Spájkovacie pramene z hliníkového a medeného drôtu
Poďme sa teda porozprávať o tom, ako spájkovať hliník. Tí, ktorí čelili tejto úlohe, vedia, že hliník je ťažké spájkovať. Je to spôsobené tenkým oxidovým filmom, ktorý sa rýchlo vytvára na povrchu tohto kovu pod holým nebom. Preto sa na spájkovanie hliníka používajú špeciálne tavivá. Proces spájkovania hliníka predvediem na príklade pocínovania a spájkovania prameňov drôtu.
Pri inštalácii elektrického vedenia vždy preferujem spájkované spoje. Verím, že táto metóda poskytuje lepší elektrický kontakt v porovnaní s konvenčným krútením drôtov bez ich spájkovania alebo krimpovania do objímky alebo hrotu.

Budeme potrebovať:
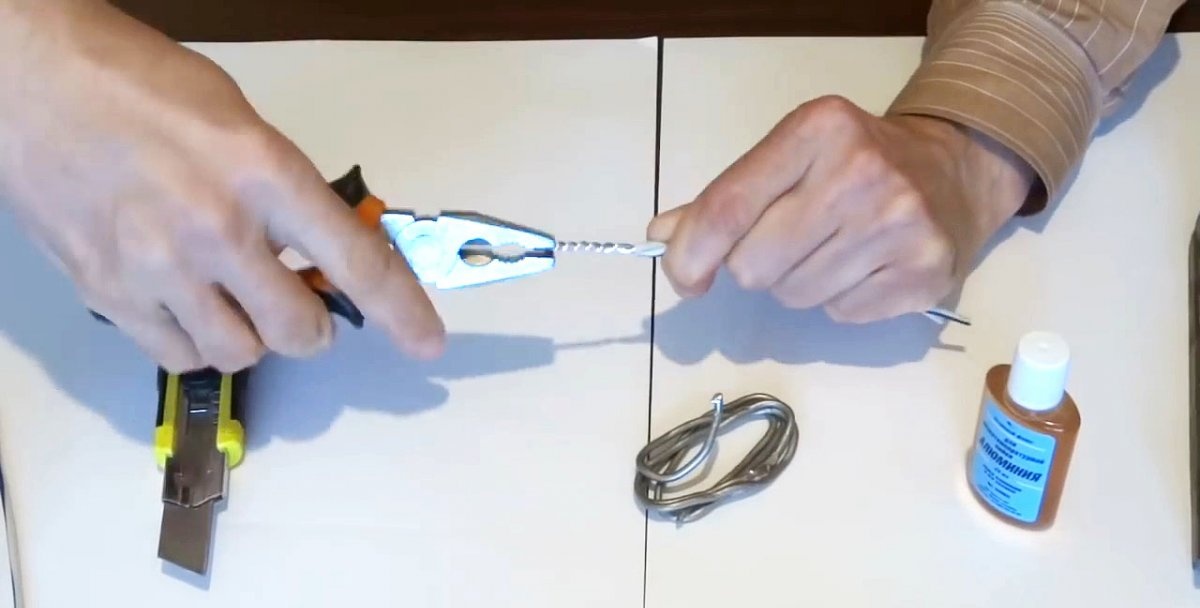
Začnime spájkovaním skrútených hliníkových drôtov.Pred krútením drôtov sa musíte uistiť, že povrch hliníkových vodičov je čistý. V opačnom prípade musíte drôt odizolovať nožom. Povrch drôtu by mal byť svetlostrieborný, nie tmavosivý.
Skrúcame kliešťami.
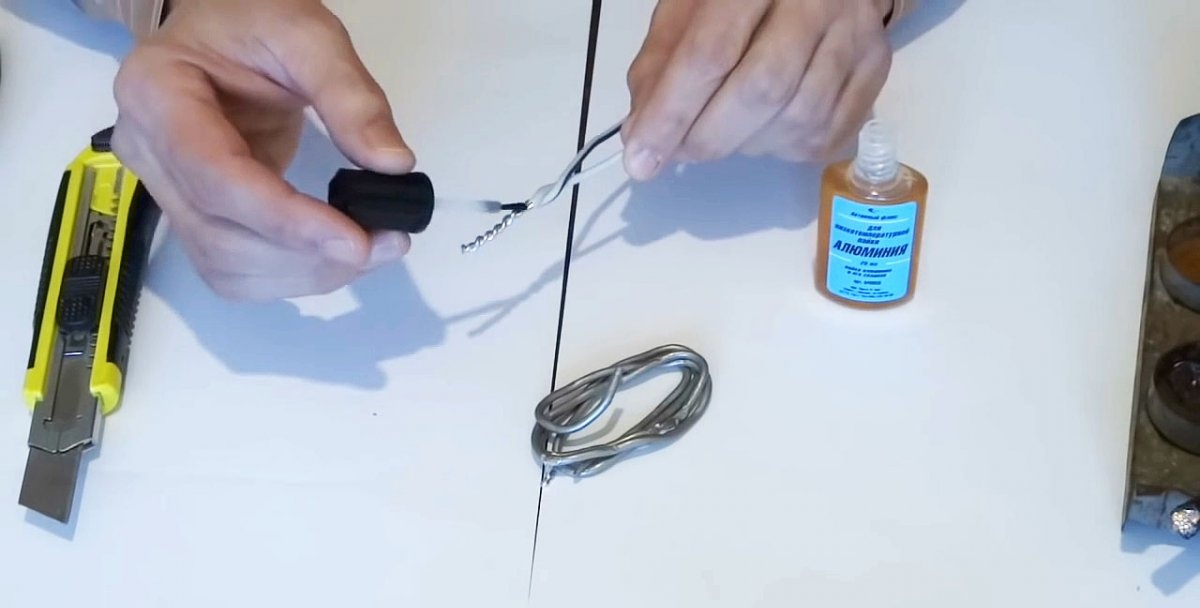
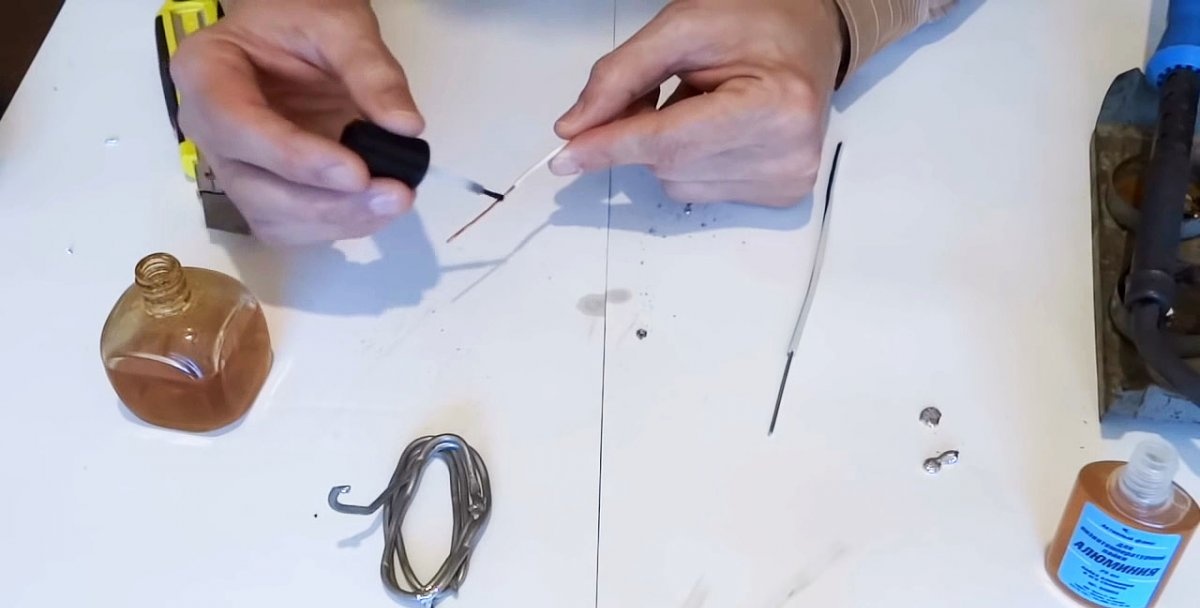
Na spájkovanie hliníka používame špeciálne tavidlo. Môže mať špecifickú značku F-61A, F-59A, F-64 atď., alebo sa môže jednoducho nazývať „tavivo na spájkovanie hliníka“. Fľaša s objemom 25 ml stojí približne 45 rubľov a vydrží dlho.

Pomocou štetca naneste tenkú vrstvu tavidla na twist zo všetkých strán.
Hrot spájkovačky zahriaty na prevádzkovú teplotu navlhčite spájkou tak, že sa ho zľahka dotknete. Pohladením zákrutu pracovným povrchom hrotu naň naneste spájku.

Spájka a hliník majú podobnú farbu, ale to vám nebráni v pozorovaní, ako sa spájka šíri po povrchu drôtov a vypĺňa medzery medzi nimi. S množstvom spájky by ste to nemali preháňať, stačí tenká vrstva na povrchu hliníka, treba sa vyhnúť zamrznutým kvapkám.

Medené pramene spájkujem rovnakým spôsobom, iba tavidlom je v tomto prípade roztok kolofónie v acetóne. Pripravujem ho nasledovne. Do fľaše nalejem asi 30 ml acetónu a postupne do nej pridávam kolofóniu, predtým rozdrvenú na prášok. Miešaním dosiahnem úplné rozpustenie kolofónie. V dôsledku toho by mal roztok získať farbu slabého čaju. Tavidlo nanášam aj štetcom, spotreba kolofónie je zanedbateľná a vďaka tekutosti acetónu preniká roztok aj do najmenších štrbín. Ak použijete nerozpustenú kolofóniu, nebude to fungovať tak úhľadne; prebytok sa potom musí odstrániť.

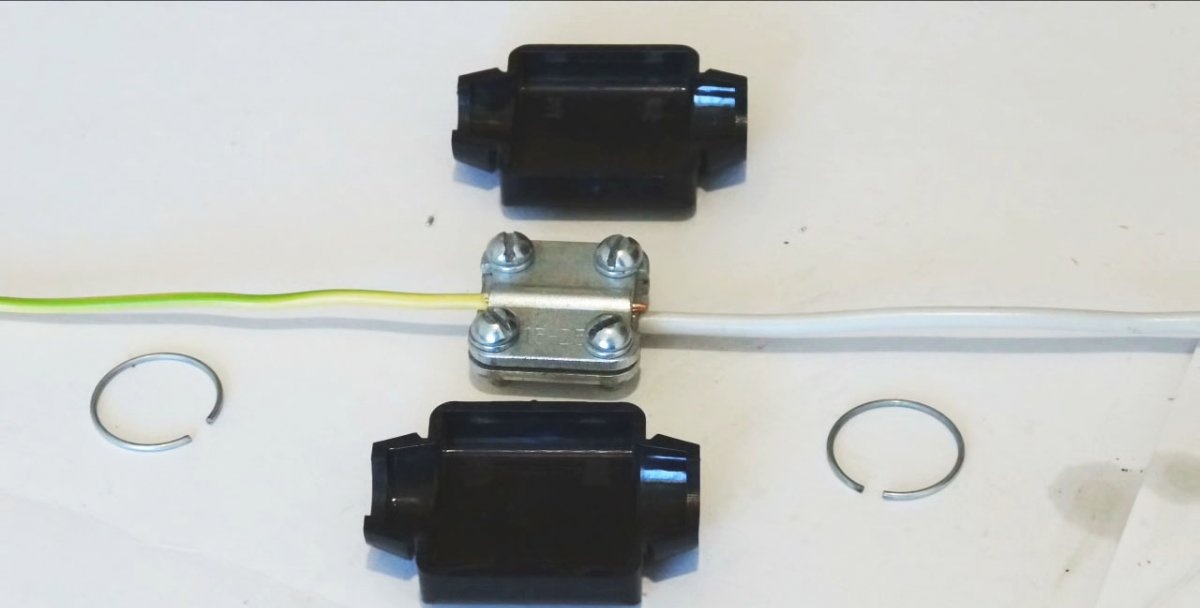
Pri inštalácii elektrického vedenia je zakázané priamo spájať vodiče s vodičmi s prúdom z medi a hliníka. V dôsledku elektrochemických procesov sa na rozhraní medzi týmito kovmi vytvorí oxidový film, ktorý zvyšuje prechodový odpor. Prítomnosť vlhkosti aktivuje reakciu. V dôsledku toho sa križovatka začne zahrievať, čo ďalej urýchľuje proces korózie. Meď a hliník sú spojené cez tretí kov. Zvyčajne sa používa skrutkové spojenie s oceľovou podložkou inštalovanou medzi drôtmi alebo špeciálnymi svorkami, ktoré zabraňujú priamemu kontaktu drôtov.


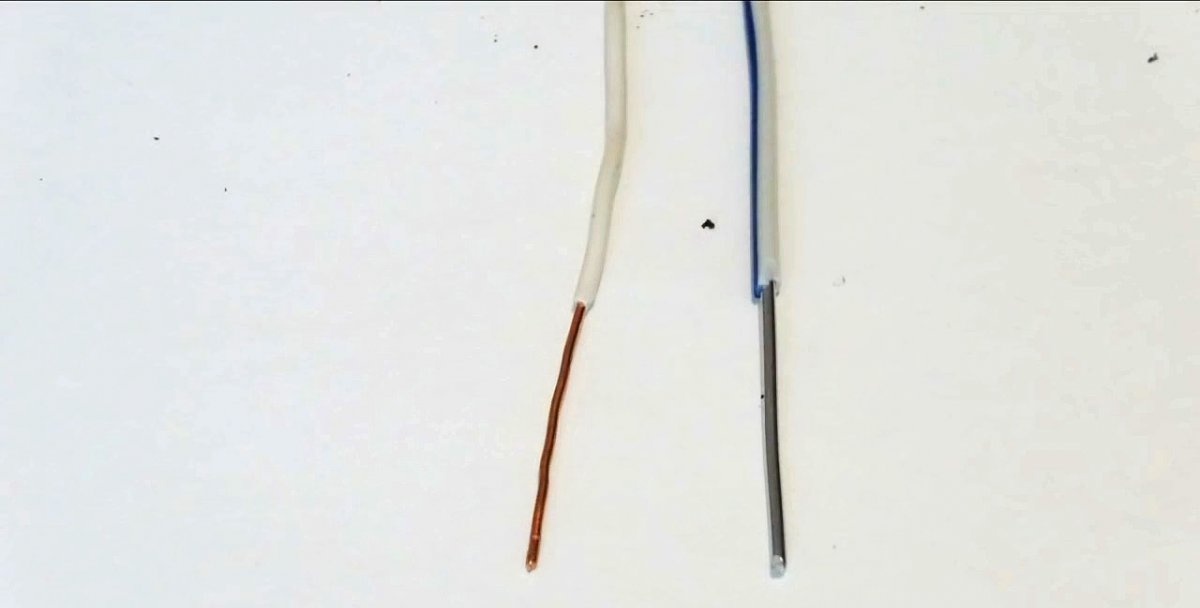
Ak je potrebné spojiť vodiče medenými a hliníkovými vodičmi, postupujem nasledovne.

Medené a hliníkové drôty, ktoré je potrebné spojiť, predcínujem, to znamená, že ich prekryjem tenkou vrstvou spájky.

Zároveň používam na každý kov iné tavidlo, ale používam rovnakú spájku. Potom drôty skrútim a zapájkujem na vonkajšej strane. Výsledkom je, že medené a hliníkové drôty sú spojené vrstvou spájky, ktorá ich oddeľuje. Cín a olovo obsiahnuté v spájke sú chemicky neutrálne voči medi a hliníku, čo eliminuje výskyt elektrochemickej korózie. Vonkajšia vrstva spájky nanesená na zákrut utesňuje kontakt a chráni ho pred vonkajšími vplyvmi.

Niekedy môžete počuť názor, že zákruty pri spájkovaní predstavujú potenciálne nebezpečenstvo. Predpokladá sa, že pri prehriatí krútenia sa spájka roztaví a pri odkvapkávaní poškodzuje izoláciu iných drôtov. Poďme na to.
Samotné skrútenie, najmä pri spájkovaní, poskytuje oblasť elektrického kontaktu, ktorá je niekoľkonásobne väčšia ako prierez hlavného drôtu.To znamená, že pri preťažení elektrického vedenia bude ohrev zákrutu minimálny. V tomto prípade sa drôt po celej dĺžke prehreje, čo môže viesť k roztaveniu izolácie oveľa skôr ako k roztaveniu spájky. Dôvodom tejto situácie nie je prítomnosť krútenia alebo spájkovania, ale absencia ističa alebo jeho nesprávna voľba.
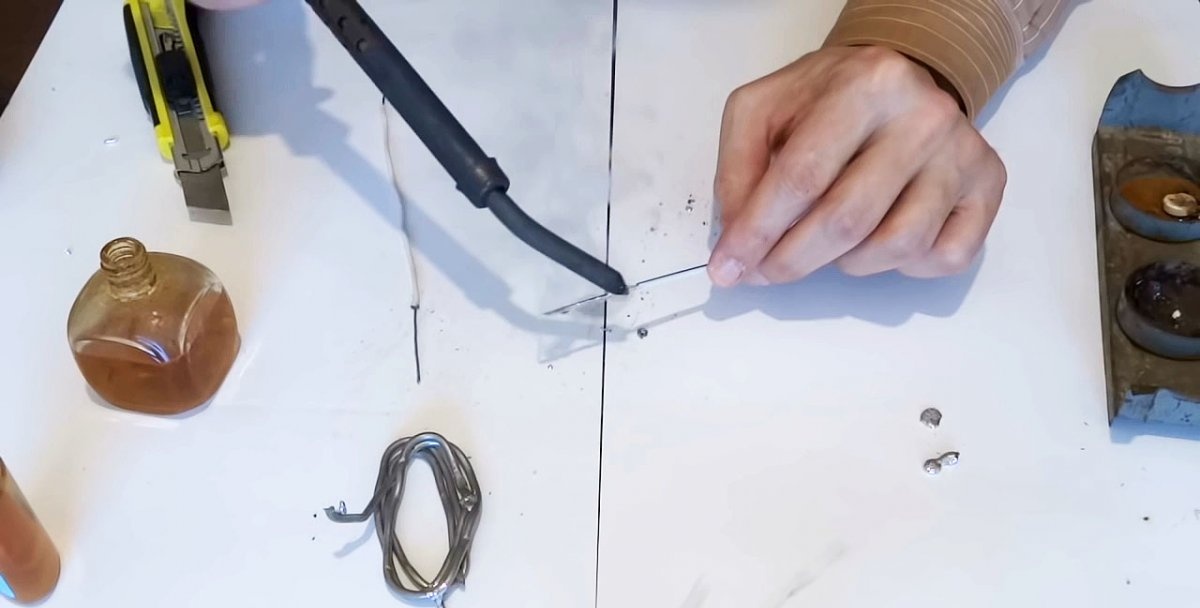
Pokiaľ ide o „deštruktívny“ účinok roztavenej spájky, počas procesu spájkovania sa môžete uistiť, že jej kvapky, ktoré náhodne spadnú z hrotu spájkovačky, neprepália ani noviny na stole.
Pri spájkovaní dodržiavajte základné bezpečnostné pravidlá. Práca s elektrickou spájkovačkou zahŕňa nasledujúce nebezpečenstvá:
Pri inštalácii elektrického vedenia vždy preferujem spájkované spoje. Verím, že táto metóda poskytuje lepší elektrický kontakt v porovnaní s konvenčným krútením drôtov bez ich spájkovania alebo krimpovania do objímky alebo hrotu.

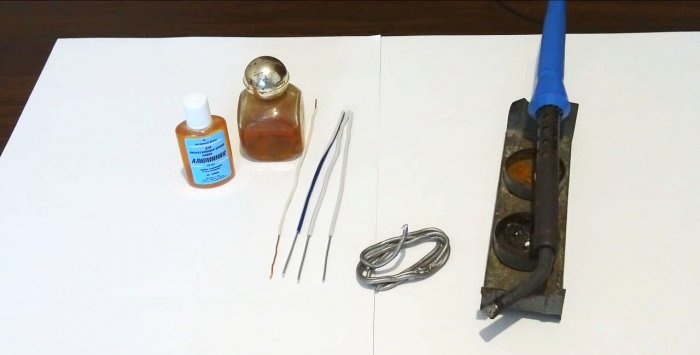
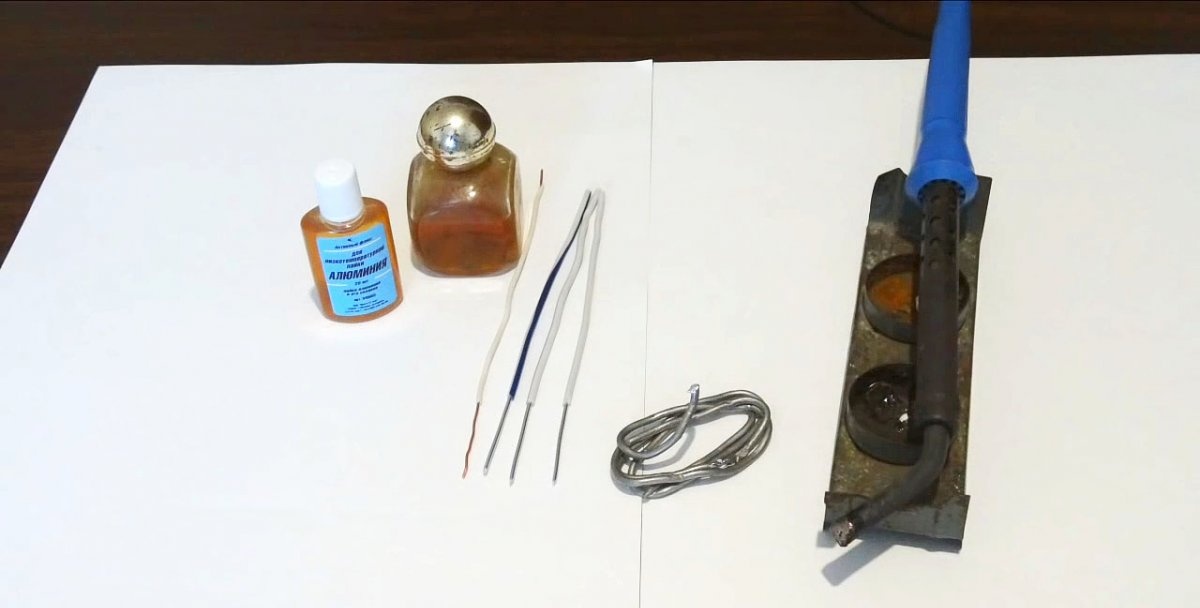
Potrebné nástroje a materiály
Budeme potrebovať:
- bežná spájkovačka s výkonom 40 wattov;
- nôž na odizolovanie a odizolovanie drôtov;
- tavidlo na spájkovanie hliníka (F-61A, F-59A, F-64 atď.);
- roztok kolofónie v acetóne alebo alkohole;
- olovo-cínovú spájku;
- orezávanie hliníkových a medených drôtov s prierezom 2,5 - 4 metrov štvorcových. mm.
Začnime spájkovať
Spájkovanie krútených hliníkových drôtov
Začnime spájkovaním skrútených hliníkových drôtov.Pred krútením drôtov sa musíte uistiť, že povrch hliníkových vodičov je čistý. V opačnom prípade musíte drôt odizolovať nožom. Povrch drôtu by mal byť svetlostrieborný, nie tmavosivý.
Skrúcame kliešťami.
Na spájkovanie hliníka používame špeciálne tavidlo. Môže mať špecifickú značku F-61A, F-59A, F-64 atď., alebo sa môže jednoducho nazývať „tavivo na spájkovanie hliníka“. Fľaša s objemom 25 ml stojí približne 45 rubľov a vydrží dlho.

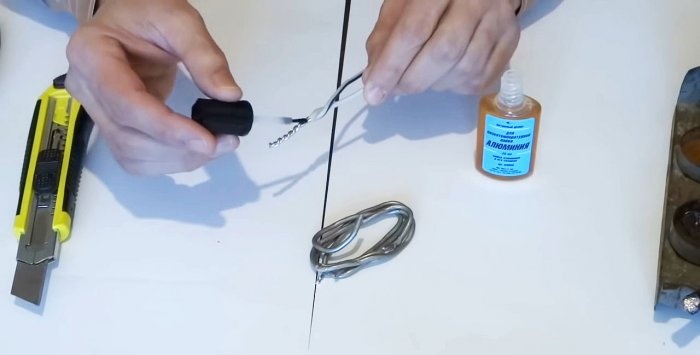
Pomocou štetca naneste tenkú vrstvu tavidla na twist zo všetkých strán.
Hrot spájkovačky zahriaty na prevádzkovú teplotu navlhčite spájkou tak, že sa ho zľahka dotknete. Pohladením zákrutu pracovným povrchom hrotu naň naneste spájku.
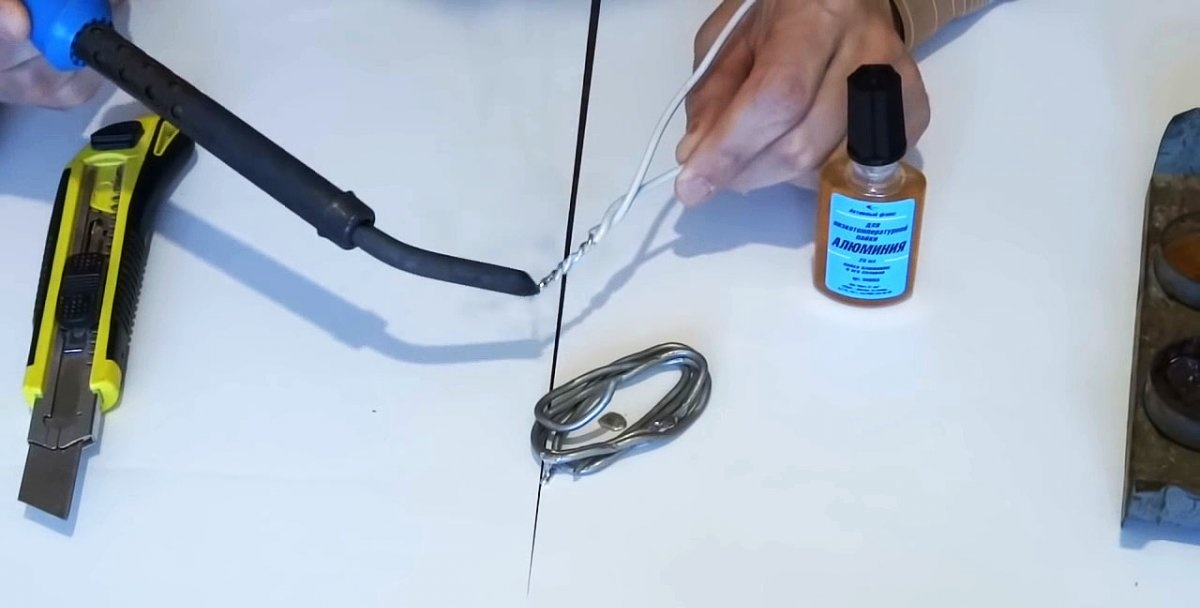
Spájka a hliník majú podobnú farbu, ale to vám nebráni v pozorovaní, ako sa spájka šíri po povrchu drôtov a vypĺňa medzery medzi nimi. S množstvom spájky by ste to nemali preháňať, stačí tenká vrstva na povrchu hliníka, treba sa vyhnúť zamrznutým kvapkám.
Spájkovanie medeným zákrutom

Medené pramene spájkujem rovnakým spôsobom, iba tavidlom je v tomto prípade roztok kolofónie v acetóne. Pripravujem ho nasledovne. Do fľaše nalejem asi 30 ml acetónu a postupne do nej pridávam kolofóniu, predtým rozdrvenú na prášok. Miešaním dosiahnem úplné rozpustenie kolofónie. V dôsledku toho by mal roztok získať farbu slabého čaju. Tavidlo nanášam aj štetcom, spotreba kolofónie je zanedbateľná a vďaka tekutosti acetónu preniká roztok aj do najmenších štrbín. Ak použijete nerozpustenú kolofóniu, nebude to fungovať tak úhľadne; prebytok sa potom musí odstrániť.

Točený medený a hliníkový drôt
Pri inštalácii elektrického vedenia je zakázané priamo spájať vodiče s vodičmi s prúdom z medi a hliníka. V dôsledku elektrochemických procesov sa na rozhraní medzi týmito kovmi vytvorí oxidový film, ktorý zvyšuje prechodový odpor. Prítomnosť vlhkosti aktivuje reakciu. V dôsledku toho sa križovatka začne zahrievať, čo ďalej urýchľuje proces korózie. Meď a hliník sú spojené cez tretí kov. Zvyčajne sa používa skrutkové spojenie s oceľovou podložkou inštalovanou medzi drôtmi alebo špeciálnymi svorkami, ktoré zabraňujú priamemu kontaktu drôtov.

Ak je potrebné spojiť vodiče medenými a hliníkovými vodičmi, postupujem nasledovne.

Medené a hliníkové drôty, ktoré je potrebné spojiť, predcínujem, to znamená, že ich prekryjem tenkou vrstvou spájky.
Zároveň používam na každý kov iné tavidlo, ale používam rovnakú spájku. Potom drôty skrútim a zapájkujem na vonkajšej strane. Výsledkom je, že medené a hliníkové drôty sú spojené vrstvou spájky, ktorá ich oddeľuje. Cín a olovo obsiahnuté v spájke sú chemicky neutrálne voči medi a hliníku, čo eliminuje výskyt elektrochemickej korózie. Vonkajšia vrstva spájky nanesená na zákrut utesňuje kontakt a chráni ho pred vonkajšími vplyvmi.

Niekedy môžete počuť názor, že zákruty pri spájkovaní predstavujú potenciálne nebezpečenstvo. Predpokladá sa, že pri prehriatí krútenia sa spájka roztaví a pri odkvapkávaní poškodzuje izoláciu iných drôtov. Poďme na to.
Samotné skrútenie, najmä pri spájkovaní, poskytuje oblasť elektrického kontaktu, ktorá je niekoľkonásobne väčšia ako prierez hlavného drôtu.To znamená, že pri preťažení elektrického vedenia bude ohrev zákrutu minimálny. V tomto prípade sa drôt po celej dĺžke prehreje, čo môže viesť k roztaveniu izolácie oveľa skôr ako k roztaveniu spájky. Dôvodom tejto situácie nie je prítomnosť krútenia alebo spájkovania, ale absencia ističa alebo jeho nesprávna voľba.
Pokiaľ ide o „deštruktívny“ účinok roztavenej spájky, počas procesu spájkovania sa môžete uistiť, že jej kvapky, ktoré náhodne spadnú z hrotu spájkovačky, neprepália ani noviny na stole.
Záver
Pri spájkovaní dodržiavajte základné bezpečnostné pravidlá. Práca s elektrickou spájkovačkou zahŕňa nasledujúce nebezpečenstvá:
- úraz elektrickým prúdom, ak dôjde k poruche (prerušenie fázy na tele a hrote spájkovačky);
- možnosť popálenia (bod tavenia oloveno-cínových spájok je cca 200°C).
Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (22)
