Jak zrobić imadło maszynowe własnymi rękami
Maszyna lub imadło wiertnicze jest niezbędne do pracy z małymi częściami w każdym warsztacie lub garażu. W tej klasie mistrzowskiej opowiem Ci, jak własnoręcznie wykonałem imadło do wiertarki. Biorąc pod uwagę, że często konieczne jest zaciskanie części o różnej grubości, dodałem do projektu mały „trik”, aby szybko zmienić szerokość zacisku, ale przede wszystkim.

Wycinamy trzy pręty 50x50x120 mm i zaznaczamy środki na dwóch z nich, rysując dwie przekątne z przeciwległych rogów przedmiotu obrabianego.

Na pierwszym bloku wzdłuż zaznaczonego środka wykonujemy kolejno otwór przelotowy o średnicy 10 mm, a następnie współosiowo o średnicy 16 mm na głębokość 8 mm.

Następnie patrzymy na nakrętkę M10.
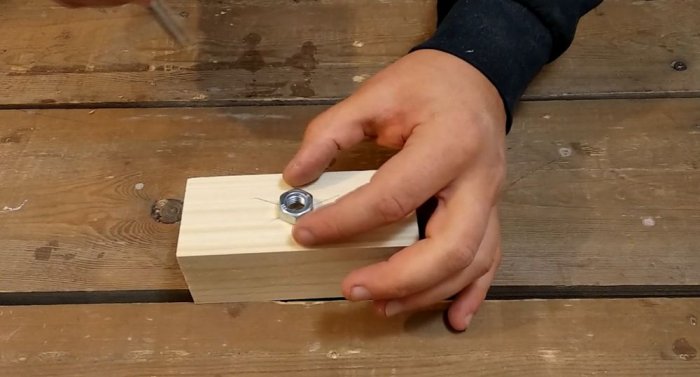
I wzdłuż konturu nakrętki zaznaczamy licznik nakrętki ołówkiem lub, tak jak ja, dłutem.

Pracując dłutem, wykonujemy sześciokątny otwór w bloku na głębokość równą głębokości drugiego otworu o 16 mm.

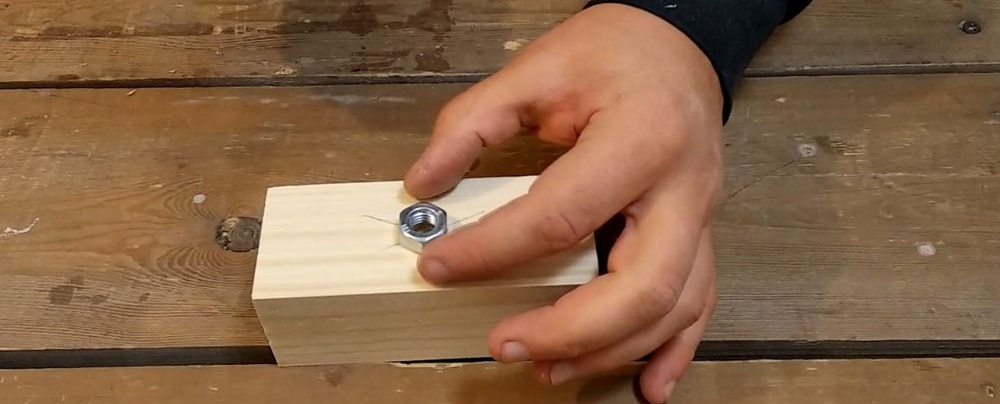
W powstały otwór wciskamy nakrętkę za pomocą zacisku, chociaż można ją po prostu wbić młotkiem.


Bierzemy drugi blok i zgodnie z oznaczeniami za pomocą wiertła Forstnera wykonujemy otwór o średnicy 24 mm na głębokość 2 mm, następnie współosiowo wykonujemy drugi otwór o średnicy 12 mm i głębokości 6 mm.

Wzdłuż obwodu otworu 24 mm równomiernie, po 120 stopniach wiercimy jeszcze trzy otwory o średnicy 3 mm pod wkręty samogwintujące.

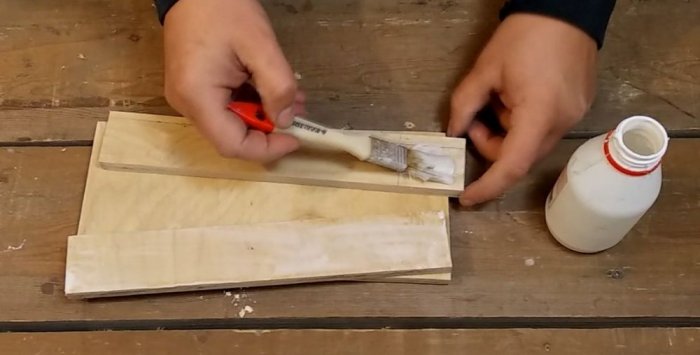
Następnie zamontujemy podstawę imadła ze sklejki o grubości 12 mm - będziemy potrzebować kawałków o wymiarach 120x270 mm i dwóch kawałków o wymiarach 45x270 mm. Po uprzednim sklejeniu łączonych części mocujemy je za pomocą wkrętów samogwintujących na kawałku drewna o długości 19 mm (wstępnie wywierciliśmy otwory pod wkręty samogwintujące ze ścięciem na łeb stożkowy łącznika).

Podobnie naprawiamy nieruchomą szczękę imadła i część oporową.


Stacjonarna część imadła jest gotowa.

Na powiększonej podkładce 8 wykonujemy dwa nacięcia, tworząc rowek na szerokości otworu.


Na kołku M10 o długości 250 mm, cofając się o 6 mm od krawędzi, wykonujemy rowek o średnicy 8 mm i szerokości około 3 mm.


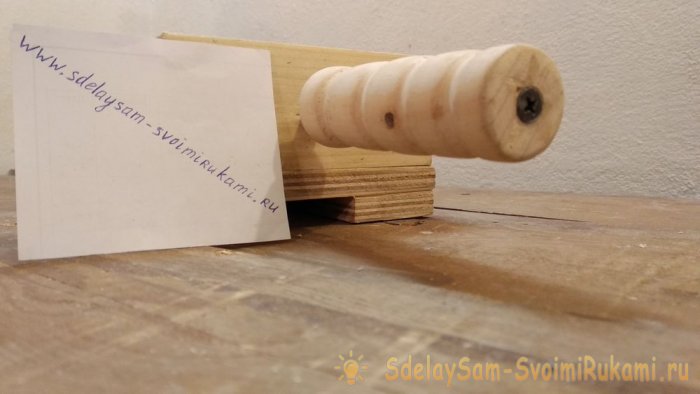
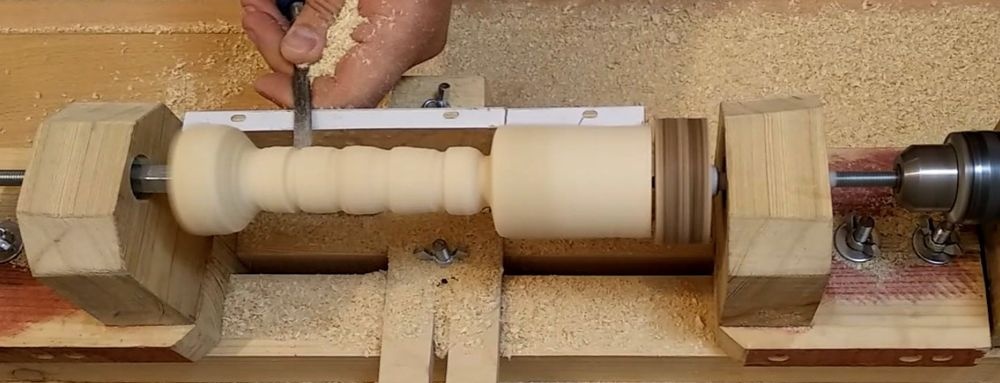
Obracamy uchwyt na tokarce. W przypadku braku tokarki możesz zaplanować uchwyt lub odciąć kawałek z uchwytu na grabie lub łopatę (są sprzedawane jako gotowe w sklepach z narzędziami).

Na końcach rączki wykonujemy dwa otwory - na jednym końcu o średnicy 10 mm i głębokości 60 mm.

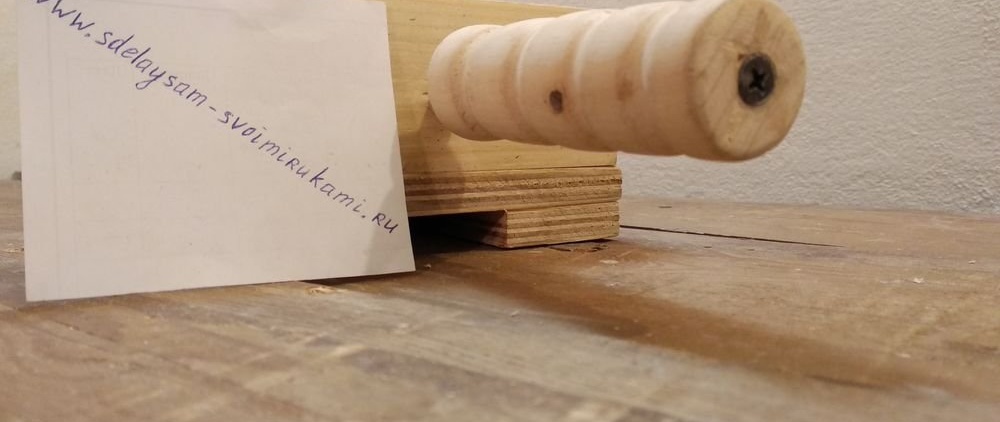
A po drugiej stronie o średnicy 3 mm na śrubę samogwintującą.

Kołek osadziliśmy na żywicy epoksydowej.

Wkręt samogwintujący po drugiej stronie jest podobny.

Montaż ruchomej gąbki z uchwytem.
Na dnie otworu 12 umieszczamy podkładkę 6 pod goto, tak aby po wkręceniu sworzeń opierał się o metal, a nie o drewno.

Wkręcamy kołek i montujemy podkładkę w miejscu 8, mocując ją do ruchomej szczęki za pomocą wkrętów samogwintujących.

Imadło maszynowe jest gotowe.

Bardziej szczegółowo proces produkcji i montażu można zobaczyć na filmie:
Dlaczego potrzebujesz śruby samogwintującej w uchwycie?
O tym również dowiecie się z filmu!

Z materiałów będziemy potrzebować:
- - drewno 50x50 mm;
- - sklejka o grubości 12 mm;
- - Śruba M10 i nakrętka M10;
- - podkładka wzmocniona 8;
- - podkładka 6;
- - trzy wkręty do drewna z szerokim łbem;
- - wkręt samogwintujący do drewna 25 mm;
- - klej do drewna (użyłem PVA).
Mistrzowska klasa krok po kroku na temat robienia imadła wiertniczego
Wycinamy trzy pręty 50x50x120 mm i zaznaczamy środki na dwóch z nich, rysując dwie przekątne z przeciwległych rogów przedmiotu obrabianego.

Na pierwszym bloku wzdłuż zaznaczonego środka wykonujemy kolejno otwór przelotowy o średnicy 10 mm, a następnie współosiowo o średnicy 16 mm na głębokość 8 mm.

Następnie patrzymy na nakrętkę M10.
I wzdłuż konturu nakrętki zaznaczamy licznik nakrętki ołówkiem lub, tak jak ja, dłutem.

Pracując dłutem, wykonujemy sześciokątny otwór w bloku na głębokość równą głębokości drugiego otworu o 16 mm.

W powstały otwór wciskamy nakrętkę za pomocą zacisku, chociaż można ją po prostu wbić młotkiem.


Bierzemy drugi blok i zgodnie z oznaczeniami za pomocą wiertła Forstnera wykonujemy otwór o średnicy 24 mm na głębokość 2 mm, następnie współosiowo wykonujemy drugi otwór o średnicy 12 mm i głębokości 6 mm.

Wzdłuż obwodu otworu 24 mm równomiernie, po 120 stopniach wiercimy jeszcze trzy otwory o średnicy 3 mm pod wkręty samogwintujące.

Następnie zamontujemy podstawę imadła ze sklejki o grubości 12 mm - będziemy potrzebować kawałków o wymiarach 120x270 mm i dwóch kawałków o wymiarach 45x270 mm. Po uprzednim sklejeniu łączonych części mocujemy je za pomocą wkrętów samogwintujących na kawałku drewna o długości 19 mm (wstępnie wywierciliśmy otwory pod wkręty samogwintujące ze ścięciem na łeb stożkowy łącznika).


Podobnie naprawiamy nieruchomą szczękę imadła i część oporową.


Stacjonarna część imadła jest gotowa.

Na powiększonej podkładce 8 wykonujemy dwa nacięcia, tworząc rowek na szerokości otworu.


Na kołku M10 o długości 250 mm, cofając się o 6 mm od krawędzi, wykonujemy rowek o średnicy 8 mm i szerokości około 3 mm.


Obracamy uchwyt na tokarce. W przypadku braku tokarki możesz zaplanować uchwyt lub odciąć kawałek z uchwytu na grabie lub łopatę (są sprzedawane jako gotowe w sklepach z narzędziami).
Na końcach rączki wykonujemy dwa otwory - na jednym końcu o średnicy 10 mm i głębokości 60 mm.

A po drugiej stronie o średnicy 3 mm na śrubę samogwintującą.

Kołek osadziliśmy na żywicy epoksydowej.

Wkręt samogwintujący po drugiej stronie jest podobny.

Montaż ruchomej gąbki z uchwytem.
Na dnie otworu 12 umieszczamy podkładkę 6 pod goto, tak aby po wkręceniu sworzeń opierał się o metal, a nie o drewno.

Wkręcamy kołek i montujemy podkładkę w miejscu 8, mocując ją do ruchomej szczęki za pomocą wkrętów samogwintujących.

Imadło maszynowe jest gotowe.

Obejrzyj wideo
Bardziej szczegółowo proces produkcji i montażu można zobaczyć na filmie:
Dlaczego potrzebujesz śruby samogwintującej w uchwycie?
O tym również dowiecie się z filmu!
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (0)
