Cum se repară un dinte de roată rupt

În mecanismele din anii precedenți de producție (mașini-unelte, cutii de viteze, transmisii), angrenajele și angrenajele erau adesea realizate din fontă gri, care, la sarcini mici și medii, nu erau inferioare omologilor lor din oțel, iar procesul de turnare a fierului era mai simplu. și mai ieftin decât oțelul.
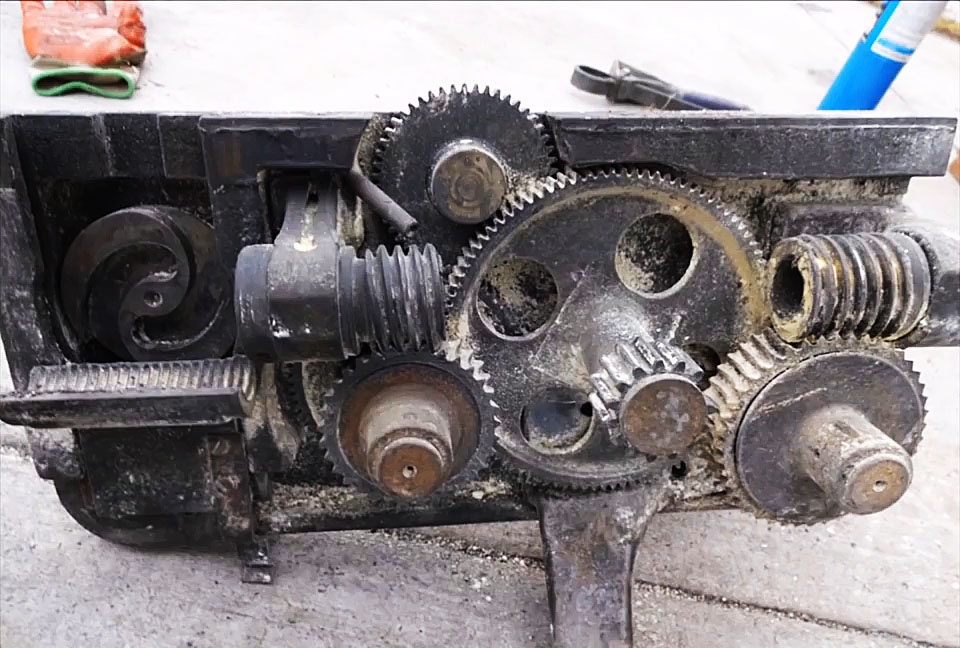
Dar fonta este fragilă, iar în angrenaje și roți dințate, cu o schimbare bruscă a sarcinii sau creșterea acesteia, dinții s-au rupt și întregul mecanism a eșuat. Desigur, ar fi mai bine să înlocuiți un angrenaj sau un angrenaj cu un dinte lipsă cu un produs nou, ceea ce nu este întotdeauna posibil. Apoi, tot ce rămâne este să încerci să refacem dintele într-un alt mod.

Una dintre opțiuni este asociată cu pregătirea mecanică a locului dintelui rupt, suprafața unui material adecvat în ceea ce privește rezistența și alte caracteristici și prelucrarea suprafeței până la obținerea unui nou dinte cu geometrie exactă.
Echipamente, dispozitive și materiale necesare
Pentru munca avem nevoie de:
- polizor si mini burghiu (burghiu);
- pistolet de sudura oxiacetilena;
- acarieni;
- batător (cap de măsurare);
- strung;
- șmirghel;
- un arbore cu o piuliță și un opritor tubular pentru angrenajul și pinionul;
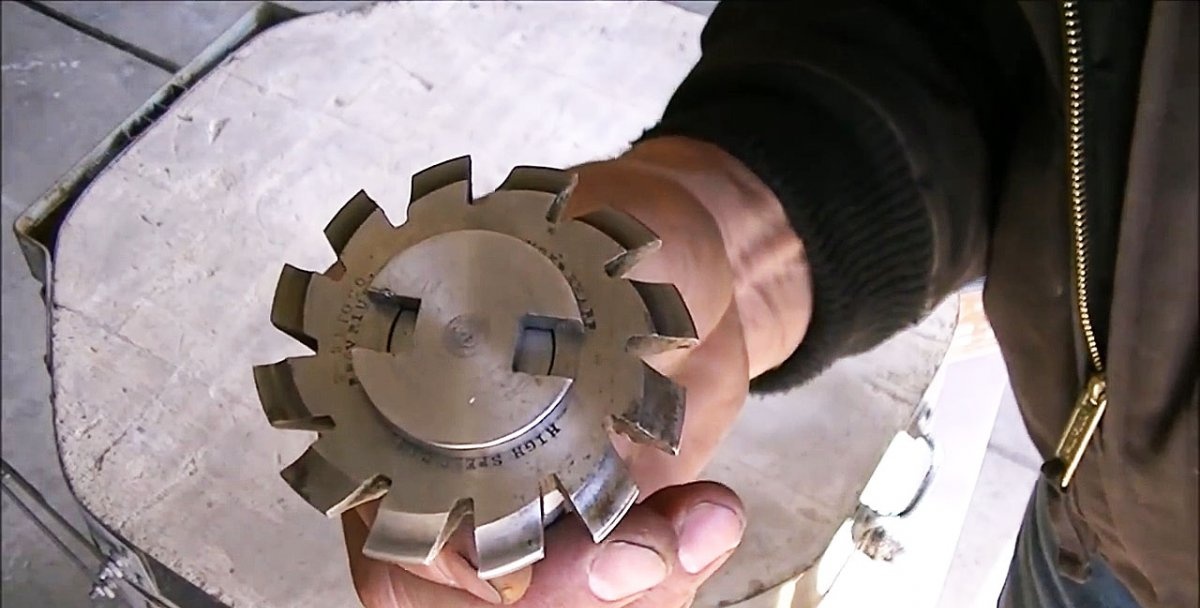
- freza pentru formarea profilului cavității dintre dinți;
- axa tăietorului cu prindere la cheie;
- mașină de frezat cu cap despărțitor;
- instrument de măsurare (șublere, micrometru) etc.
Pentru a umple golul dintre doi dinți adiacenți intacți în raport cu un dinte rupt, avem nevoie de:
- tijă de bronz silicioasă (siliconică);
- flux (partea principală: borax cu un mic amestec de magneziu);
- pătură de sudură din fibră de sticlă;
- cârpe, șervețele de pânză etc.
Procesul de restaurare a unui dinte rupt
Se compune din trei etape:
- Pregătirea locului și umplerea (sigilarea) golului dintre doi dinți intacți adiacenți în raport cu cel lipsă.
- Fabricarea unui suport pentru un tăietor de angrenaje și a unei axe pentru fixarea angrenajului și angrenajului pe mașină în timpul procesării.
- Formarea unui profil de dinte prin îndepărtarea materialului depus cu o freză specială din ambele părți.
Pregătirea zonei de lipit

Deoarece fonta cenușie este dificil de prelucrat mecanic, este aproape imposibil să faceți acest lucru cu un mini burghiu. Este mai bine și mai rapid să șlefuiți un dinte rupt folosind o râșniță.
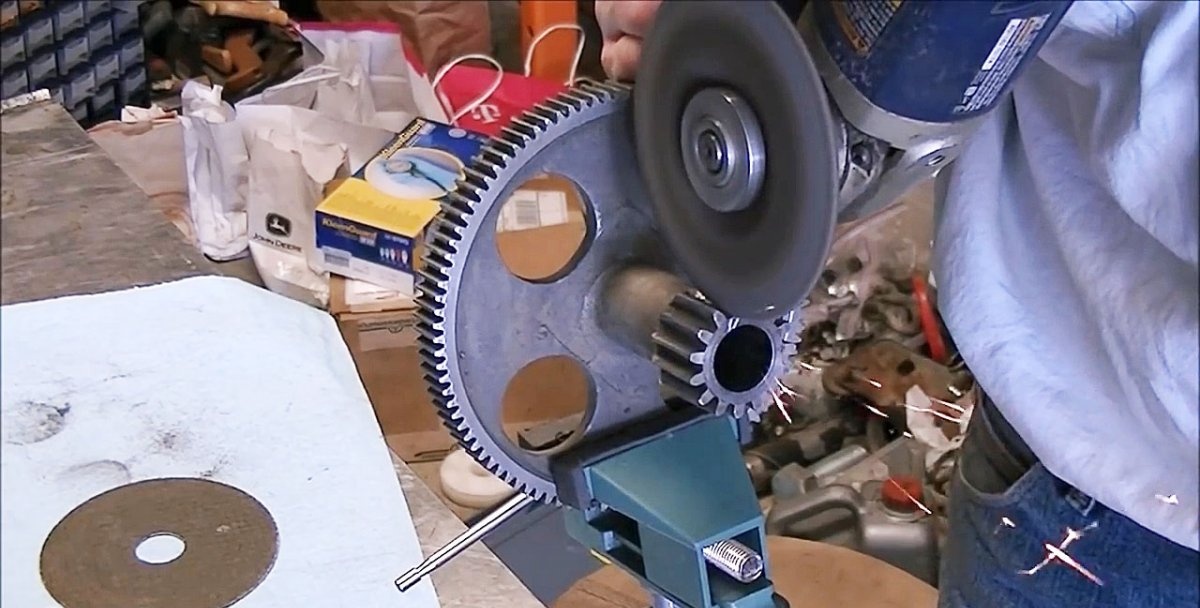
La final, puteți folosi un burghiu pentru a aspru baza. Acest lucru va asigura o legătură mai puternică între materialul sudat și fonta.


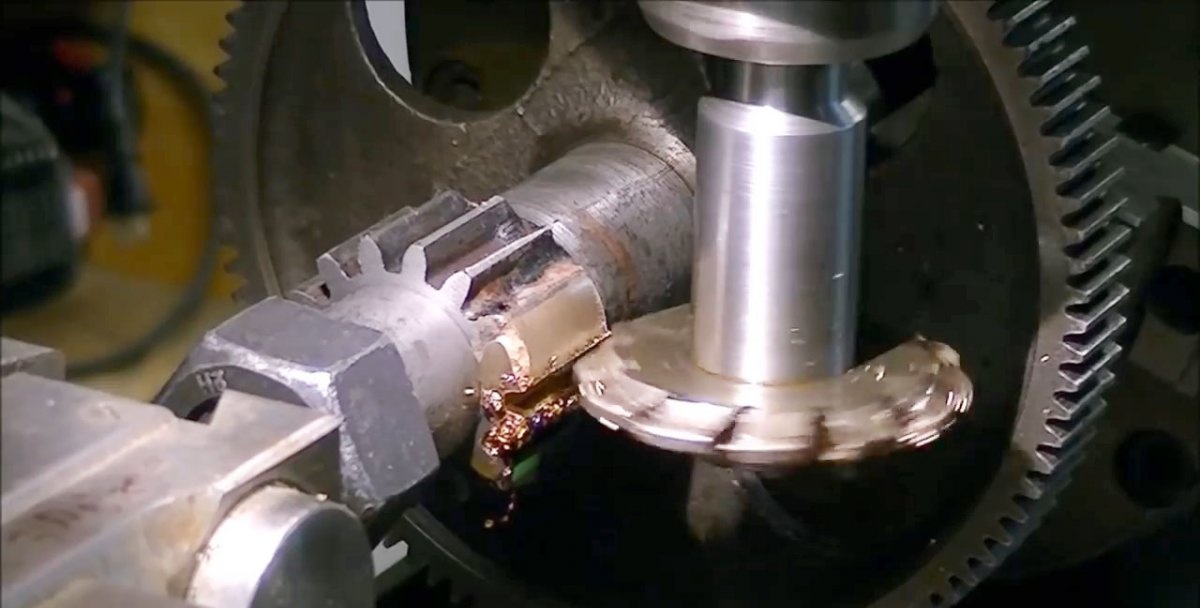
Proces de lipire termică
Se începe cu încălzirea temeinică și uniformă, folosind o torță gaz-acetilenă, atât a zonei de lipit, cât și a părților adiacente ale angrenajului. În caz contrar, crește probabilitatea formării de fisuri în partea din fontă.
Apoi, zona de lipit și tija de bronz ușor silicioasă (siliconică) sunt încălzite la roșu, care, după încălzire, sunt coborâte într-un recipient cu flux, constând în principal din borax cu adăugarea unei cantități mici de magneziu.
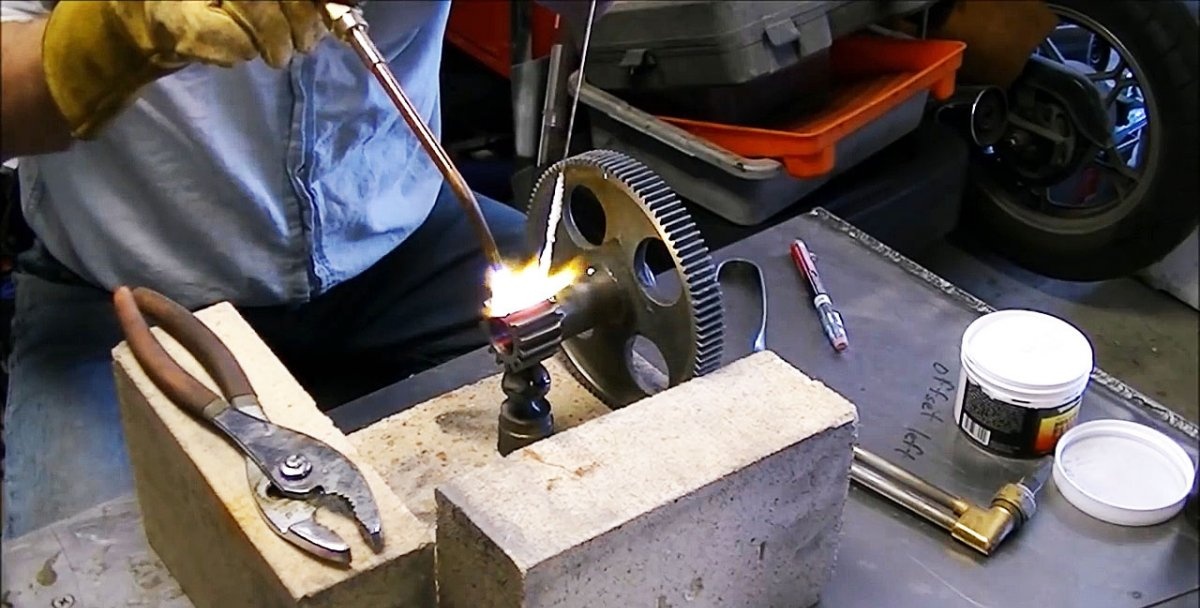
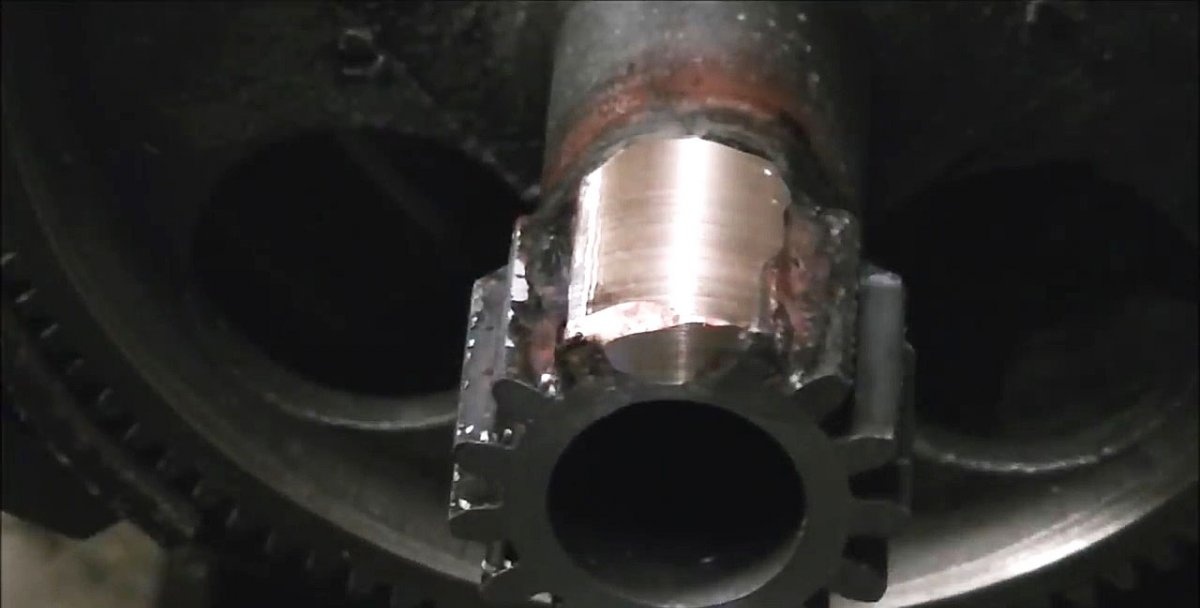
Apoi, o tijă de bronz silicon acoperită cu flux este plasată peste cavitate și topită folosind flacăra unei torțe de acetilenă. Această operațiune continuă până când lipirea din bronz siliciu umple întregul volum al cavității dintre dinții intacți adiacenți.
La sfarsitul acestei etape, pentru ca lipirea sa nu crape din cauza racirii rapide, acoperim piesa care se reface cu o patura de sudura din fibra de sticla si o lasam pana se raceste incet in timpul necesar.

Proces de prelucrare a capetelor angrenajelor lipite
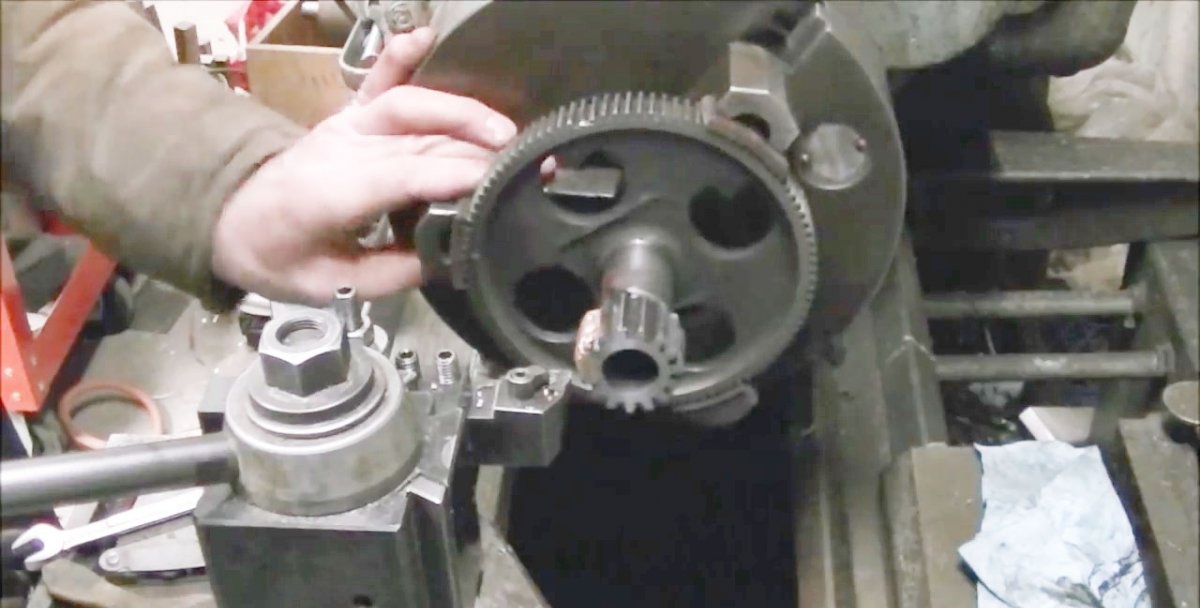
Prindem roata dințată în mandrina strungului și, folosind un cap de măsurare, punem blocul cu curățarea minimă admisă, lovind angrenajul pe o parte sau pe cealaltă cu un ciocan, dacă este necesar.
Apoi, folosind freze, scoatem margelele de lipit care ies dincolo de capetele angrenajului. La sfârșitul strunjirii, șlefuim zonele de prelucrare cu șmirghel.


Pregătirea blocului și tăietorului pentru lucru

Așezăm angrenajul și blocul de viteze pe un strung pe o axă pregătită în prealabil prin strângerea piuliței și a opritorului cilindric.

Pentru a face un suport pentru un tăietor, luăm o tijă de oțel de o anumită lungime și un diametru puțin mai mare decât orificiul de montare din unealtă. O prindem în mandrina de strung și mai întâi facem o gaură mică de la un capăt cu un burghiu de centrare, pe care apoi o extindem cu un burghiu elicoidal la dimensiunea necesară.
Apoi fixăm robinetul în contrapunctul mașinii și îl introducem în orificiul de la capătul tijei.Mutăm capul înapoi și tăiem firul manual, rotind robinetul cu o manivela. Înșurubam un șurub de casă cu un cap cilindric plat și două decupaje dreptunghiulare situate simetric față de centrul tijei în firul rezultat pentru prinderea cu o cheie specială.

Apoi încheiem tija pe cealaltă parte și o șlefuim la lungimea necesară pentru a se potrivi cu diametrul axului mașinii de frezat. Efectuăm strunjirea cu verificare periodică a diametrului pentru a nu slăbi dimensiunea. La final, șlefuim zona de întoarcere cu o bandă de șmirghel și o ștergem cu o cârpă.
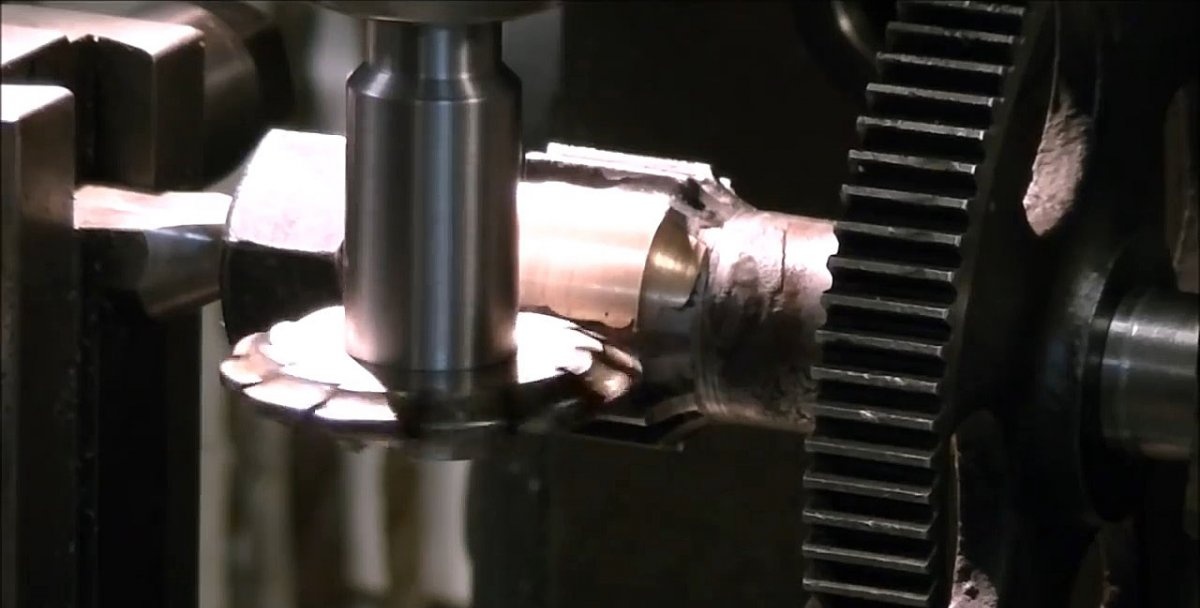
Formarea profilului dintelui
Fixăm suportul frezei în axul mașinii de frezat și șlefuim tija la dimensiunea găurii din freză, măsurând periodic diametrul cu un micrometru. La final, șlefuim canelura cu șmirghel și o ștergem cu o cârpă.
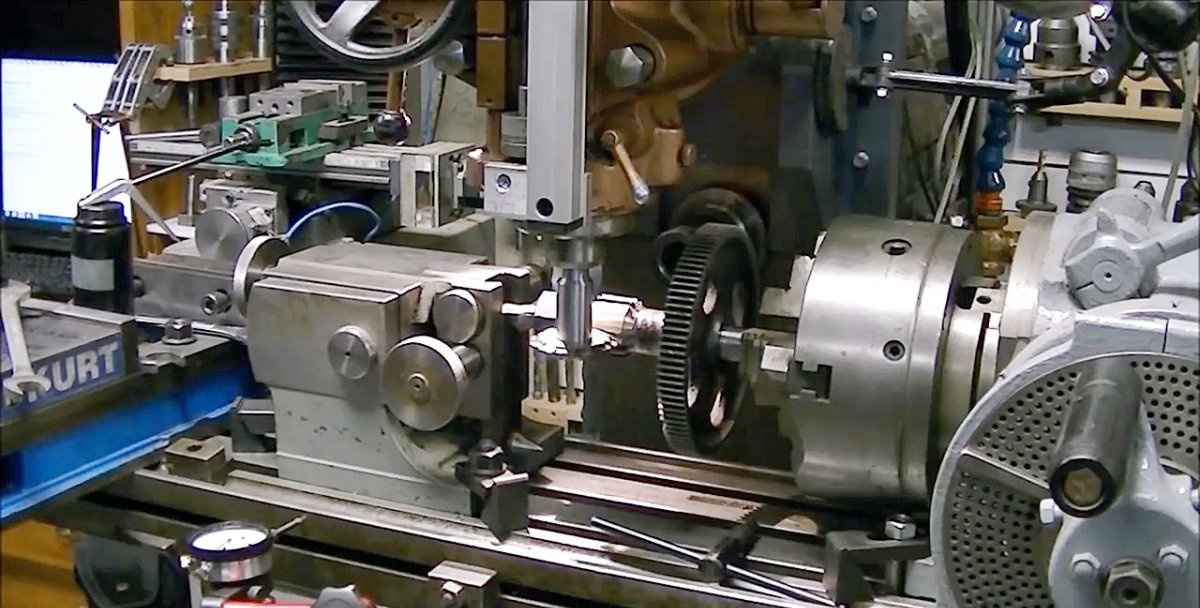
Punem tăietorul pe suport și îl fixăm la capăt cu un șurub de fixare, mai întâi cu mâna, iar la capăt cu o cheie specială cu manivelă. Instalăm capul despărțitor și contracul pe masa de lucru a mașinii de frezat. Prin prinderea unei tije de oțel perfect drepte între ele, aliniem aceste unități pentru a asigura coaxialitate maximă în planul vertical și orizontal. Pentru a face acest lucru, folosim capete de măsurare și ajustăm poziția contrapuntului față de capul de separare. După aliniere, aceste unități sunt fixate în siguranță pe masa mașinii de frezat.
Cea mai importantă operație este alinierea precisă a tăietorului față de angrenajul care se restabilește. Pentru a face acest lucru, folosim un șubler, un micrometru și o riglă de metal.
Împărțim caracteristicile capului la numărul de dinți și obținem numărul de rotații ale mânerului la 1 dinte. De obicei, rezultatul este un număr fracționar. Această valoare se găsește apoi pe cercul divizor.
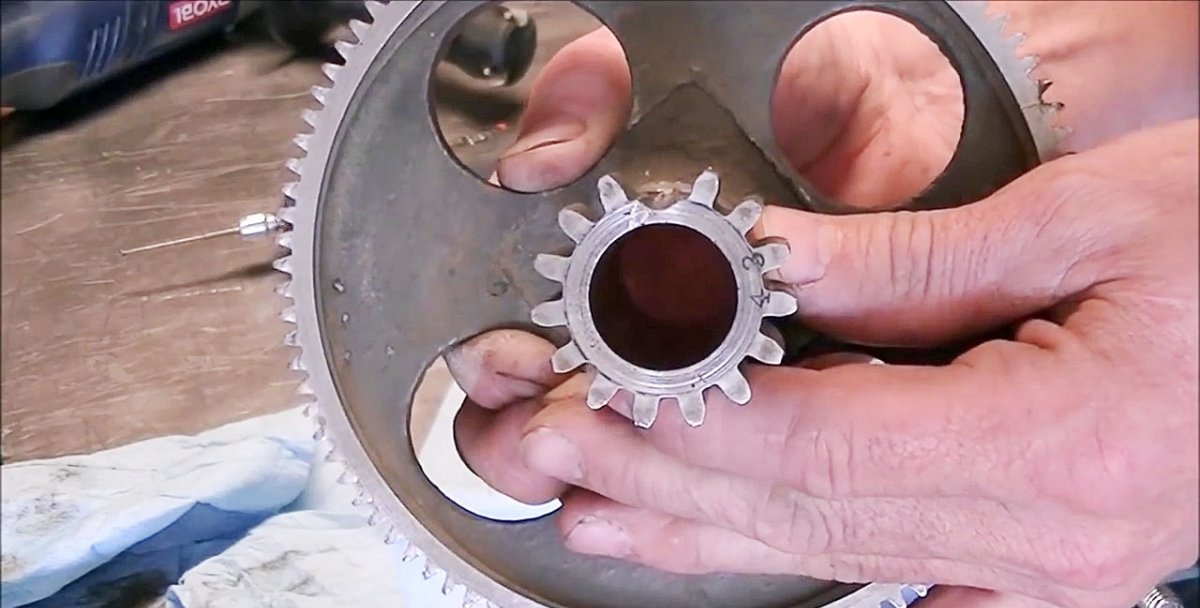
Acum puteți porni axul mașinii de frezat și puteți începe să modelați una dintre cavitățile dintelui care este restaurat. Este mai bine să faceți acest lucru în 2-3 treceri pentru a nu deteriora suprafața. Când se formează un dinte, este necesar să se îndepărteze particulele de material tăiat din tăietor și să se lubrifieze unealta. În continuare, îndepărtăm tăietorul și întoarcem roata dințată exact cu un pas cu capul despărțitor și repetăm din nou operația anterioară.


O nota
De ce să folosiți bronzul siliconic pentru a forma un dinte pe un angrenaj din fontă? Nu este mai sigur să sudezi cavitatea dintre dinți cu un electrod din fontă și apoi să o procesezi cu un tăietor de roți?
Dacă faceți acest lucru, atunci din cauza temperaturii ridicate, fonta se „albește” și creează zone care sunt practic imposibil de prelucrat. Bronzul siliconic este similar ca rezistență cu fonta gri și chiar mai mare ca rezistență la tracțiune. În același timp, prelucrarea sa, după cum am văzut, nu este deloc dificilă.
Priveste filmarea
Cursuri de master similare

Cum să restabiliți un burghiu ars transformând-o de la 220 V la 12 V

Cum să restabiliți un angrenaj din plastic

Cum să transformi un angrenaj de sincronizare într-o tăietoare de lemn cu drepturi depline

Demontarea completă a cutiei de viteze a cutiei de perii pentru a îndepărta produsele de uzură

Refacerea dintilor din plastic prin moletare

Cum să tăiați și să ascuți dinții noi pe un ferăstrău vechi
Deosebit de interesant






Comentarii (16)
