200 Un aparat de sudura din cuptoarele cu microunde
A fost necesar să se realizeze o unitate de sudură pentru utilizare în garaj și la țară. Simplu, dar puternic, cu curent de ieșire de până la 200 A pentru sudarea oțelului cu o grosime de până la 12 mm. electrozi „patru” sau „cinci”.


Necesar
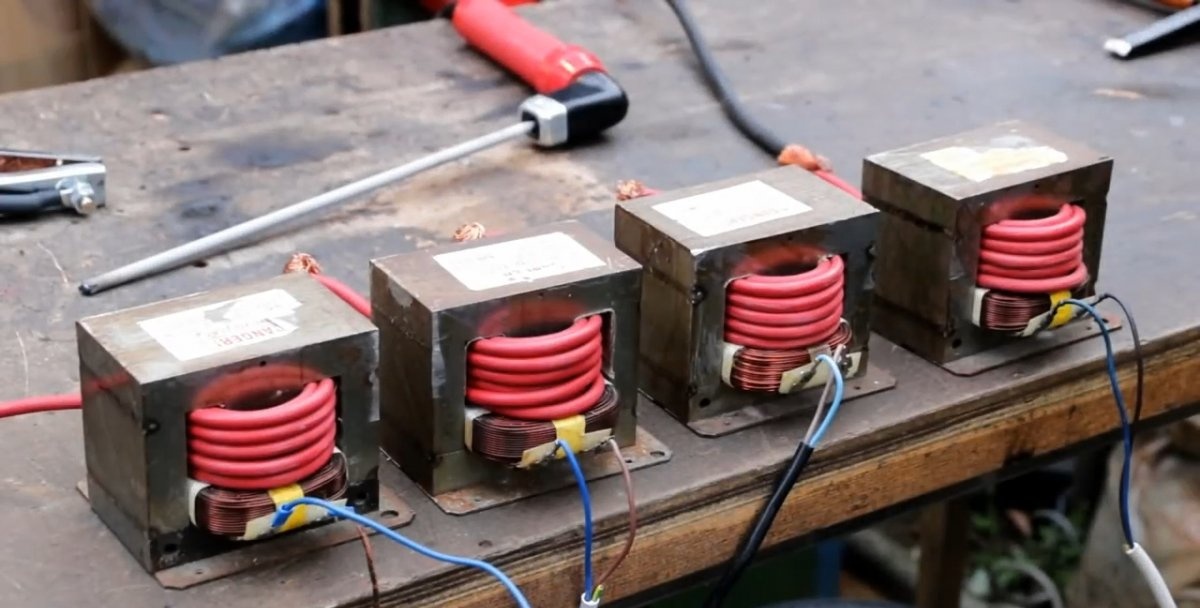
- Patru transformatoare de putere noi sau folosite dintr-un cuptor cu microunde;
- Sârmă toronată izolată cu o secțiune transversală de cel puțin 50 mm2;
- Manșoane pentru sertizarea firelor și clești de presare;
- Unelte simple pentru prelucrarea metalelor și tâmplărie;
- Placaj multistrat pentru corpul dispozitivului;
- Multimetrul și un termometru la distanță;
- Diverse lucruri mici, elemente de fixare, vopsea etc.
Fabricarea pieselor electrice
Transformatoarele în sine pot fi cumpărate noi sau folosite, în atelierele de reparații de microunde, la o reducere decentă.

Scoatem a doua înfășurare. Puteți folosi un disc de tăiere sau un ferăstrău obișnuit pentru metal. Principalul lucru este să nu deteriorați înfășurarea primară!
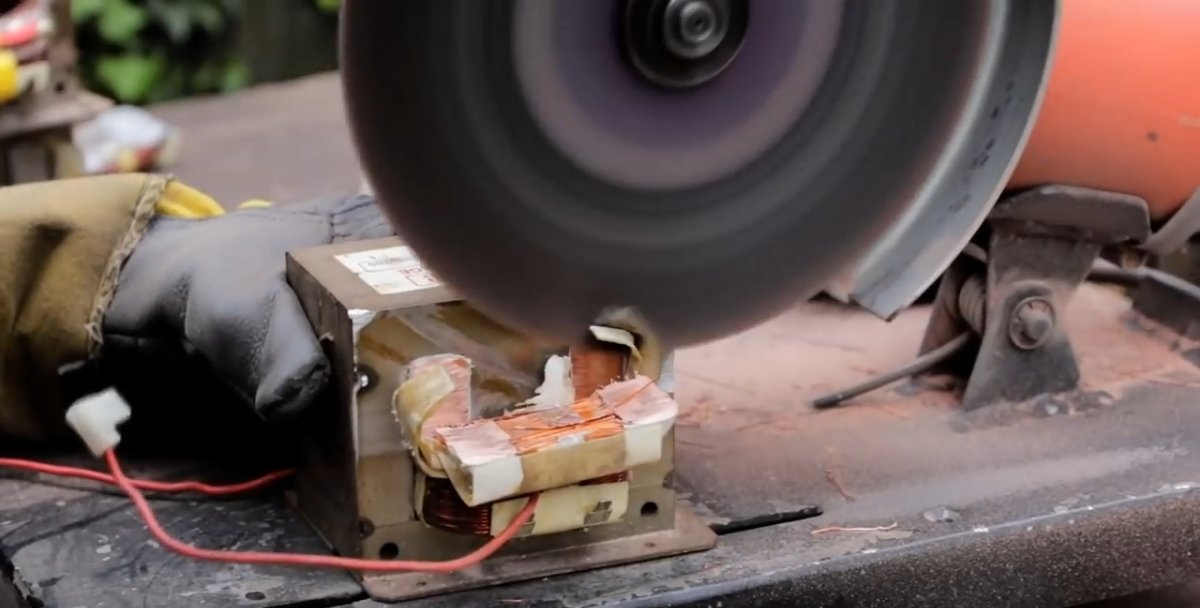
Scoatem resturile tăieturii „primare” cu o barbă sau orice tijă de oțel adecvată.

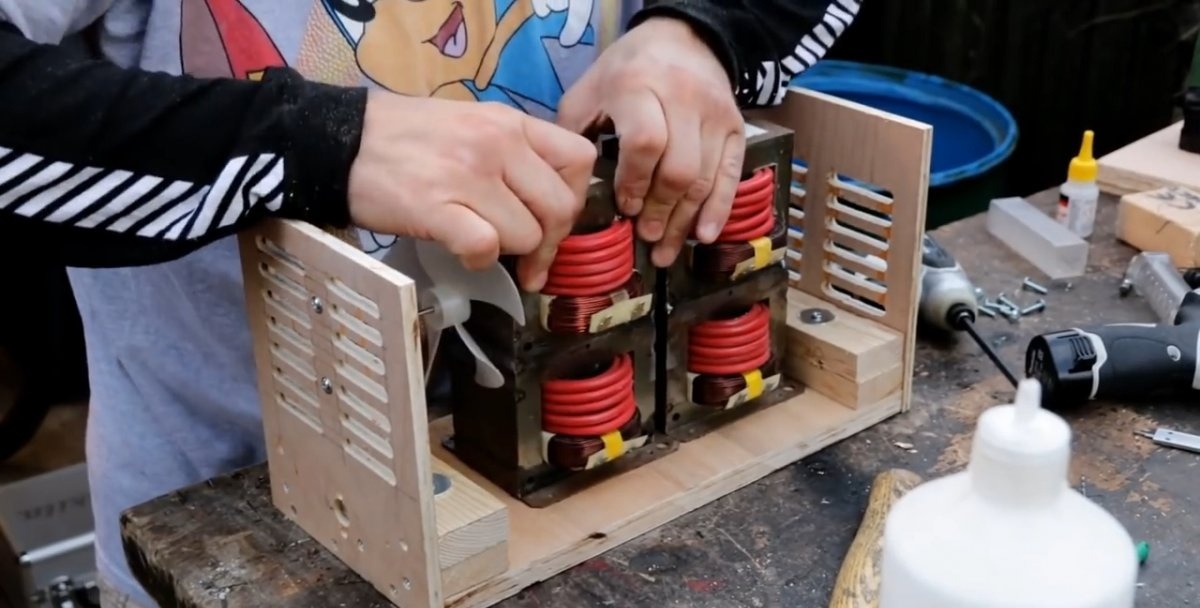
Apoi așezați cu grijă 10 spire de cablu în „fereastra” liberă.

Concluziile le lasam la 15 cm.
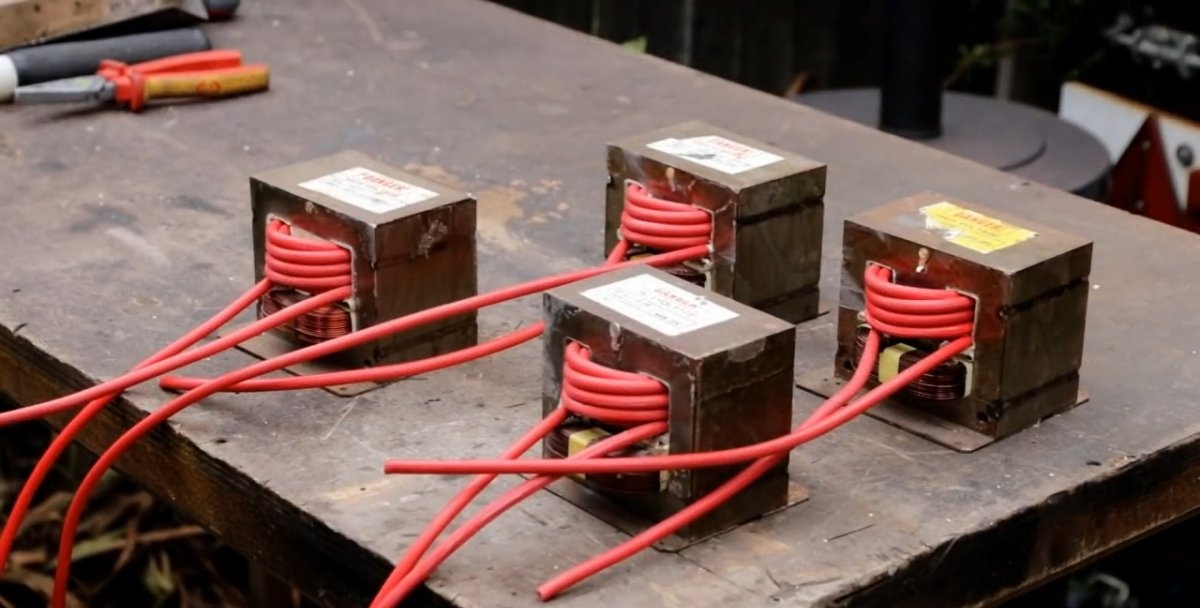
Repetăm operația cu transformatoarele rămase.
Verificare electrică
Este necesar să verificați electricitatea viitoarei mașini de sudură.
ATENŢIE!
Toate lucrările ulterioare de instalare electrică trebuie efectuate NUMAI cu dispozitivul deconectat!
Conectăm înfășurările folosind răsuciri conform diagramei.
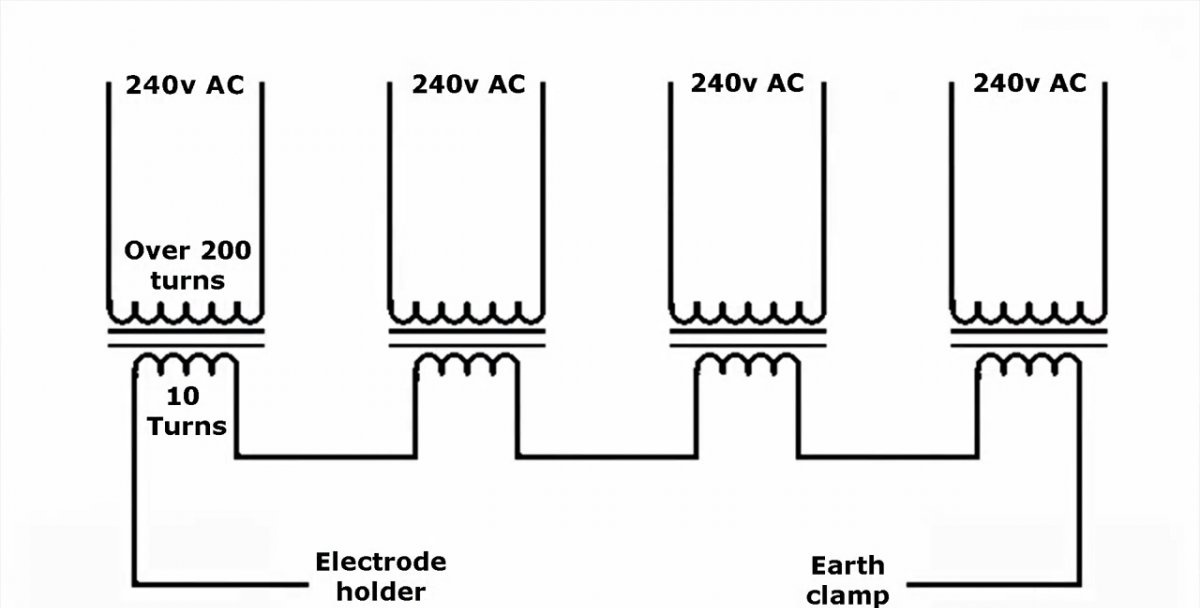
Rețea, fostă secundară, în „paralel”.
Asamblam înfășurările de ieșire în serie.

În acest caz, este necesar ca ieșirile unei înfășurări să fie conectate la intrarea următoarei!
Conectăm înfășurările rețelei la o priză puternică de 220 V. Verificăm curentul consumat de unitate atunci când nu există sarcină.
Cam 11 A., cam prea mult, dar tolerabil.
Măsurăm tensiunea la ieșirea înfășurărilor de sudare cu putere combinată. Tensiunea rezultată a fost de 35 - 37 V. Fiecare transformator avea 9 V.

Apoi verificăm posibilitatea de a aprinde arcul și încercăm să sudăm câteva piese de oțel.
Gătit! Cusătura iese grozavă.
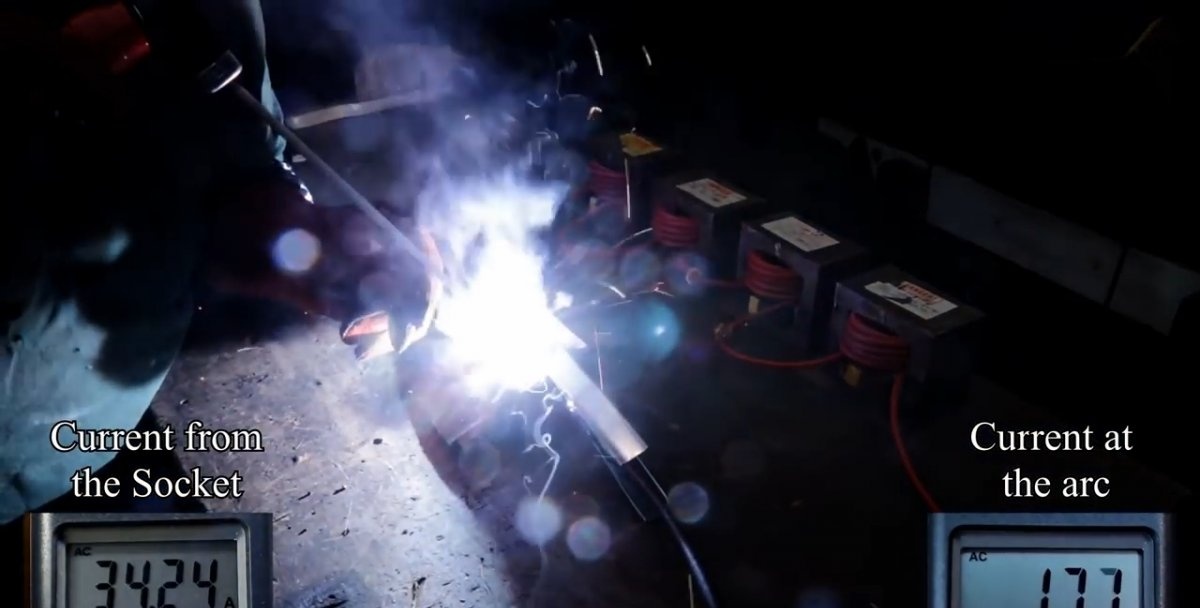
În timpul procesului de sudare, curentul de intrare este de 32 - 35 A, curentul de arc este de 170 - 190 A.
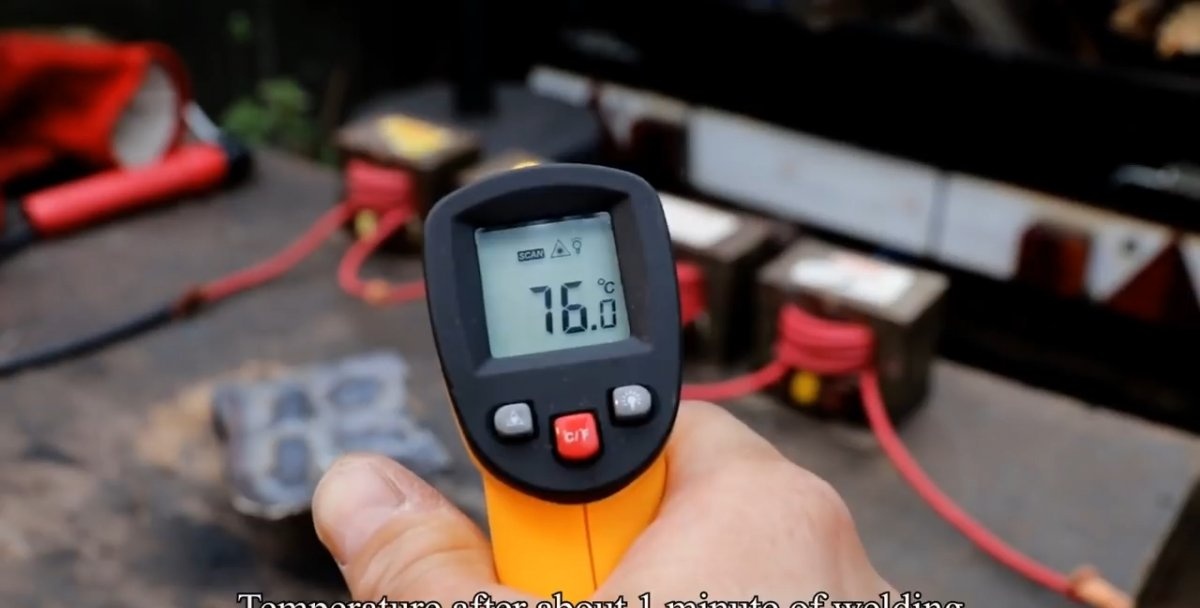
Verificăm încălzirea transformatoarelor, nu depășește 80 0C. Acceptabil.
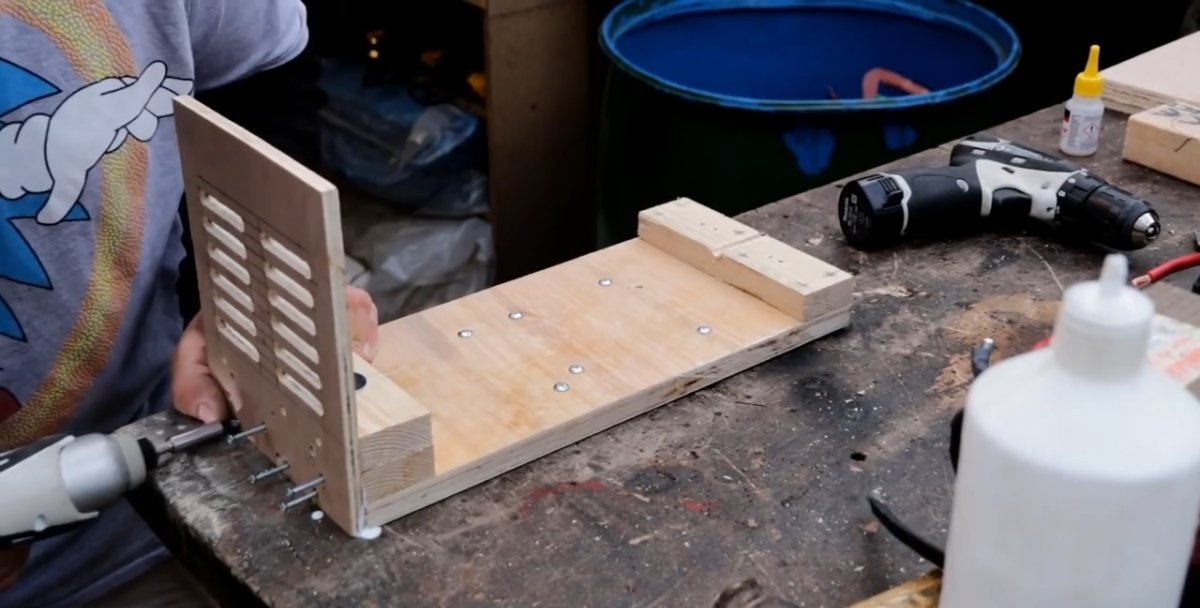
Cadru
Transformatoarele sunt sudate câte două.

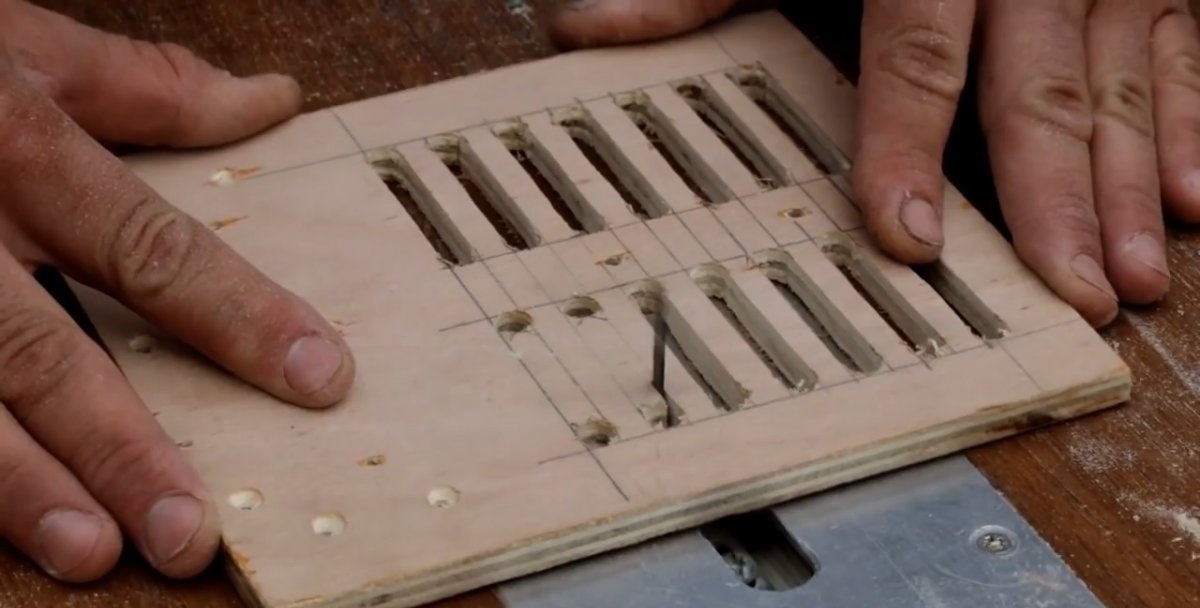
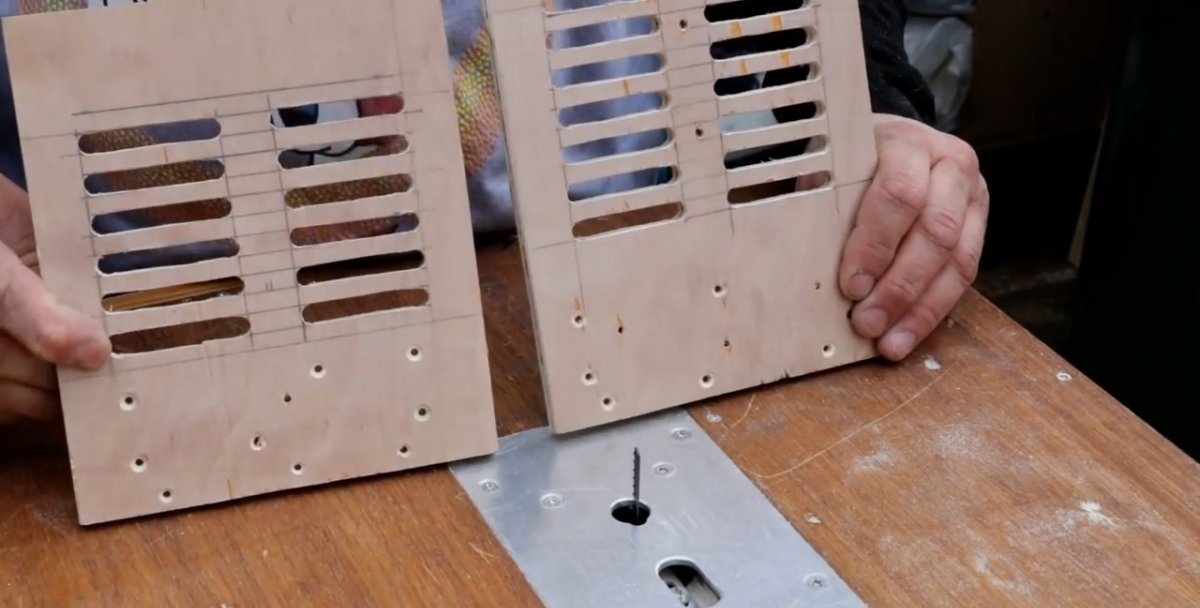
Puteți face carcasa din metal sau puteți alege ceva gata făcut. Mi-a fost mai ușor să o fac din placaj multistrat.


Carcasa trebuie să aibă orificii mari de ventilație.
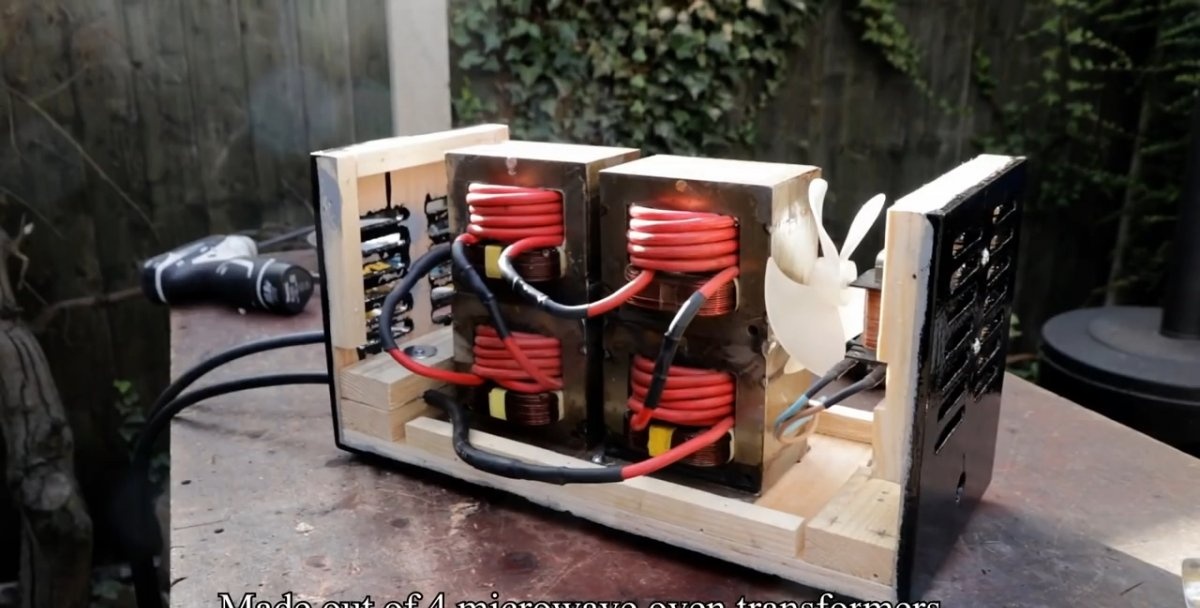
Instalăm un ventilator pentru ventilarea forțată a transformatoarelor.

Asamblarea finală a dispozitivului
Instalăm toate componentele și piesele în carcasă. Conectăm bornele de înfășurare, bornele de sudură de rețea și de ieșire, cu manșoane metalice de diametre adecvate. Comprimăm mânecile cu un clește de presare.
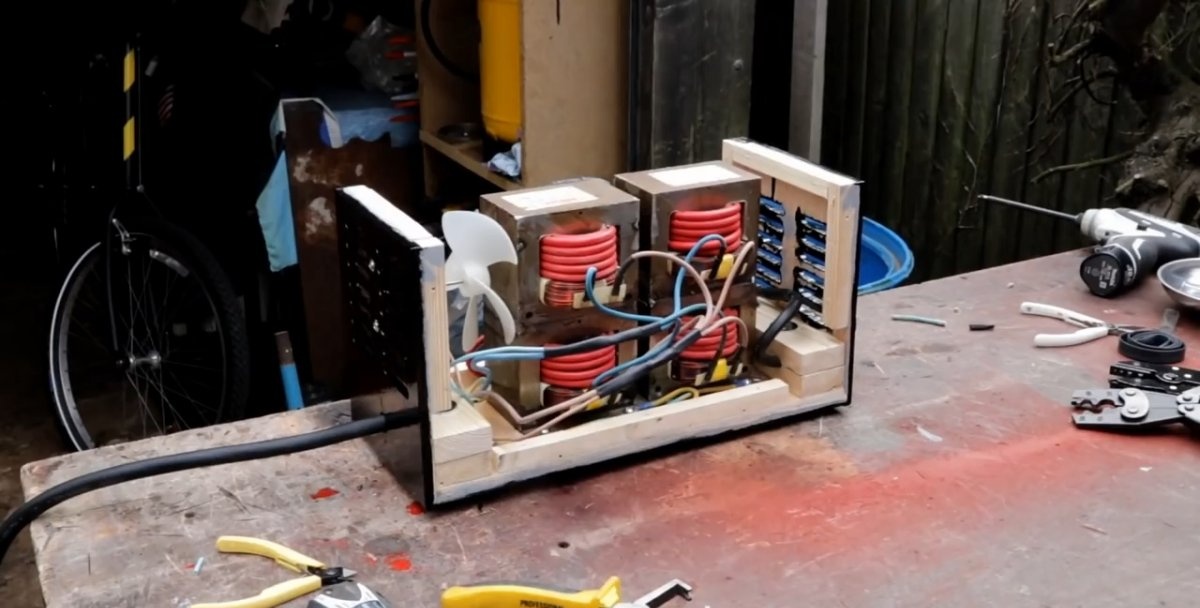
Izolăm îmbinările cu tuburi termocontractabile, încălzindu-le cu un uscător de păr.
Închideți capacul, dispozitivul este gata.

Verificarea muncii
Sudăm două de 6 mm. plăci de oțel. Arcul este neted, nu există picături de curent. Cusătura se obține cu penetrare adâncă.


Prin orificiul din carcasă verificăm transformatoarele pentru supraîncălzire. Temperatura este puțin peste 40 0C.
Repetăm sudarea cu 12 mm. resturi de otel. Rezultatul este din nou pozitiv.
„Sudorul” a ieșit grozav!
Cu toate acestea, merită să ne amintim că transformatoarele din dispozitiv sunt relativ mici. Prin urmare, cea mai importantă caracteristică pentru o unitate de sudură PV (pe durata) sau PN (durata încărcăturii) este mică aici, 20 - 30%. Gatiti 3 minute, lasati aparatul sa se odihneasca 7 - 8 minute. În acest moment, puteți schimba electrodul, puteți rearanja piesele care sunt sudate sau pur și simplu să faceți o pauză.
Pentru a crește performanța dispozitivului și a reduce încălzirea acestuia, este logic să instalați un ventilator mai puternic sau să instalați al doilea. Unul va pompa aer, celălalt va trage aer. Eficiența răcirii se va îmbunătăți.
Priveste filmarea
Cursuri de master similare






Deosebit de interesant






Comentarii (18)
