Borslipeanordning

En av hovedparametrene til en spiralbor er spissvinkelen, som for slitesterke metaller (stål, støpejern, hard bronse, titan, etc.) er omtrent 120 grader.
Avvik av denne vinkelen mer eller mindre fra den nominelle verdien gjør det vanskelig for boret å operere effektivt. I det første tilfellet synker produktiviteten og verktøyet overopphetes; i det andre kan boret rett og slett gå i stykker, uten å tåle overdreven belastning.
For å overholde slipeparametrene uten spesielle enheter, må du ha høye kvalifikasjoner og erfaring som verktøysliper. Vel, det vil være nesten umulig for en ikke-spesialist, spesielt under hjemlige forhold, å gjøre dette.
Men med noen verktøy og enkle materialer, kan du lage en ikke veldig komplisert, men pålitelig enhet for å skjerpe hjørnet på spissen av en spiralbor for hardmetall.
Hva du kanskje trenger for å jobbe på enheten
For å gjøre dette trenger du følgende verktøy:
- skyvelære;
- markør;
- skrustikke av metall;
- bulgarsk;
- tang;
- sveisemaskin;
- slipemaskin med smergelhjul.
Materialer du må ha for hånden til jobben:
- vanlig sekskantmutter;
- slottet mutter;
- bolt av samme størrelse og gjenger som mutterne;
- spiralbor som krever sliping.

Produksjonsprosess
Det særegne med en sekskantmutter er at to tilstøtende flater møtes i en vinkel på 120 grader. Toppvinkelen til en spiralbor for arbeid på harde metaller er omtrent like stor. Denne tilfeldige tilfeldigheten kan brukes til å lage et verktøy for å slipe et spiralbor.
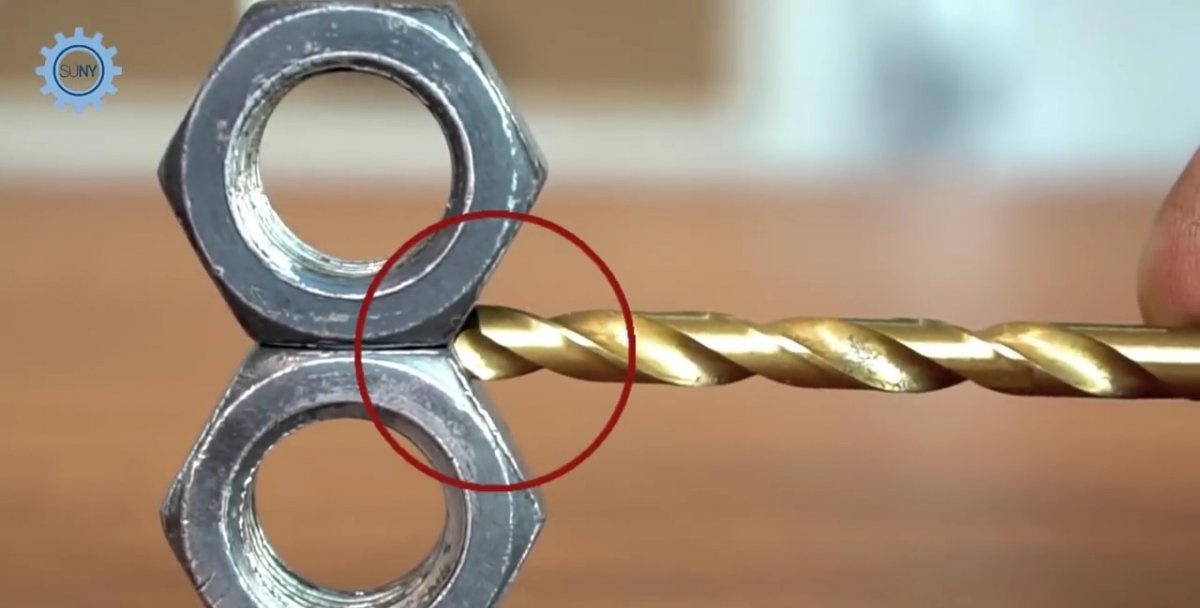
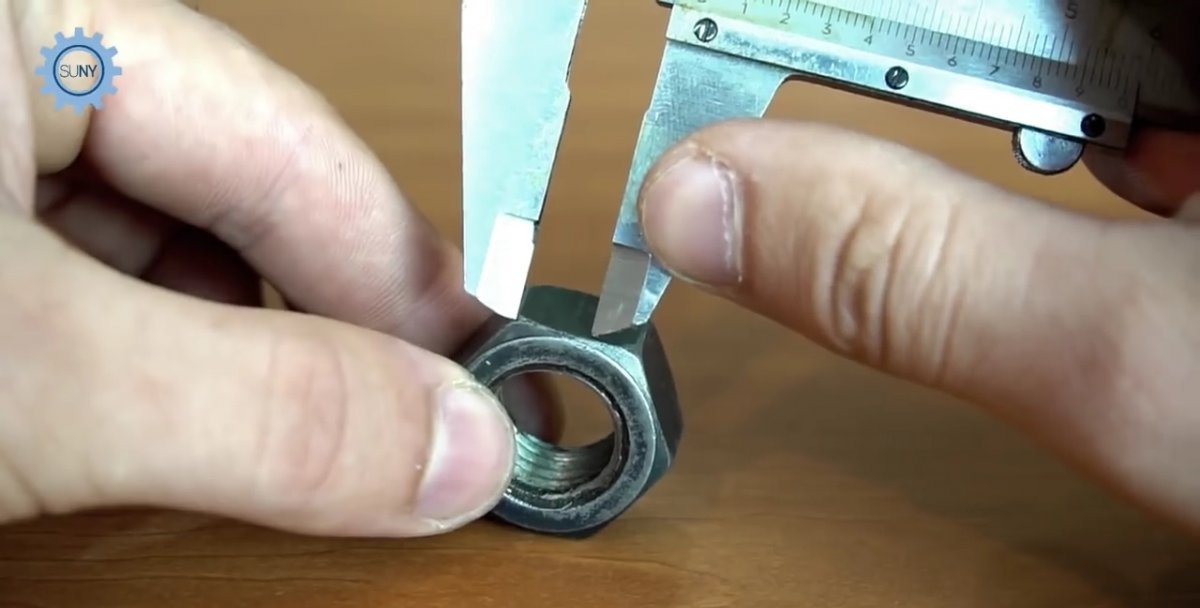
For å gjøre dette, bruk en skyvelære og en markør på mutteren, merk skjærelinjene for å lage et trekantet spor, symmetrisk i forhold til diagonalen som forbinder to motsatte hjørner av mutteren. Boret vil bli plassert på langs i den før slipeprosessen.

For å kutte ut det tiltenkte trekantede sporet i mutteren, klemmes den fast i en skrustikke, og ved hjelp av en kvern foretas kutt langs forhåndstegnede linjer. Du kan bruke en tang til å fjerne avsagte biter av mutteren.


Ta deretter en slottsmutter og sveis den med basen til den første mutteren på siden av det kuttede sporet. Dessuten er det nødvendig å opprettholde deres absolutte innretting, fordi når bor med liten diameter skjerpes, vil bolten, etter å ha gått gjennom slottsmutteren, begynne å skru inn i den nedre mutteren for å klemme boret fast i sporet.


Nå skruer vi den tilsvarende bolten inn i slottsmutteren, som sikkert vil presse boret plassert i slipesporet på slipemaskinens slipepapir.


Alt som gjenstår er å slipe boret på et smergelhjul, ved å bruke kantene på den nedre mutteren som mal.

For å gjøre dette, sliper vi ganske enkelt den utstikkende delen av boret i flukt med kantene på mutteren, som selv en førsteårs fagskoleelev lett kan takle.


Etter at slipingen er fullført, løsnes bolten, boret fjernes fra den hjemmelagde enheten og kan brukes til det tiltenkte formålet.

Tilføyelser og forbedringer
Under sveiseprosessen av muttere, kan flytende metall sprute på gjengene til slottsmuttere og vanlige muttere. For å eliminere denne plagen, er det nødvendig å skru en bolt inn i dem og dermed beskytte gjengen.
Siden det ikke vil være mulig å dekke alle diametrene til borene med en enhet, vil det være nødvendig med minst to malklemmer: en for små bor, den andre for store produkter. Følgelig vil nøttene i det første tilfellet være små i størrelse, og i det andre - store.
Se videoen
Lignende mesterklasser






Spesielt interessant





Kommentarer (53)
