Jak zrobić plastik (filament) z butelki PET do drukarki 3D
Osoby zainteresowane drukiem 3D są czasami po prostu zszokowane kosztami plastikowej nici drukarskiej (filamentu). Choć nie jest bardzo droga, to jest spożywana w dużych ilościach, więc sumy za jej tyłek są spore. Aby zaoszczędzić pieniądze, Filament można wyprodukować bezpłatnie ze zwykłych plastikowych butelek PET.
Potrzebny sprzęt:
- Obcinak do butelek;
- pompa do pompowania opon;
- grzałka 200-225 stopni Celsjusza z dyszą wyjściową 1,75 mm;
- mechanizm ciągnący i nawijający.
Proces wytwarzania włókna z butelek PET
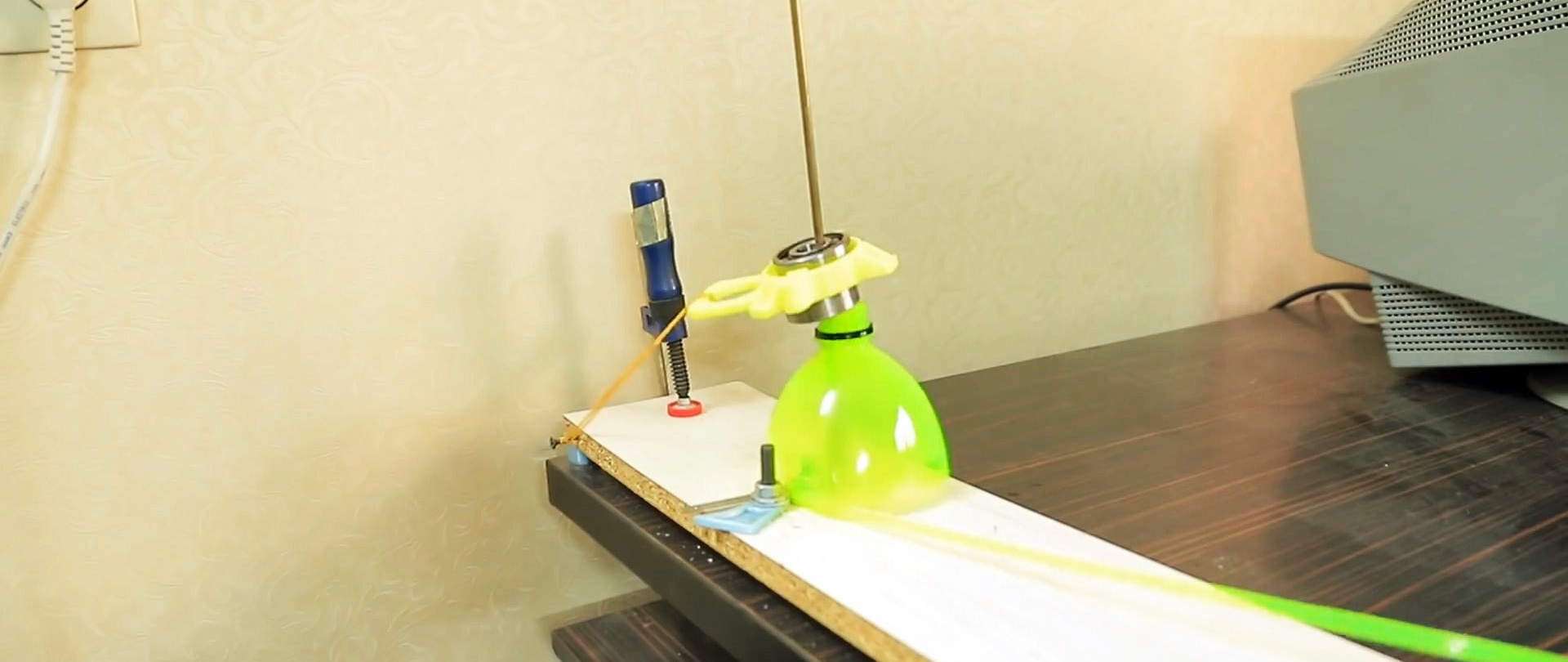
Butelki PET wykorzystywane są jako surowiec do produkcji włókna. Idealnie powinny być kolorowe. Przed użyciem należy je wypoziomować. W tym celu modyfikowana jest zwykła zakrętka do butelki. Musisz zainstalować w nim zawór z kamery samochodowej. Za jego pomocą butelka jest pompowana powietrzem za pomocą konwencjonalnej pompki w celu zwiększenia ciśnienia wewnątrz butelki (więcej szczegółów tutaj - https://home.washerhouse.com/pl/6732-kak-vyprjamljat-ljubye-figurnye-pjet-butylki.html).

Następnie zawór mocuje się w uchwycie śrubokrętowym. Musisz obrócić napompowaną butelkę nad zapalonym palnikiem gazowym. Rozgrzeje się, zmięknie i dzięki wewnętrznemu ciśnieniu wyrówna.

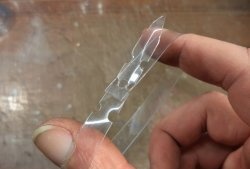
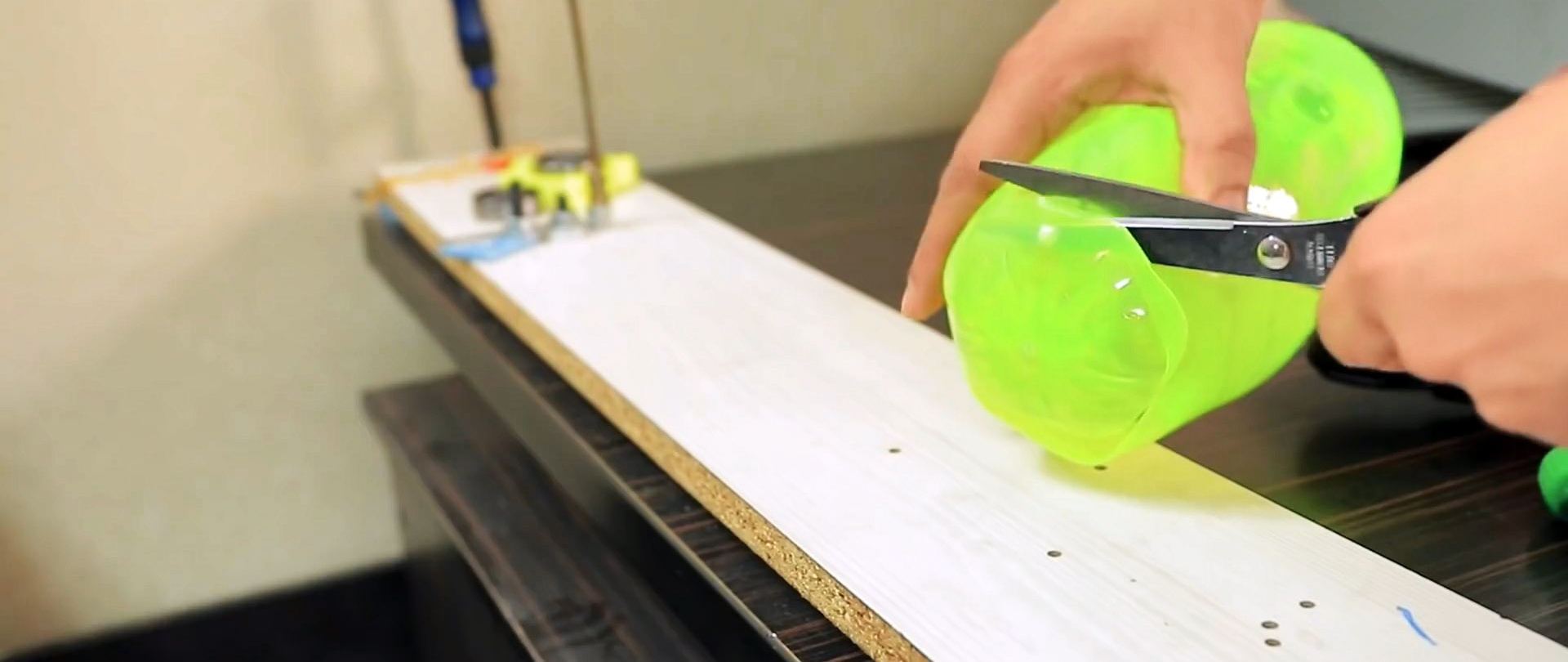
Prostą butelkę pocięto na pasek za pomocą obcinacza do butelek. Okaże się bardziej jednolity, niż gdyby został rozpuszczony bez przygotowania. Jeśli ścianki butelki są grube, szerokość taśmy powinna wynosić 5-6 mm. Z cienkiej butelki wody mineralnej lepiej wyciąć szerokość 7-8 mm.
Krawędź taśmy przycina się pod kątem, po czym wprowadza się ją do dyszy nagrzanego grzejnika. Aby móc pracować z taśmą PET, jej temperatura musi wynosić +200-225 stopni Celsjusza. Średnica wylotu dyszy wynosi 1,75 mm, natomiast wlot jest zagłębiony, aby ułatwić dopasowanie szerokiej taśmy i zmianę jej kształtu.
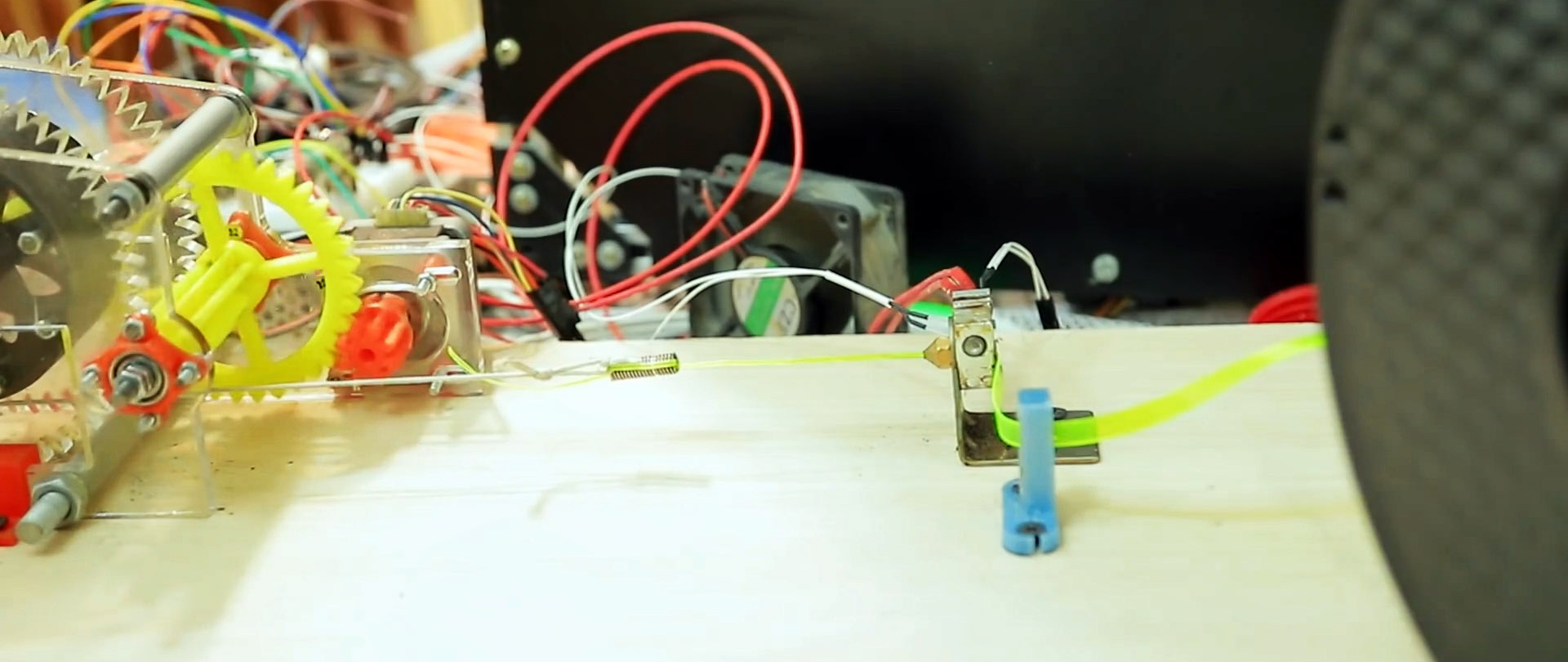
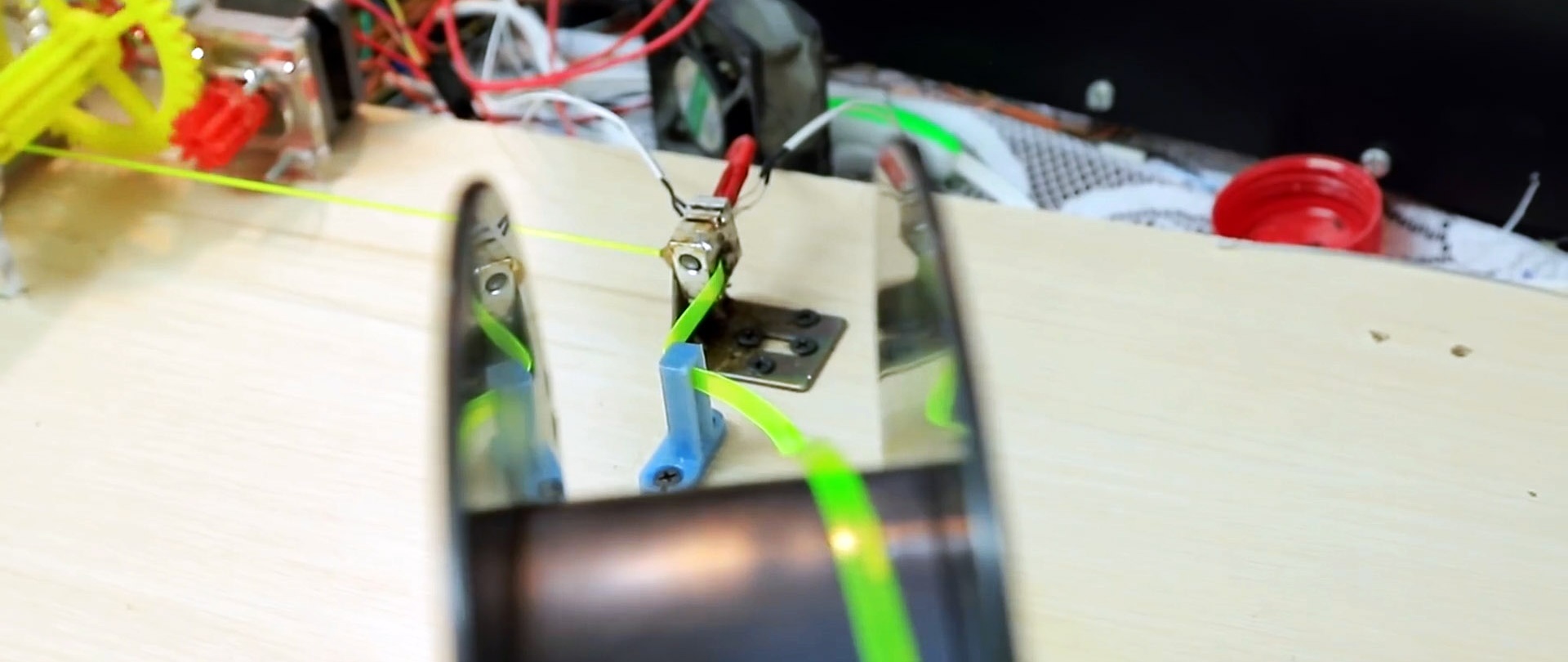
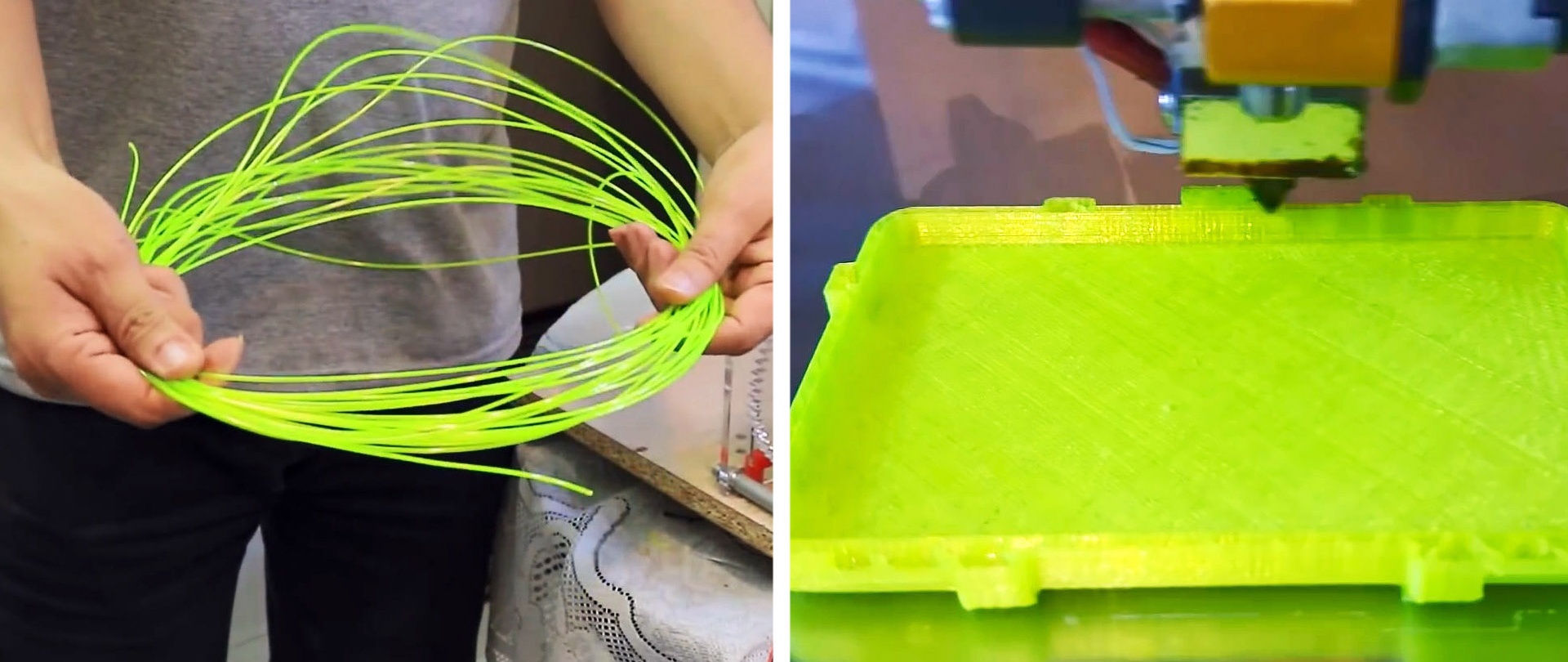
Krawędź żarnika przeciągniętego przez gorącą dyszę należy związać i połączyć z mechanizmem ciągnącym i nawijającym. Jest to silnik krokowy ze skrzynią biegów i cewką. Części do niego można wydrukować na drukarce. Prędkość nawijania jest regulowana, dzięki czemu taśma ma czas na odpowiednie nagrzanie i zmianę kształtu.
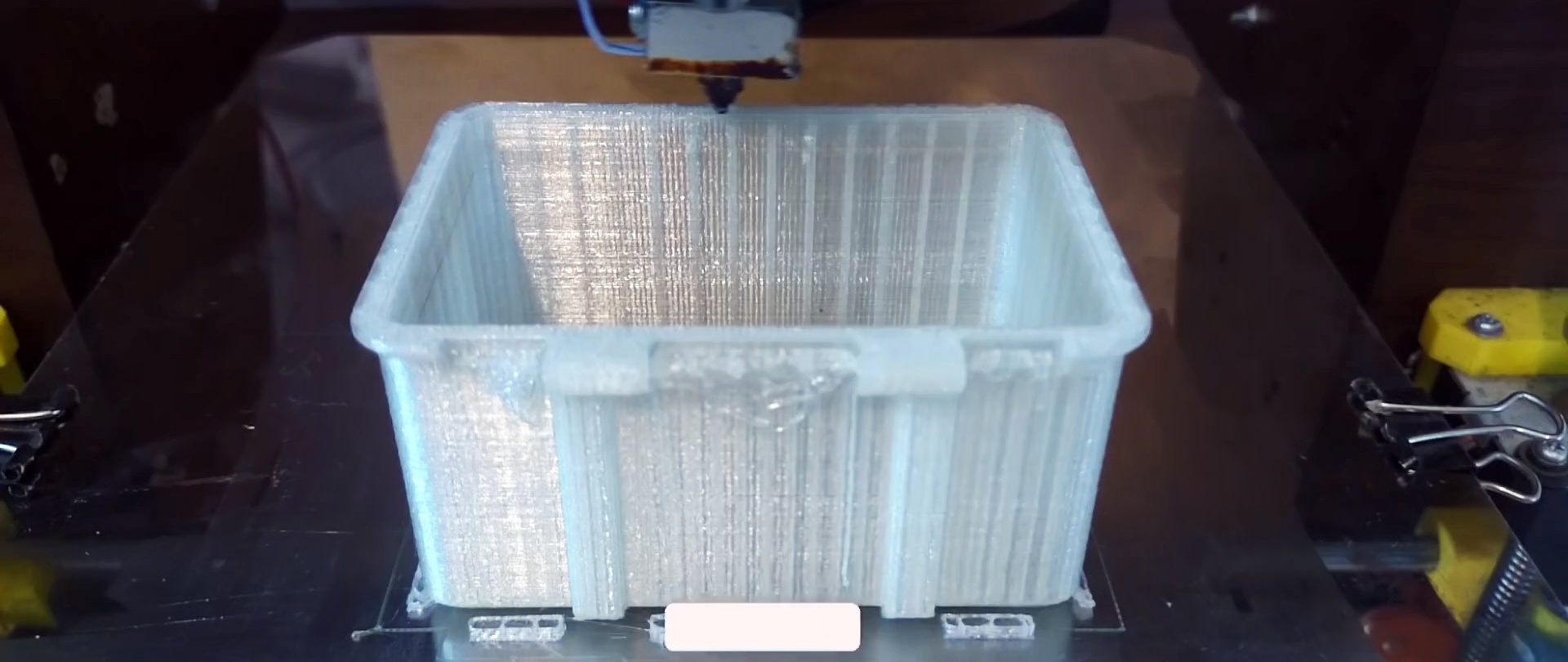
Aby uzyskać długość pręta, taśmy można przed produkcją skleić, podgrzewając końce do +270-280 stopni Celsjusza. Powstały Filament doskonale drukuje, gdy temperatura jest ustawiona na +250-260 stopni Celsjusza.
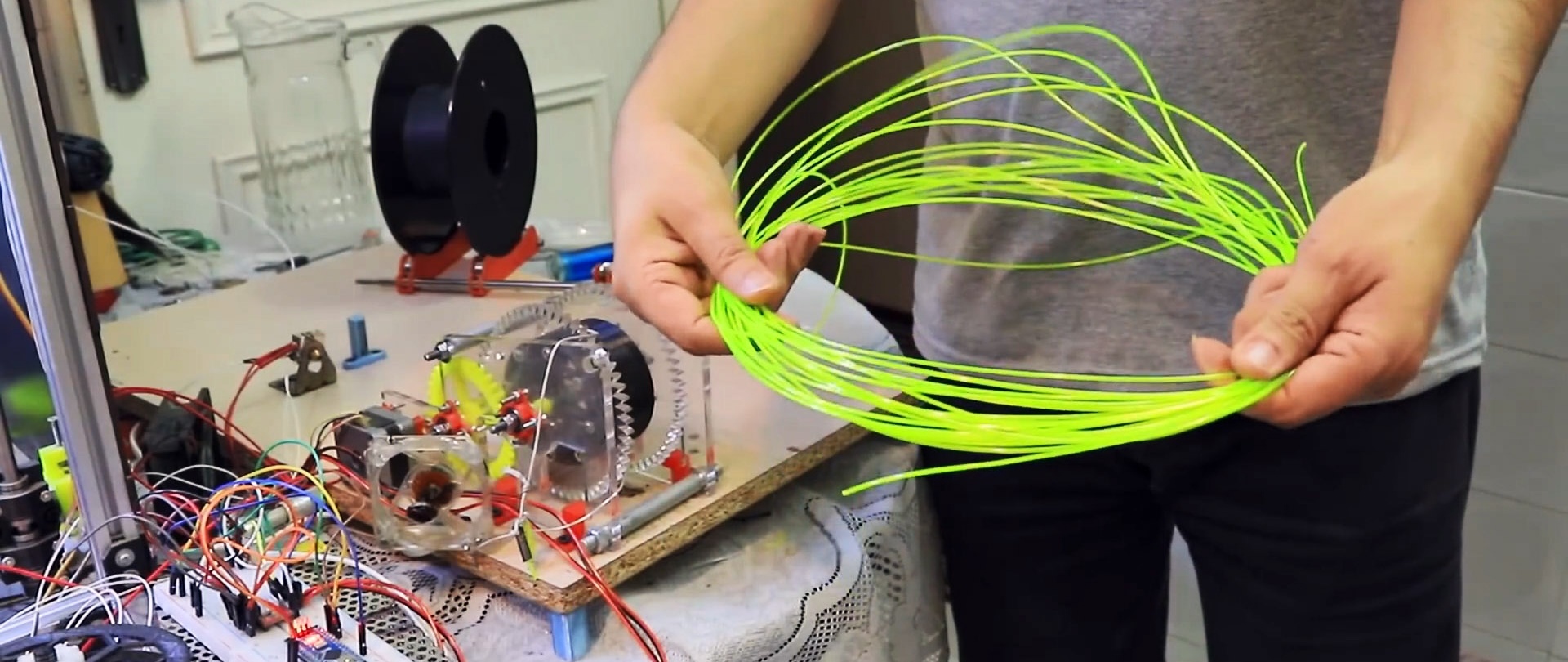
Cały sprzęt niezbędny do produkcji możemy wykonać w sposób rzemieślniczy. Nie ma wobec niego żadnych specjalnych wymagań poza możliwością regulacji. Dla grzejnika jest to odpowiednia temperatura, a dla mechanizmu zwojowego prędkość obrotowa cewki. Dzięki temu ze śmieci można dosłownie uzyskać wysokiej jakości żarnik.
Jeśli wstążka jest prosta, a tak będzie, jeśli najpierw wyprostujesz butelkę, to jakość druku takim prętem jest idealna.