Jak zrobić piec o długim czasie spalania ze złomu
Do ogrzewania garażu można zastosować piec wykonany z 200-litrowej beczki żelaznej, który będzie zarówno wydajny, jak i ekonomiczny. Aby to zrobić, potrzebujesz umiejętności pracy z metalem.
Będzie potrzebował
Materiały:
- dwie beczki stalowe o pojemności 200 litrów;
- armatura;
- narożniki 45×45 mm i 30×30 mm;
- 3 przedłużone nakrętki M10;
- 3 śruby M10 z nakrętkami;
- Stalowa blacha;
- taśma stalowa o szerokości 20 mm;
- rury o średnicy 60 i 115 mm;
- część ze zbiornika propanu;
- 2 zawiasy i 2 metalowe wsporniki;
- komplet nakrętek, śrubek itp.
Narzędzia: akcesoria do znakowania i pomiaru, szlifierka, spawarka, piła wahadłowa, wiertarka, matryca itp.
Proces wytwarzania ze złomu pieca na paliwo stałe o długim spalaniu

Odcinamy wieczko z beczki i z niego robimy kratkę ze zbrojenia, przycinamy na wymiar wieczka i układamy w odstępach 10 mm. Przyspawamy poprzeczki na górze do każdego pręta w punktach przecięcia. Ze zbrojenia wykonane są również nogi do rusztu o wysokości 100 mm.

Umieść ruszt na dnie beczki.

Na trzech narożnikach 45x45 mm o długości 620 mm odmierz 30 stopni z jednej strony każdego końca i dotnij szlifierką. Zaginając rogi wzdłuż linii cięcia, otrzymujemy trójkąt równoboczny. Po regulacji oparzamy wszystkie stawy.

W rogach trójkąta umieszczamy przedłużone nakrętki M10 i przyspawamy je. Wkręcamy w nie śruby i nakrętki. Statyw ze śrubami kładziemy na podłodze, kładziemy na nim pokrywę i przyspawamy do statywu 3 zderzaki ze zbrojenia w celu stabilizacji lufy.



Z blachy wycinamy okrąg o średnicy 530 mm. Z narożnika 30x30 mm wykonujemy 3 sztuki o długości 210 mm. Przyspawamy je do spodu wieczka, na którym kładziemy okrąg i również go zgrzewamy. Spawamy również otwór z korka.

Uchwyty pokrywy wykonujemy z dwóch pasków metalu, wycinając oznaczenia o połowę grubości i zaginając je o 90 stopni. Aby wzmocnić, gotujemy i oczyszczamy zakręty. Umieszczamy je na pokrywie i zgrzewamy.
Aby dostarczyć powietrze do strefy spalania, weź rurę 60 mm. Wykonujemy 2 sekcje o długości 230 mm i listwie pod kątem 45 stopni oraz 500 mm z gotową listwą. Usuwamy fazowania z końców, wyraźnie wszystko naprawiamy i spawamy.

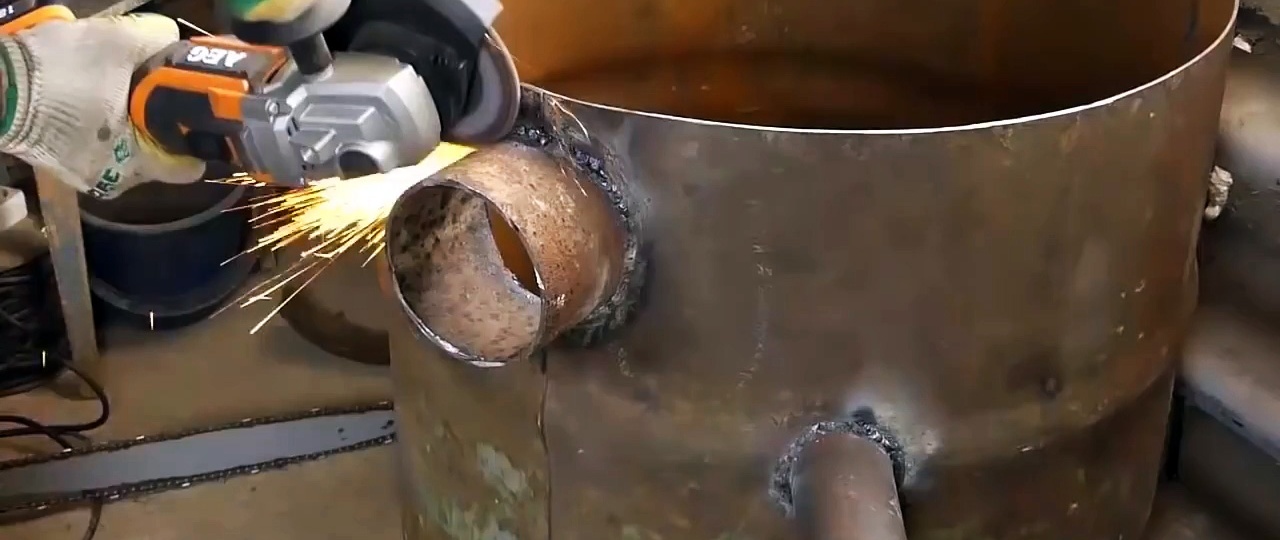
Aby zainstalować rurę w beczce, wytnij otwór w odległości 190 mm od góry. Z wnętrza lufy włóż krótki kawałek rury do otworu, aż do oporu i przyspawaj go po okręgu.



Z cylindrycznej części butli z propanem wycinamy fragment o długości 500 mm. Rysujemy na nim 5 linii w jednakowej odległości od siebie. Wiercimy w nich otwory o średnicy 10 mm w odległości 30 mm od końców. Połącz krawędzie otworów i wytnij 5 pasków. Kratkę tę układamy pionowo wzdłuż rury, opierając się o dolną i przyspawamy do beczki. Kratka boczna stanowi zabezpieczenie dopływu powietrza podczas napełniania paleniska drewnem.


Kolejną część wykonujemy z rury 115 mm o długości 90 mm.Przykładamy go do lufy i robimy na nim znaki, aby odciąć nadmiar metalu. Dociskamy część do beczki, wycinamy otwór o średnicy i oparzamy w kółko. Jest niezbędny do wtórnego doprowadzenia powietrza do spalania gazów pirolitycznych.

Z blachy wycinamy kształt kropli o średnicy części okrągłej 115 mm. Za pomocą śruby i nakrętki przyspawanych do części wtórnej mocujemy „kroplę” regulującą dopływ powietrza. Dokładnie taką samą regulację dopływu powietrza wykonujemy w głównej palenisku.


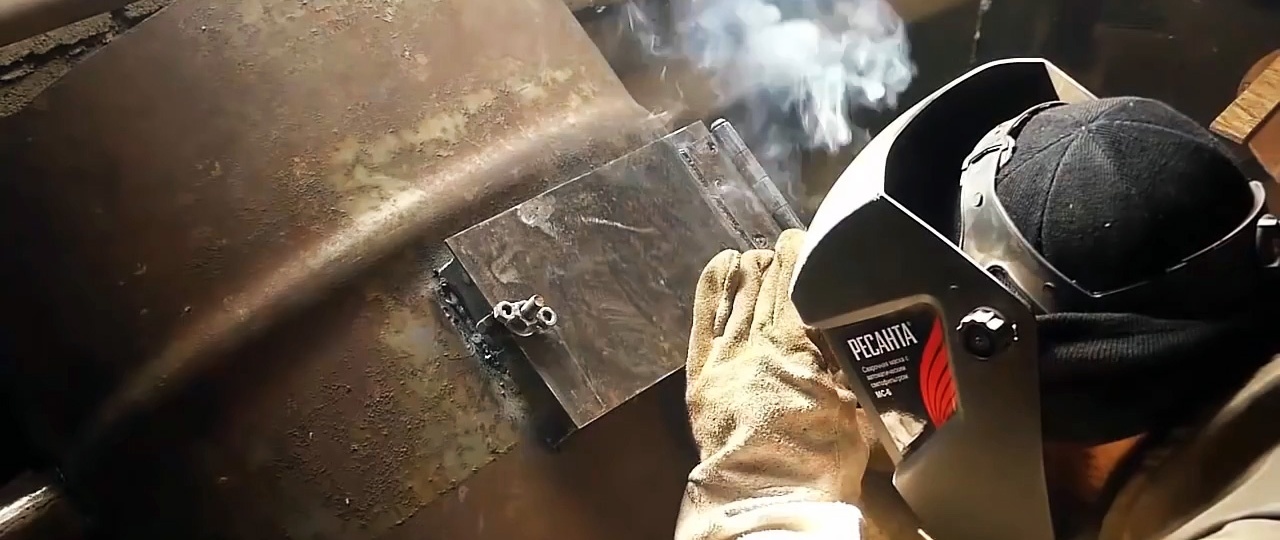
Wykonujemy właz do popielnika, wykonując najpierw wzór zgodny z zagięciem beczki. Za jego pomocą wycinamy wszystkie części włazu z blachy. Spawamy je ze sobą i mocujemy drzwi na zawiasie. Zapadkę drzwi w kształcie litery T mocujemy do włazu za pomocą dwóch wsporników. Wycinamy otwór w lufie na właz, przymierzamy go i spawamy.



Właz do paleniska wykonujemy według tej samej zasady co właz do popielnika. Tylko w celu zabezpieczenia elementu ustalającego wspornika zastępujemy go 2 nakrętkami i bierzemy większą pętlę. Spawamy właz pod żebrem usztywniającym.

Kolejną część wykonujemy z drugiej lufy, odcinając część zakrętem, ponieważ jest mocno wgnieciona. Następnie wycinamy pierścień o szerokości 50 mm i wycinamy go. Będzie to służyć jako obręcz na pierwszej beczce, dzięki czemu pokrywa będzie mogła zająć swoje miejsce. W tym celu należy wysunąć pierścień w górę o 20 mm i zespawać. Odcinamy nadmiar paska, a także spawamy złącze.


Komin wykonujemy z rury 115 mm. Najpierw wytnij kawałek o długości 260 mm pod kątem 45 stopni. Z pozostałej rury o gotowym kącie 45 stopni wycinamy odcinek 1430 mm i zgrzewamy ze sobą.


Przeciwnie, na poziomie otworu na dopływ powietrza wtórnego zaznacz miejsce lądowania 50 mm od góry i wytnij otwór o średnicy 115 mm. Po montażu montujemy i spawamy komin.
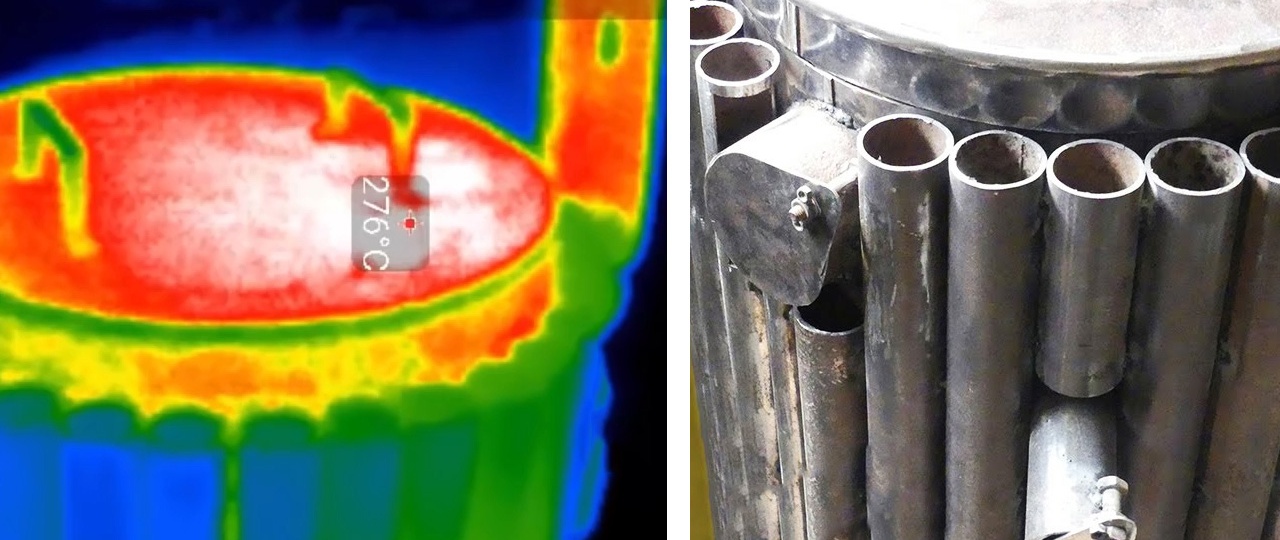
Zakładamy pokrywę ze zderzakiem i piec jest już prawie gotowy do użycia.Aby jednak zapewnić lepsze odprowadzanie ciepła z powierzchni, wykonujemy płaszcz konwekcyjny z rur o średnicy 60 mm, po uprzednim oczyszczeniu beczki i komina.

Pierwszą rurę sygnalizacyjną spawamy o długości 790 mm, skupiając się na szwie lufy. Punktami spawania są usztywnienia i dolna obręcz. Oprócz uchwytów do paleniska łączymy ze sobą także poniższe rurki.
Najpierw wypoziomuj trójnożny stojak, regulując długość śrub i dokręcając przeciwnakrętki. Ustawiamy piec na swoim miejscu na stojaku. Na kominie zakładamy zawór. Drewno opałowe ładujemy pionowo wzdłuż górnej krawędzi rusztu bocznego, ale poniżej zderzaka.



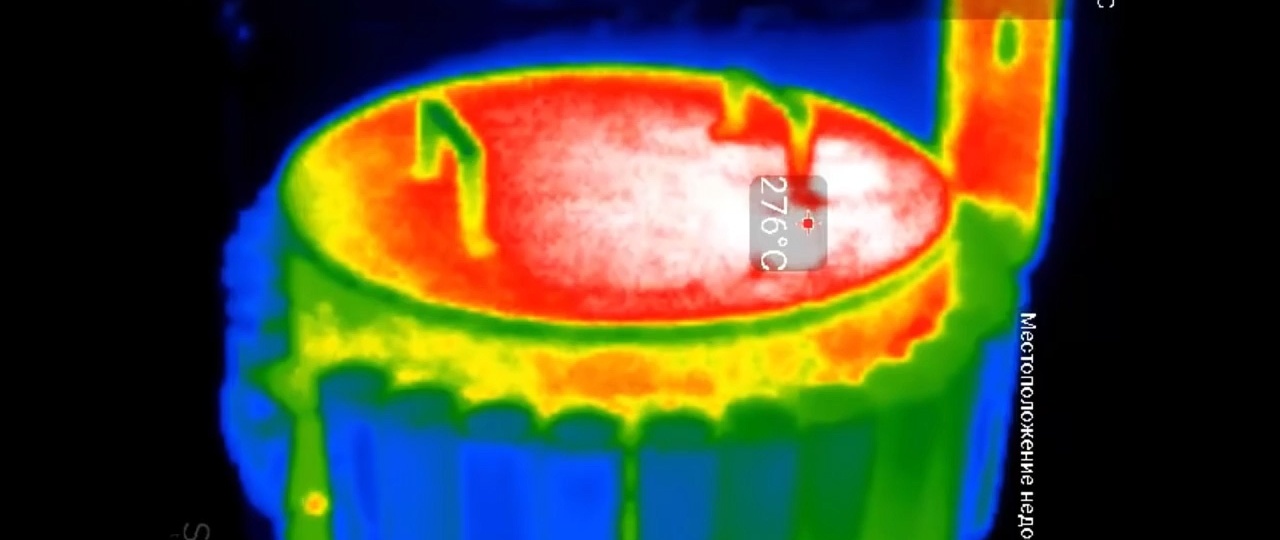
Piec testujemy przy temperaturze na zewnątrz oraz w garażu 7 stopni Celsjusza, który jest częściowo ocieplony. Paliwem nie jest całkowicie wysuszone drewno klonowe i krakacz sosnowy. Po rozpaleniu temperatura w garażu wzrosła do 27 stopni, chociaż piec nadal nagrzewał się w tempie 1 stopnia na 5 sekund. Dzień później temperatura w garażu wynosiła 17 stopni Celsjusza.

Obejrzyj wideo
Podobne klasy mistrzowskie












