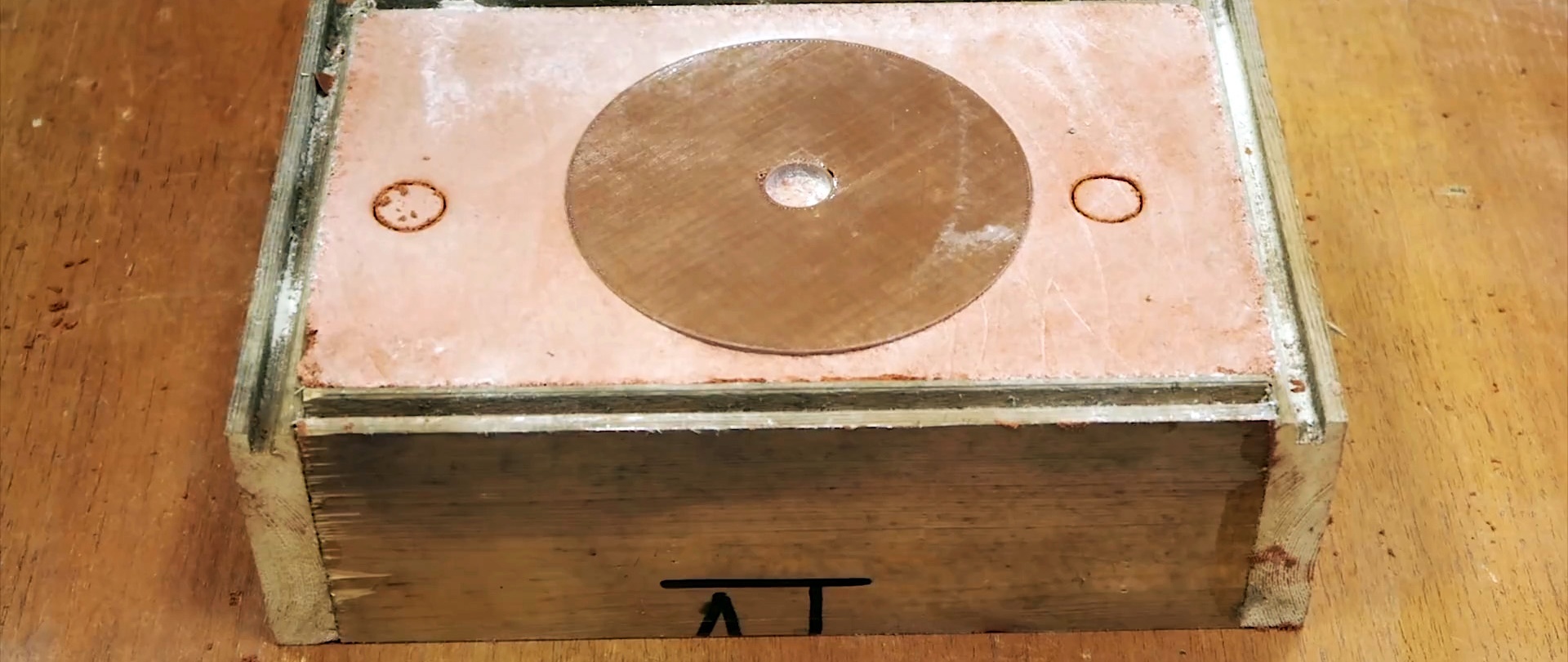
Vi setter sammen forskaling i form av en ramme fra et høvlet brett, og legger inn en mastermodell drysset med talkum.


Sikt deretter formblandingen oppå. Dette kan være en kjøpt sammensetning eller en hjemmelaget basert på sand og leire. Blandingen må fuktes litt slik at den komprimeres tett. Overskuddet kuttes av med en linjal eller en rett kant.

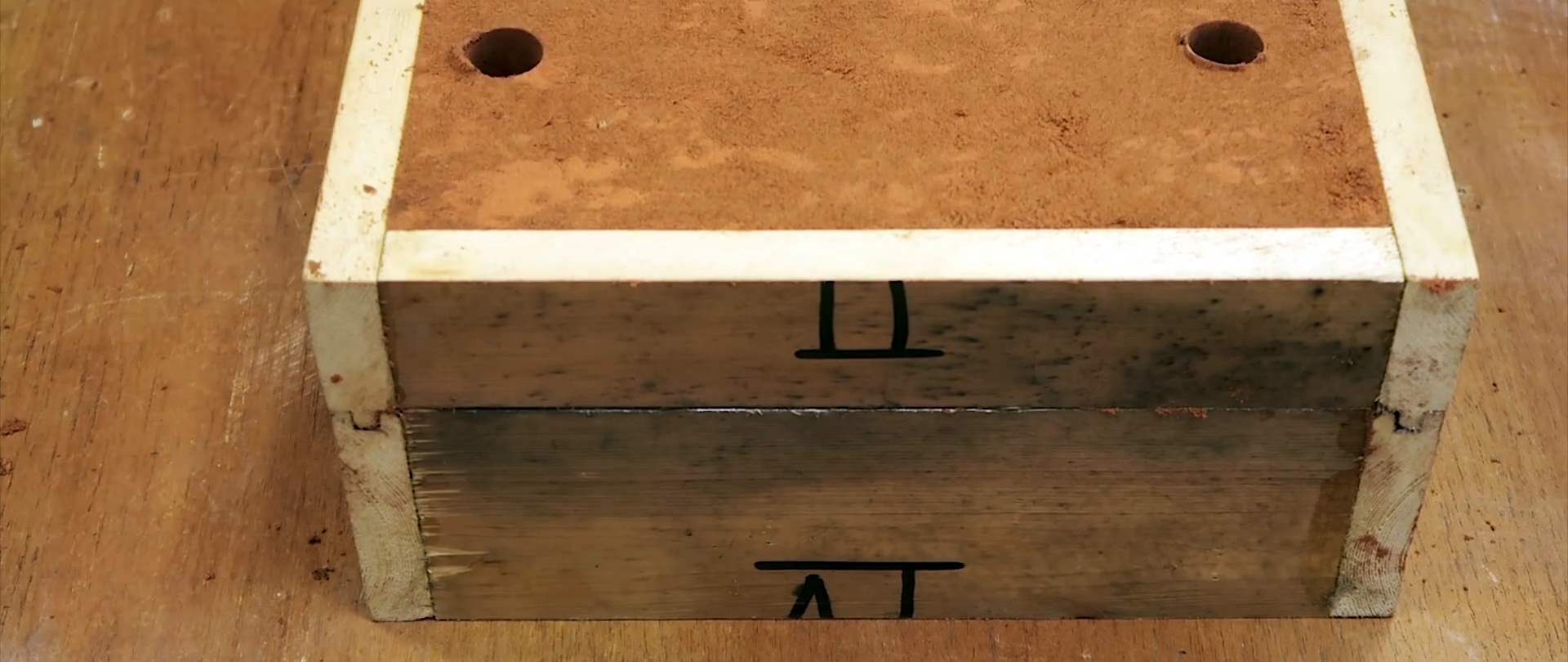
Skjemaet snus og en andre festet forskaling er installert på den. Den utstikkende overflaten på remskiven er igjen belagt med talkum. Det er optimalt at rammene kobles sammen ved hjelp av et not-og-fjær-system for å hindre forskyvning. Den andre forskalingen må også komprimeres med blandingen.

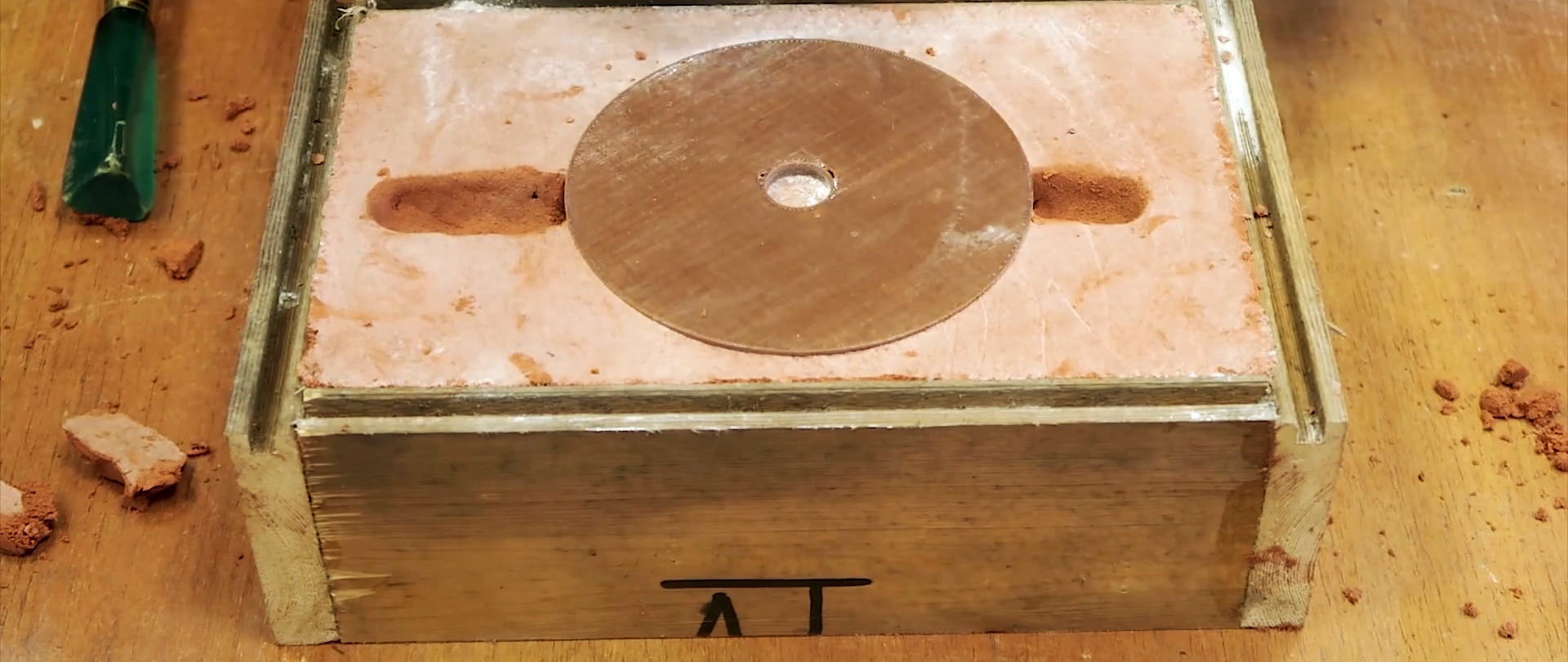
Deretter skyver vi gjennom 2 hull i toppforskalingen med et rør og fjerner det.
På den nedre forskalingen velger vi blandingen ved å bruke merkene fra rørene, og skaper et spor for tilgang av aluminium inn i formen.
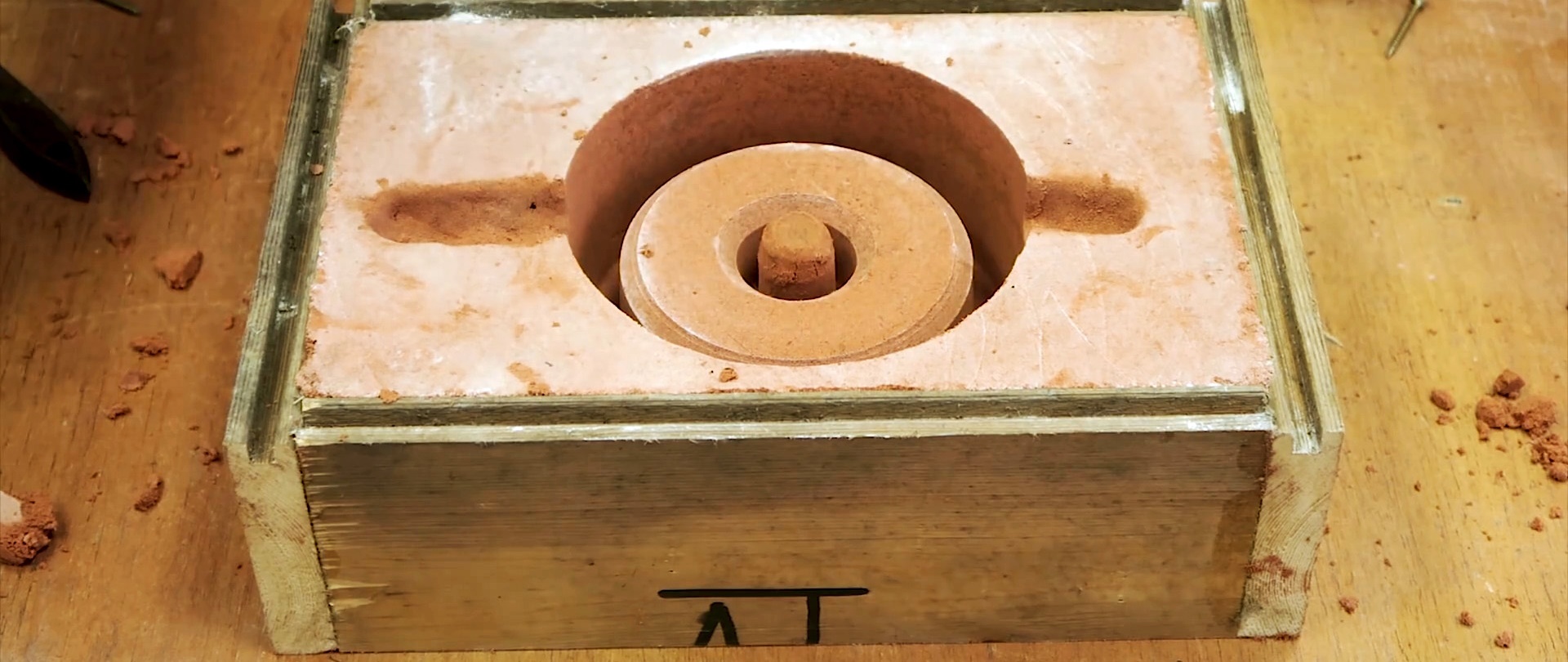
Vi pakker skruene inn i mastermodellen. Nå må du banke forsiktig på den slik at den skiller seg fra blandingen. Etter dette tar vi ut modellen ved hjelp av skruene.
Vi returnerer den øvre forskalingen til den nedre forskalingen.

Deretter lager vi 2 sprues, fyller blandingen i bokser uten bunn. Hull presses inn i dem med rør og trakter lages. Deretter legger vi boksene på toppen, og justerer hullene.

Vi smelter en tilstrekkelig mengde aluminium i smelteovnen.
Hvordan lage en enkel ovn for smelting av aluminium - https://home.washerhouse.com/no/7981-kak-sdelat-prostuju-pech-dlja-plavki-aljuminija.html
Vi heller flytende metall i innløpet til det kommer ut av det andre hullet.


Vi venter til aluminiumet stivner og demonterer formen.

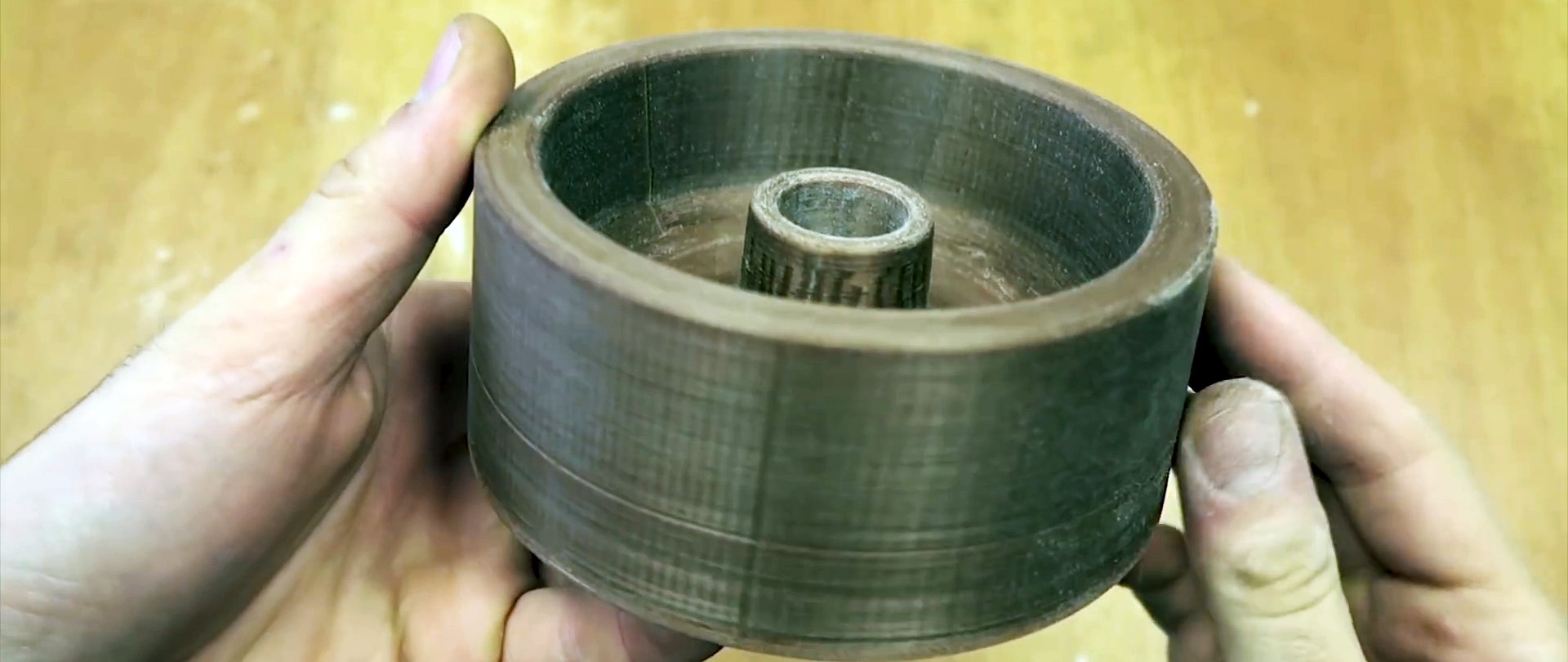
Nå gjenstår det bare å trimme og slipe overskuddet på arbeidsstykket. Hullet i midten vil være litt fylt med metall, så det må bores ut.


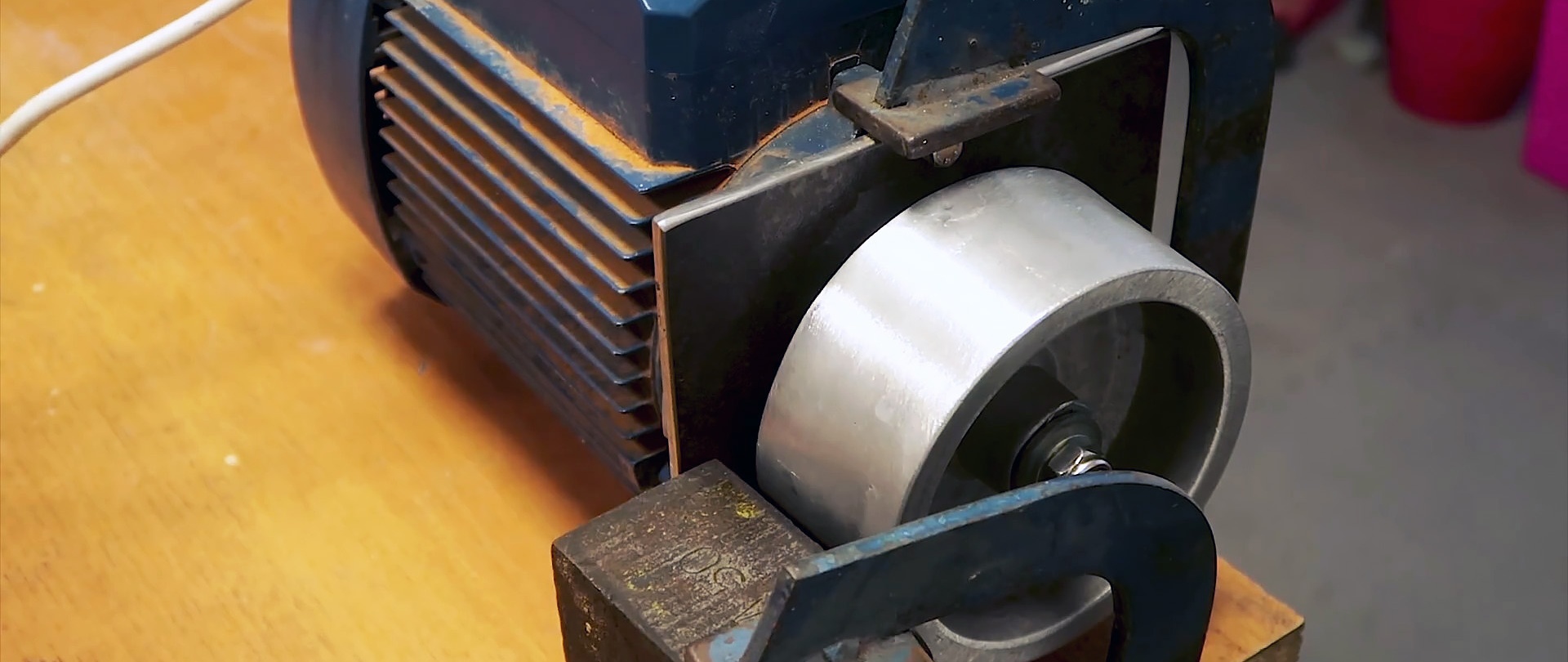
For å installere og finjustere remskiven, må du lage et spor på motorakselen for holderingen. For å gjøre dette starter den opp og kuttet gjøres mens den roterer. Et spor for pinnen må maskineres langs akselen. Bruk en stikksag for å lage et spor i trinsen. Deretter installerer vi den på akselen med en nøkkel og stram mutteren.

Nå starter vi rotasjonen og sliper remskiven med en kvern med en klaffskive for å fjerne grove uregelmessigheter.Etter dette fikser vi det improviserte støttebordet med en klemme, og bruker en kutter for å bringe remskiven til perfeksjon. Dette resulterer i fullverdig vending for balansering. Det er det, remskiven kan allerede brukes til det tiltenkte formålet.