Ako uvariť profil bez prepálenia

Zručnosť zvárania sa rozvíja so skúsenosťami. Je celkom normálne, ak sa pri zváraní najskôr prepáli tenkostenný kov, švy ležia nerovnomerne a získajú sa nedbalé guľôčky. Aby bolo zváranie po prvýkrát prijateľné, musíte dodržiavať niekoľko tipov.
Vybavenie:
- zváračka;
- zváračská maska;
- elektródy 3 mm.

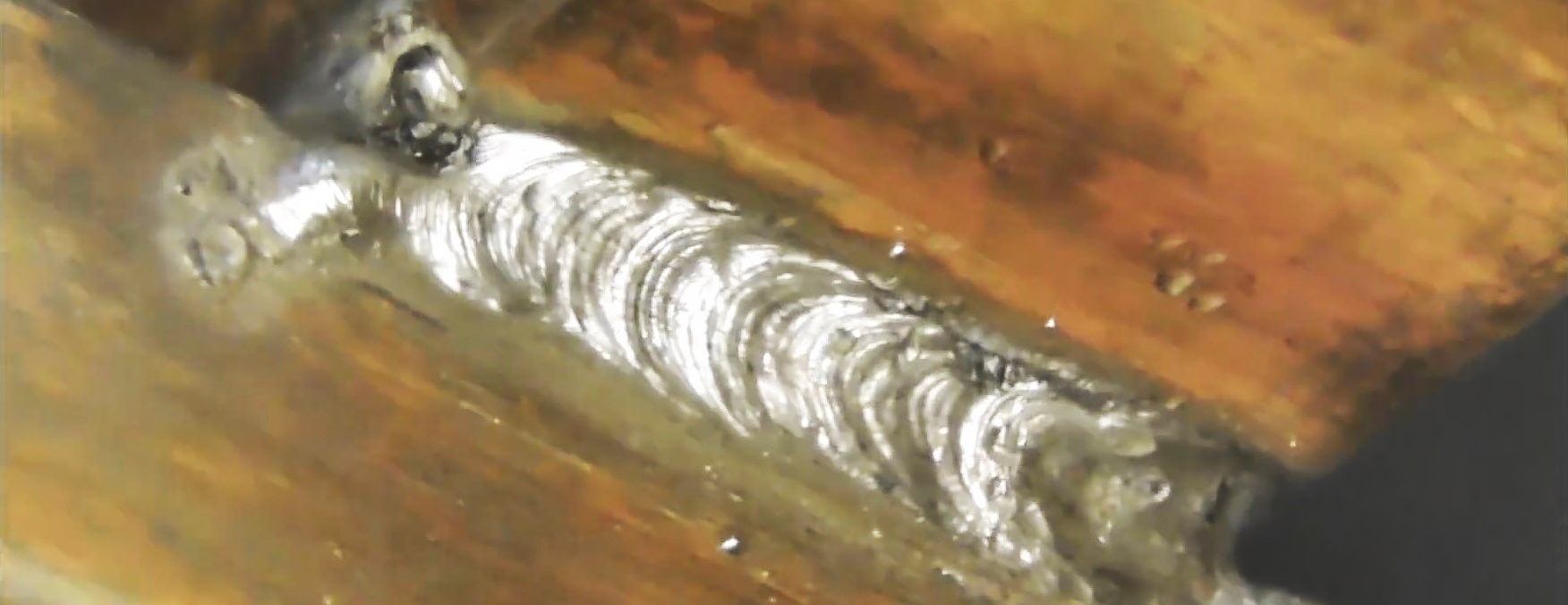
Zvárací kov s 2 mm súvislým švom
Na zváranie profilových rúr s konvenčným invertorom je lepšie použiť elektródy 3 mm. Ak je hrúbka kovových stien iba 2 mm, potom je prúd nastavený na 85A. Koniec zváracej elektródy je umiestnený pod uhlom 45 stupňov k zváraným rúram.


Oblúk sa zapáli a keď sa elektróda začne taviť, hladko sa pritiahne k sebe. Po dosiahnutí koncového bodu švu sa odlepí od povrchu.
Zváranie rúr so stenou 1,5 mm s oddelením
Pre tenkostenné rúry sa používa aj 3mm elektróda, ale prúd na zváračke je nastavený na 75A. Ak vediete oblúk cez takýto kov, prehreje sa a prepáli. V tomto prípade musíte tiež začať variť zo vzdialeného bodu a držať elektródu na 45 stupňoch. Po zapálení oblúka sa potiahne k sebe o 10 mm a na sekundu sa vypne.

Potom sa uskutoční dotyk v mieste roztrhnutia a šev sa potiahne o ďalších 10 mm.Takýmto prerušením je možné zabrániť prehriatiu kovu a horeniu. Táto metóda pomôže aj na tenkostenných rúrach.














