En enkel enhet for presis sliping av sirkulære skiver og kuttere
Når sagbladene mister skarpheten, reduserer de ikke bare hastigheten, men også kvaliteten på kuttet. Derfor må de skjerpes med jevne mellomrom. Gjør du dette rett og slett med en fil under taket, så vil du ikke kunne oppnå mye forbedring i sagingen. Et blad som er slipt på denne måten kan bare brukes til å kutte ved, men det vil ikke tillate deg å få et rent kutt med en gang. For høykvalitets sliping trenger du en jigg (enhet). En slik enhet kan settes sammen med egne hender.
Hva du trenger:
- bulgarsk;
- diamant sliping plate;
- teleskopiske skuffeføringer – 2 stk;
- kryssfiner 20 mm;
- bolter, muttere M8;
- ormeklemme på kroppen til vinkelsliperen.
Eventuelle skiver for vinkelslipere på AliExpress med rabatt - http://alii.pub/61bjly
Produksjonsprosessen av en enhet for sliping av sirkulære skiver og kuttere
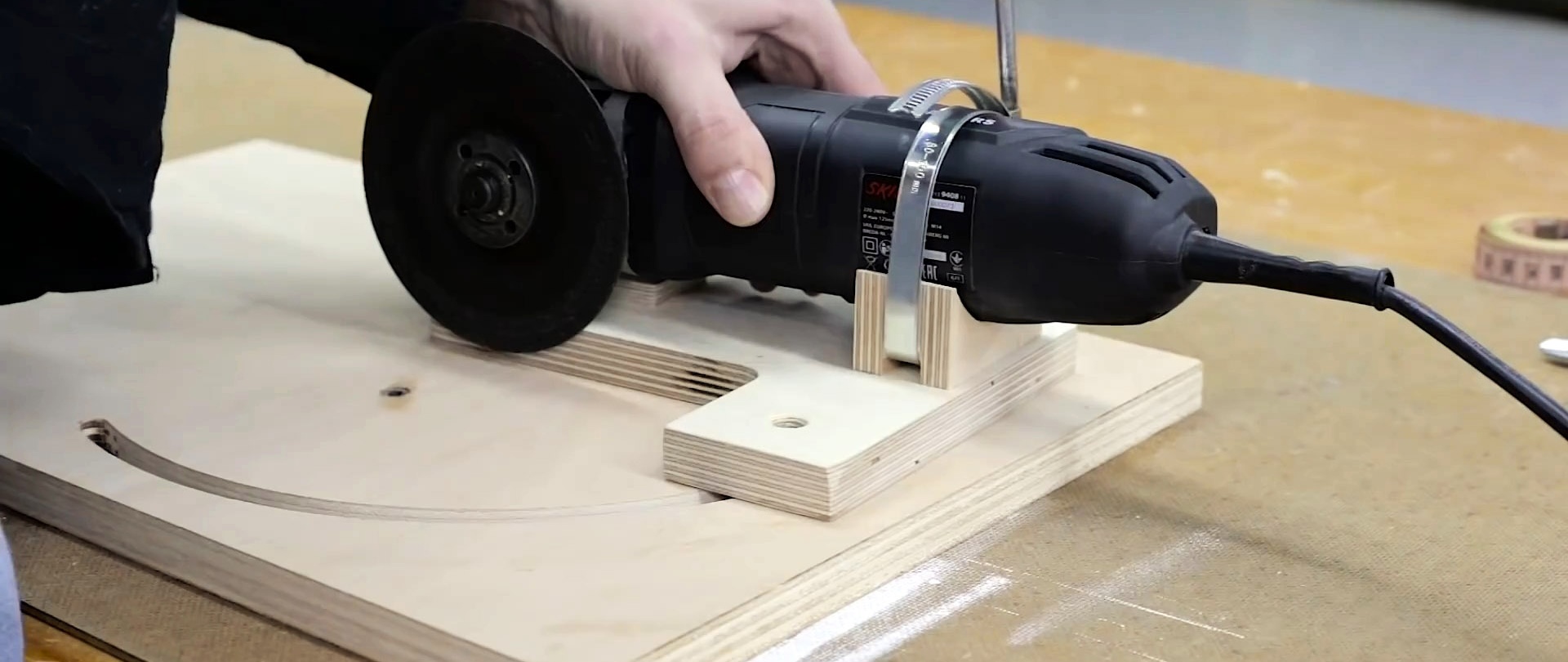
Det er nødvendig å lage enhetens såle av kryssfiner, omtrent 300x400 mm i størrelse. Det krever fresing av en radius gjennom sporet, som senere vil tillate deg å feste kvernen og justere vinkelen i forhold til skivene som slipes.
Fra bunnen må du velge en fjerdedel på den for å la hodet på justeringsbolten gli. Før bøying bores det 3 hull for skruing av vinkelsliperfestet. Det ville være bedre å gjøre dem etter å ha laget neste del.

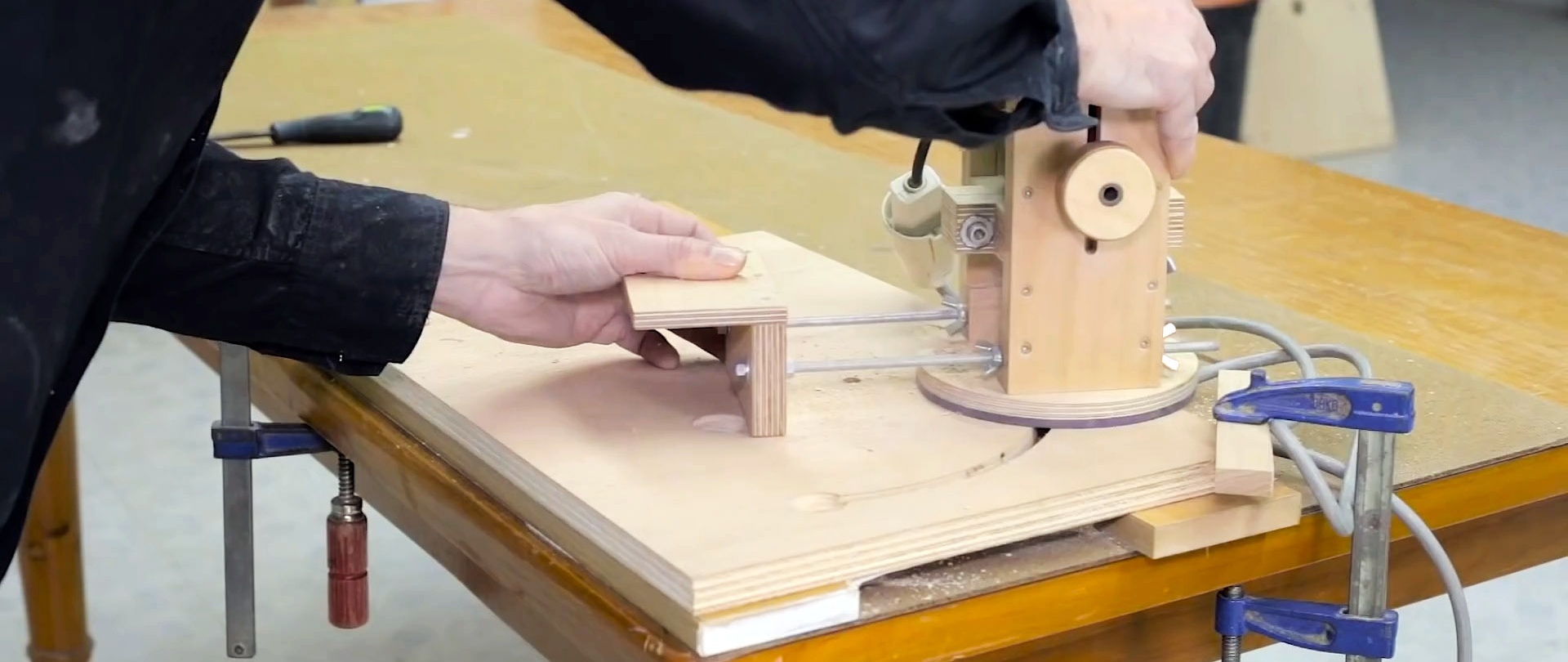
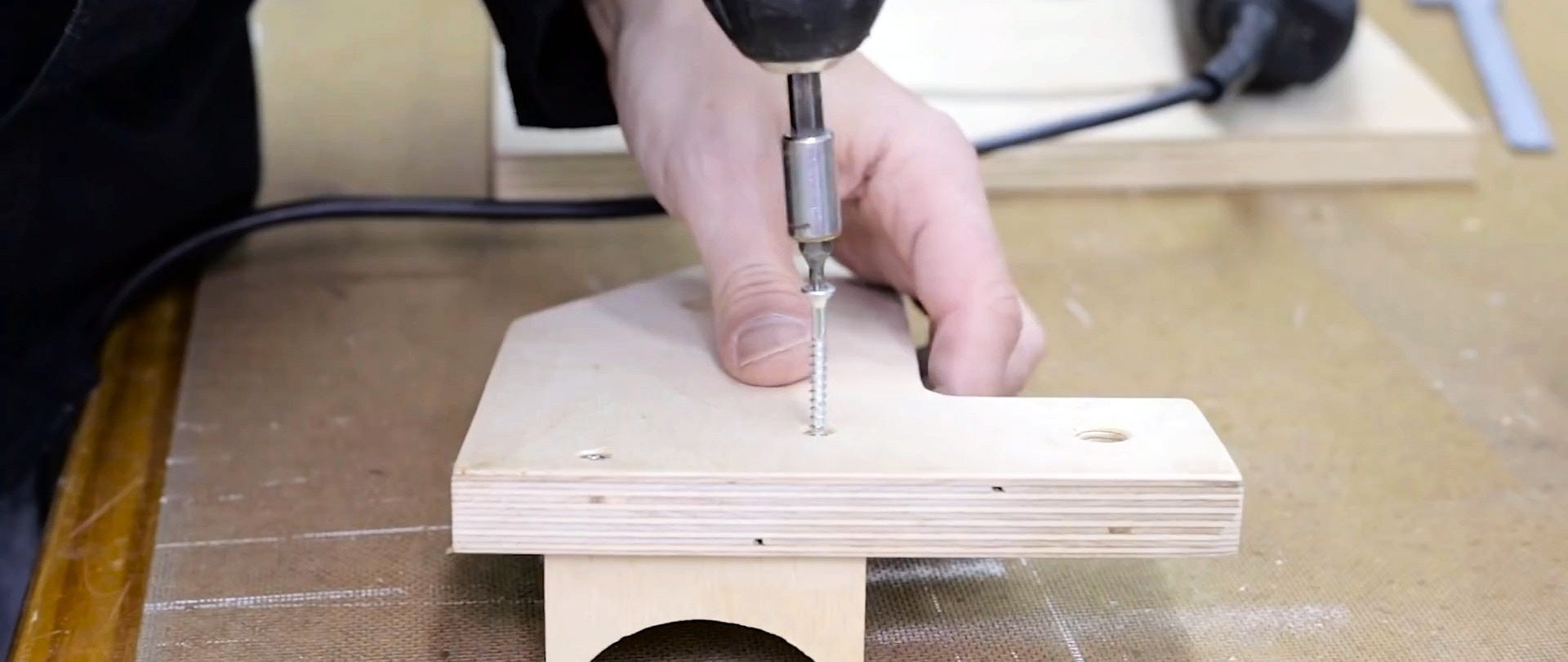
Et L-formet feste for en vinkelsliper er skåret ut av kryssfiner. Det er boret hull i den som på bildet. Den ene vil fungere som en rotasjonsakse. Den er plassert på stedet der ruteren er festet når du forbereder et radiusspor. En møbelmutter er skrudd inn i den. Tvert imot er det laget et annet hull for å feste delen direkte inn i selve sporet. Det tredje hullet lar deg skru kvernen til denne delen.
Delen klemmes fast på sålen med bolter. En vingemutter brukes over radiussporet. Vinkelsliperen vil holde den sentrale bolten skrudd inn i standardhullet for håndtaket. For å unngå å skru hele kvernen på den, er det laget et bredt hull i sålen. Gjennom den vil det være mulig å skru bolten gjennom det L-formede festet inn i verktøyet med en skiftenøkkel eller sekskant. En liten kryssfinerinnsats er limt over den sentrale bolten for å heve plattformen ved kontaktpunktet med vinkelsliperen.


Et halvsirkelformet stativ for kvernens kropp er laget av kryssfiner. Den må skrus på det L-formede festet etter først å ha installert klemmen. Dette vil øke stivheten til det installerte verktøyet.
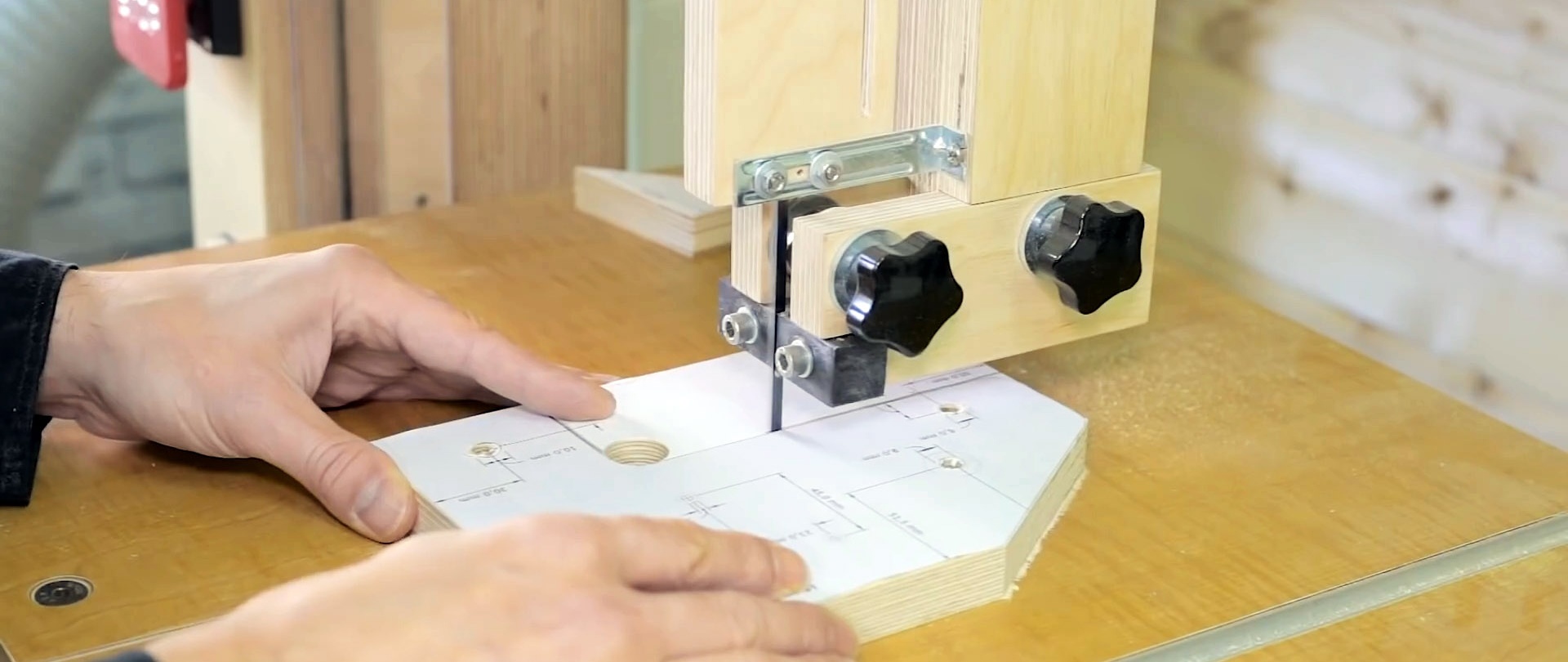
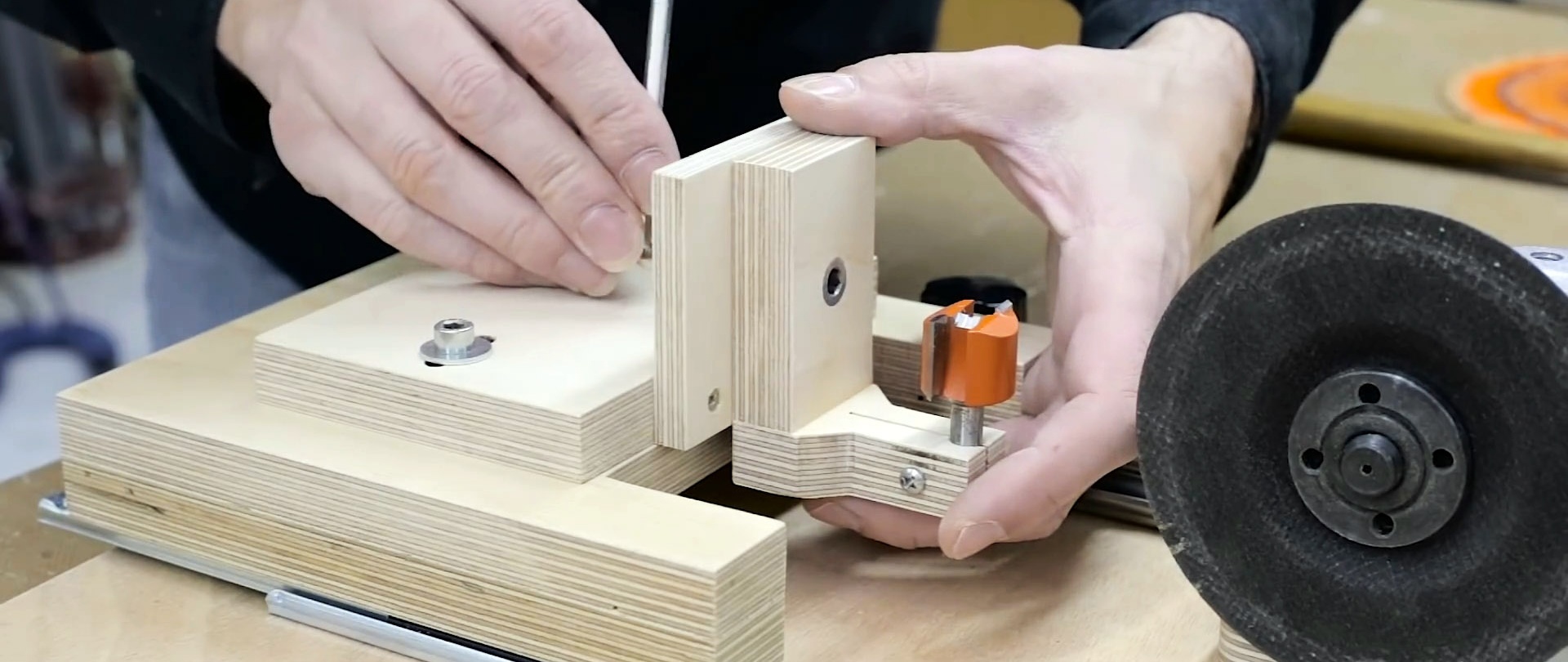
Deretter må du lage en plattform for å fikse skivene som skal slipes. For å gjøre dette kuttes et stykke 150x150 mm ut av kryssfiner. Fra kanten må du kutte ut en smal stripe, 40 mm bred, som ikke når kantene med 30 mm. Deretter limes 2 lameller 150x30 mm på den resulterende U-formede delen.

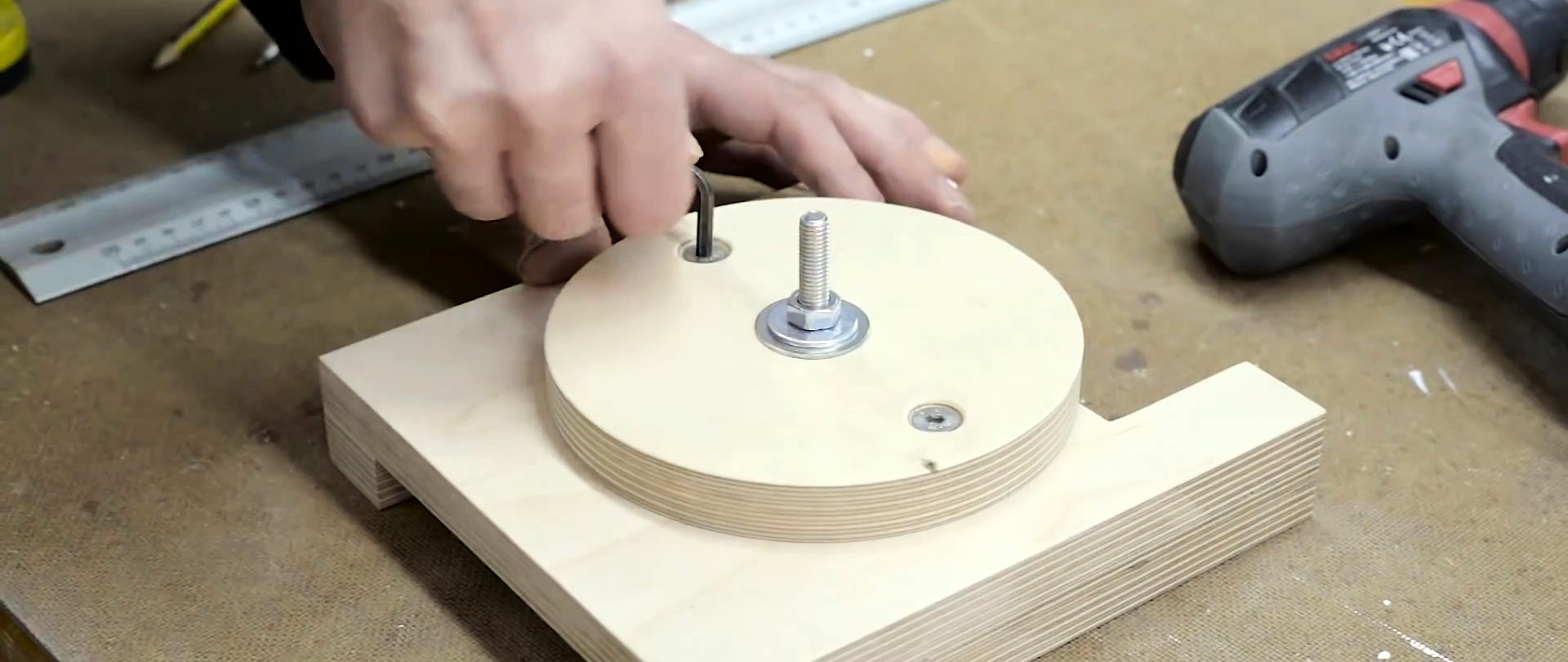
Deretter kuttes en kryssfinersirkel med en diameter på 80-100 mm.

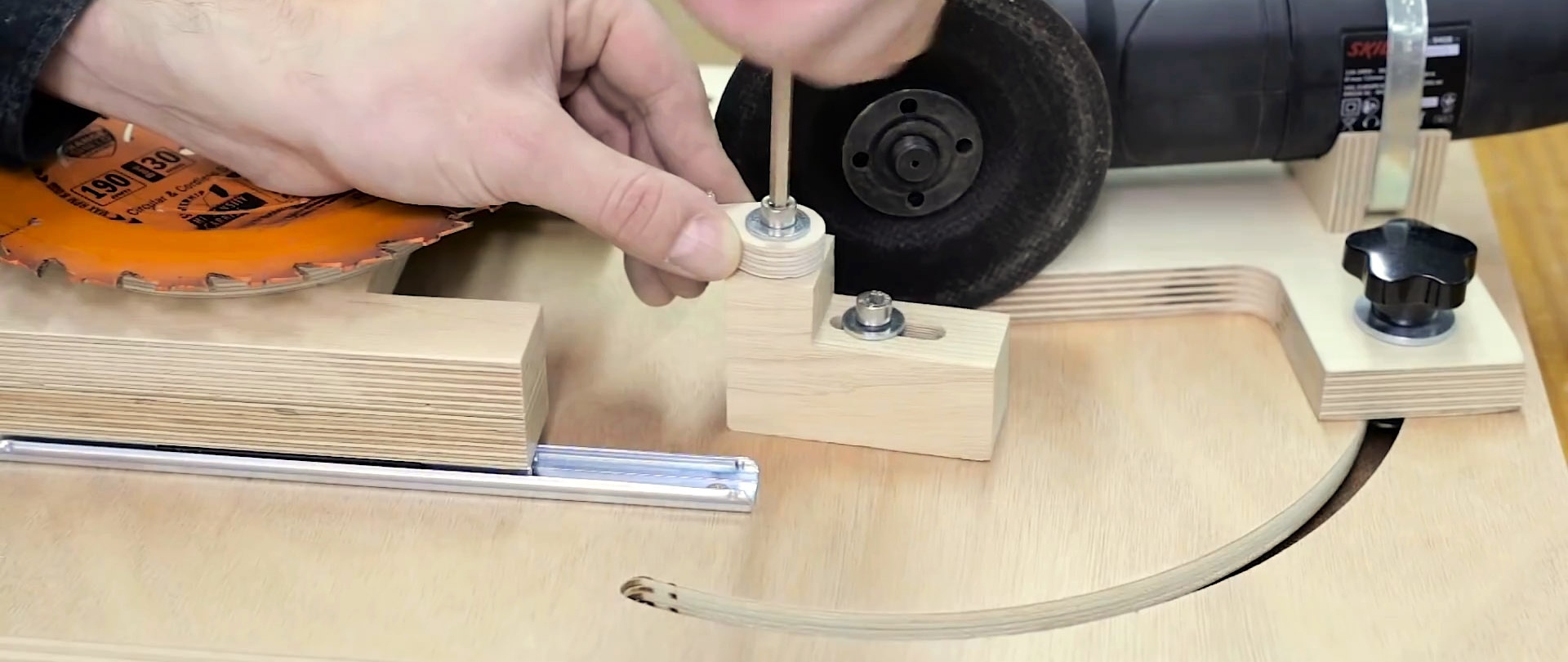
Diskene vil være plassert direkte på den.Det bores i midten og en bolt skrus inn i hullet. Hetten må være flush. Dette vil være rotasjonsaksen til disken. Det er laget 2 hull på sidene. De overføres også til det U-formede festet. Gjennom dem vil disken og denne delen være stivt vridd. En skive med en slik diameter klemmes fast på den sentrale bolten slik at skiven som da settes på toppen ikke dingler.
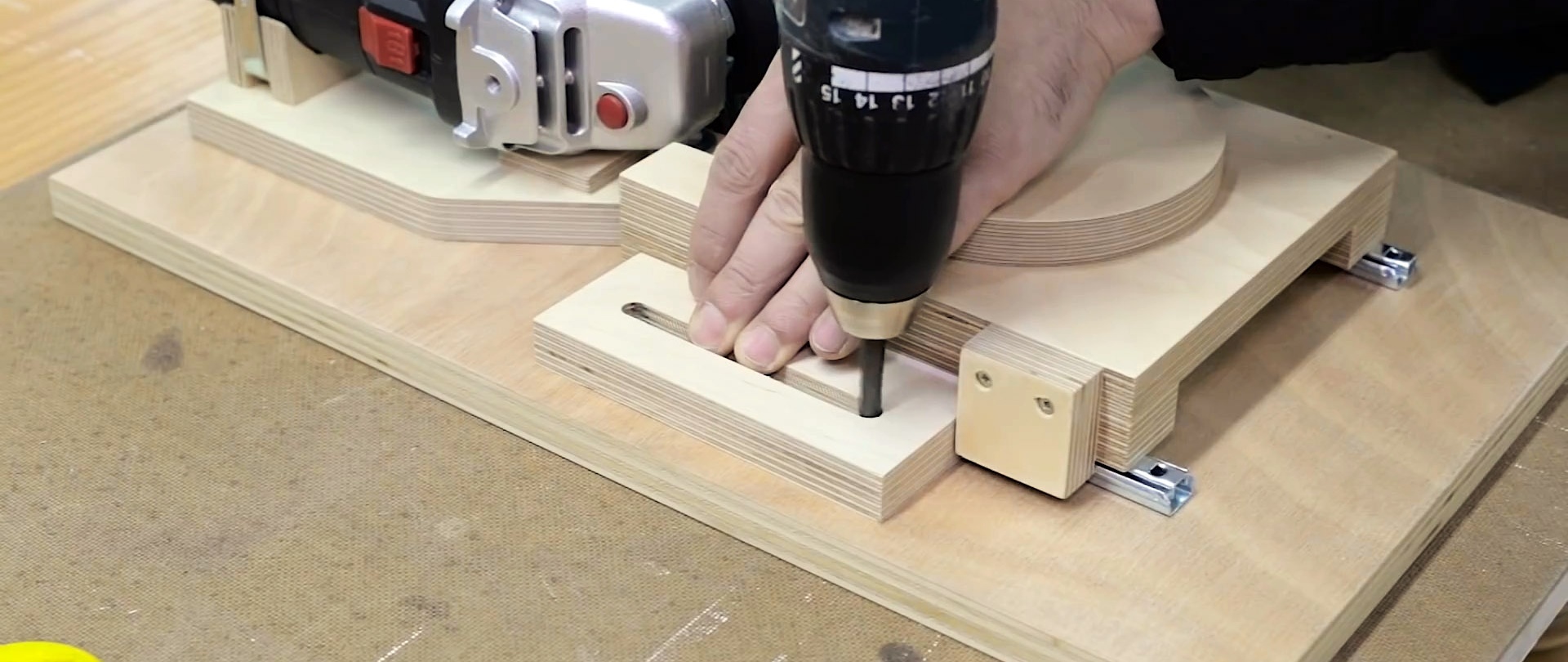
Teleskopføringer skrus fast på den U-formede delen nedenfra. En liten firkant av kryssfiner er festet til siden i hjørnet. Den skal brukes som stopp for videre justering og fiksering av vognens posisjon på styreskinnene.

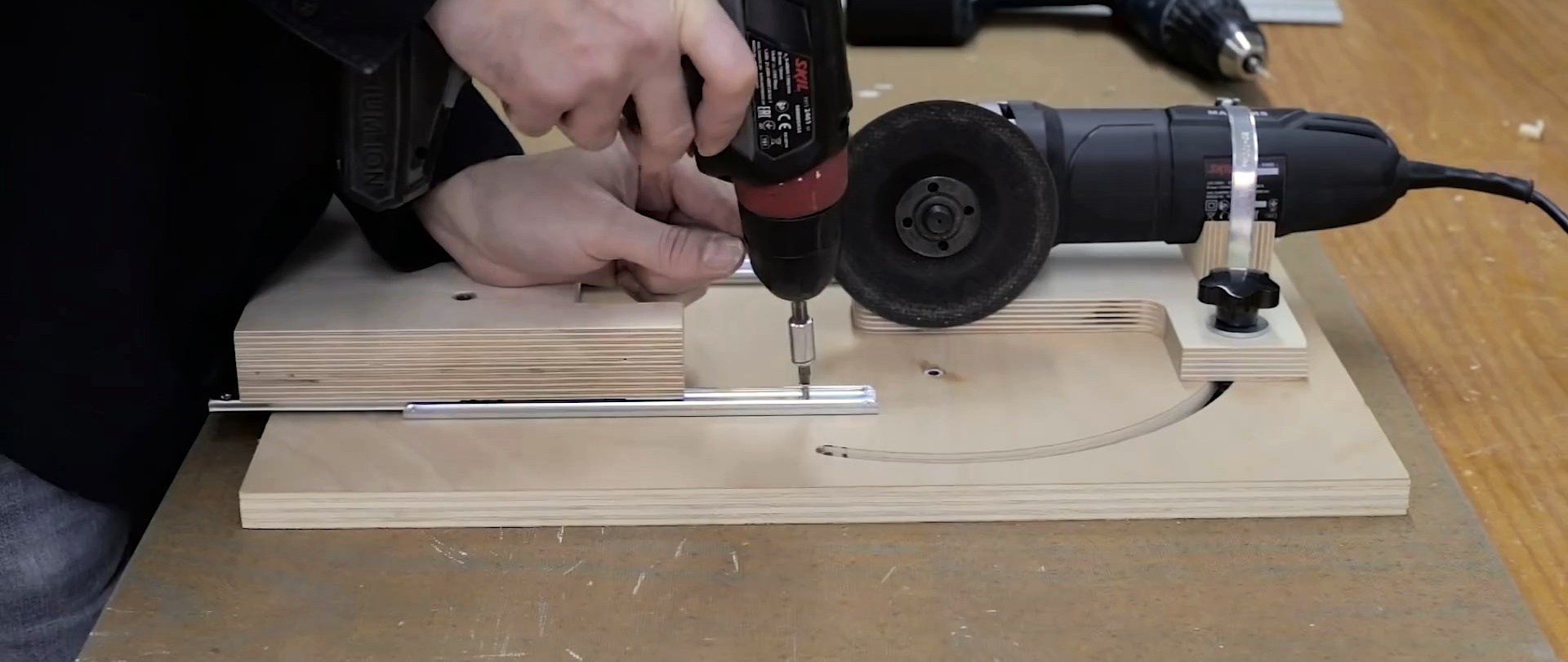
En 100x40 mm stripe kuttes ut av kryssfiner, og et gjennomgående spor freses inn i midten. Den må skrus gjennom den til sålen på lederen. Denne delen vil begrense bevegelsen til vognen, og blokkerer stoppet plassert på siden. Du kan stramme den med en vingemutter.
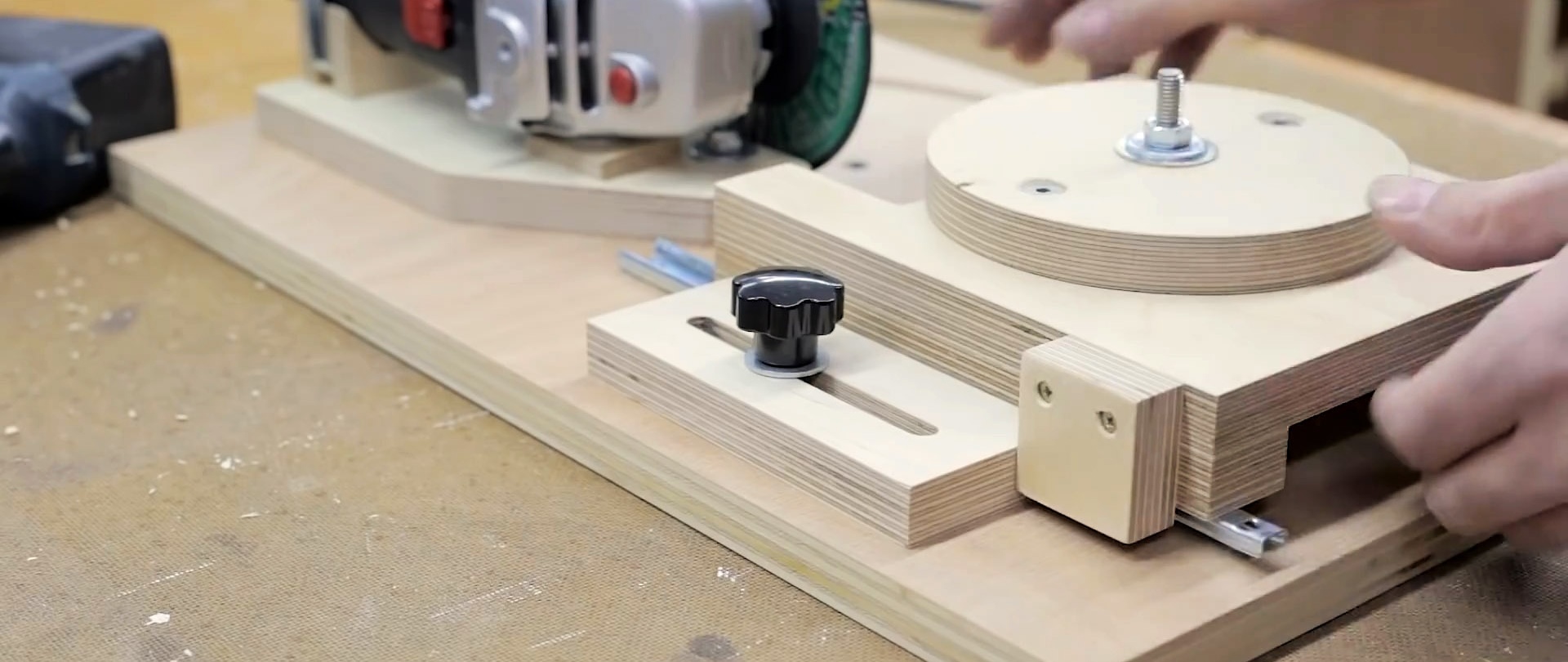
Det siste stykket vil være sagbladposisjonslåsen. Det er en L-formet base laget av en blokk med et gjennomgående spor for feste og justering. Holderen til begrensningsstiften i form av en dråpe skrus på den ovenfra. Selve pinnen er en metallstang. Denne delen skrus fast i sålen til venstre for slipeskiven.


Slipe skiver og kuttere ved hjelp av en hjemmelaget enhet
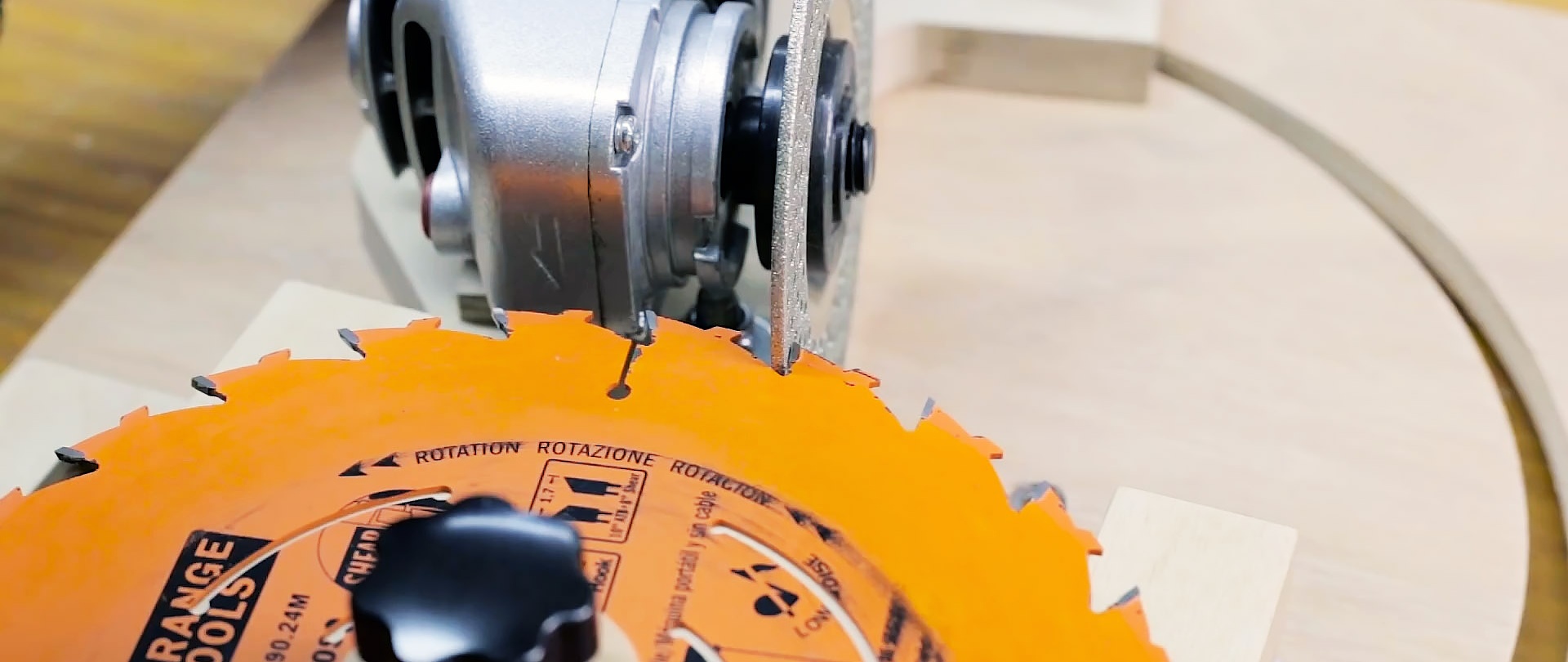
For å bruke en jigg, installer en kvern med en fastklemt slipeskive. Tvert imot, vi fikser sagbladet.

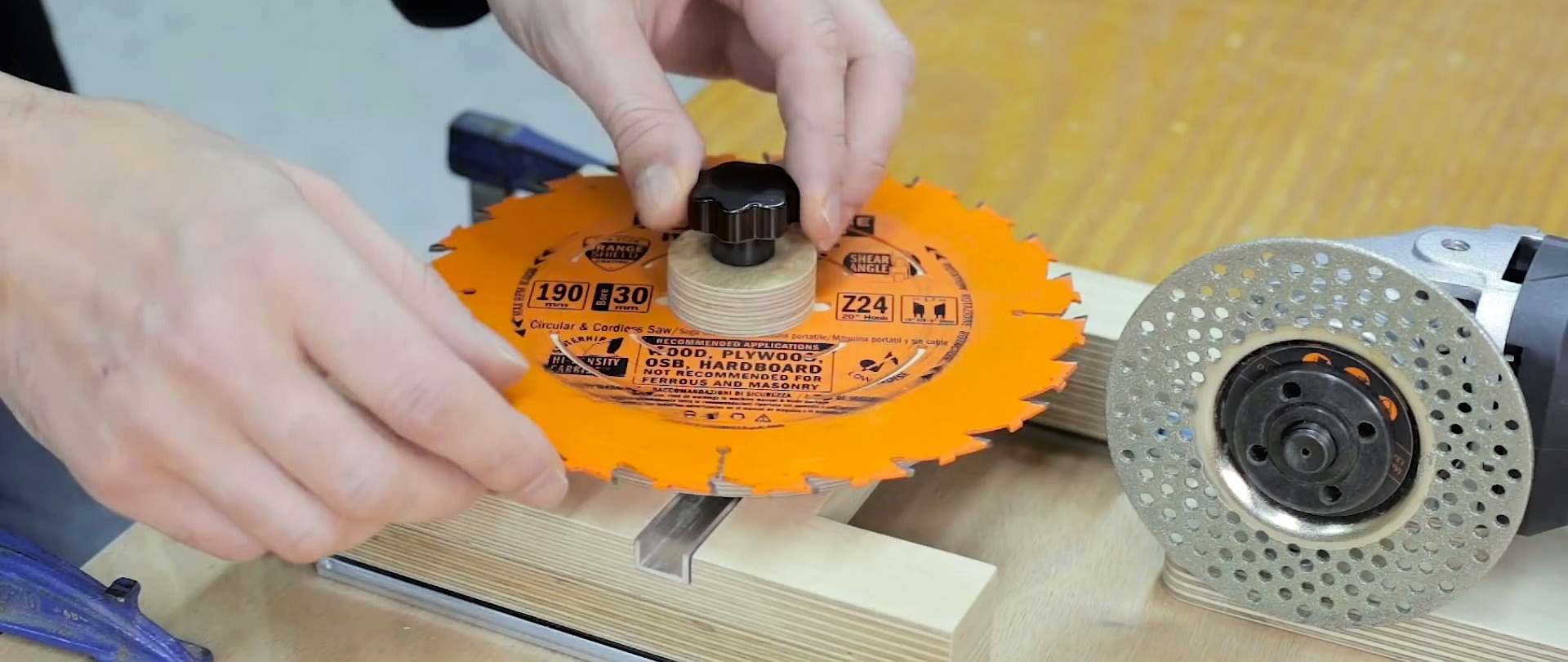
Ved hjelp av regulatorer justeres de i forhold til hverandre i ønsket skarphetsvinkel. Det siste som skal skrus på er en stopper med stift for å hindre at skivetannen presses mer enn den skal. Da vil de alle slipes jevnt.

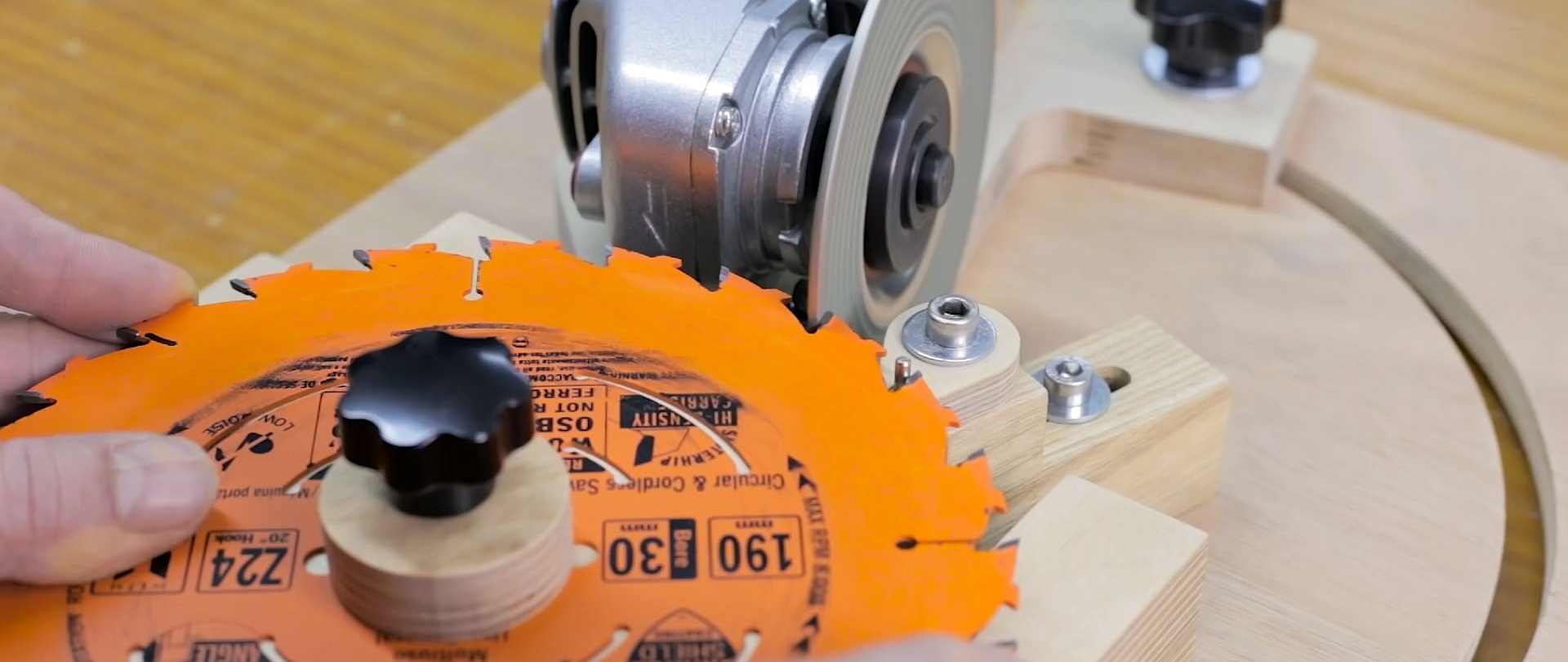
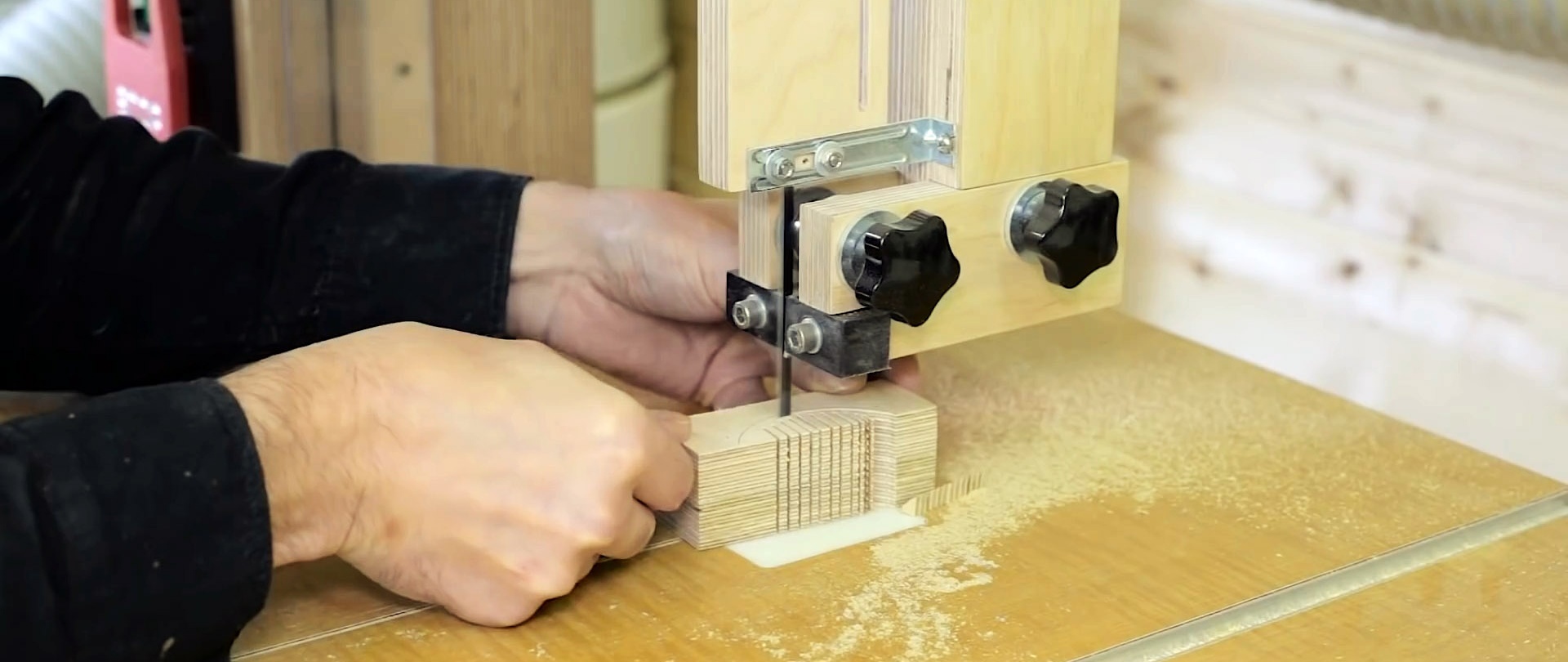
Sliping skjer ved å presse sagbladet inn på slipebladet til neste tann hviler på tappen.Så beveger vognen seg bort, skiven roterer, og neste tann slipes på samme måte.
For å skjerpe kuttere er det installert en enhet der kutteren er klemt fast.
Den dreies mot skiven og den samme skjærekanten skjerpes i henhold til type skive.












