Ako vyrobiť nástroj na označovanie hladkých ohybov profilových rúr
Na hladké ohýbanie profilových rúr o 90 stupňov sú potrebné určité skúsenosti a samostatné výpočty pre každú veľkosť. Ale každý dospelý môže zvládnuť túto úlohu, ak má špeciálny značkovací nástroj, ktorý sa dá prispôsobiť ľubovoľnej veľkosti. Nie je ťažké vyrobiť a z odpadových materiálov.

Bude potrebovať
Materiály:- zvyšok oceľového plechu;
- kus oceľového pásu;
- kusy plexiskla;
- skrutka, podložka a pružina;
- farba v spreji.
Proces výroby nástroja na označovanie hladkého 90-stupňového ohybu profilových rúr
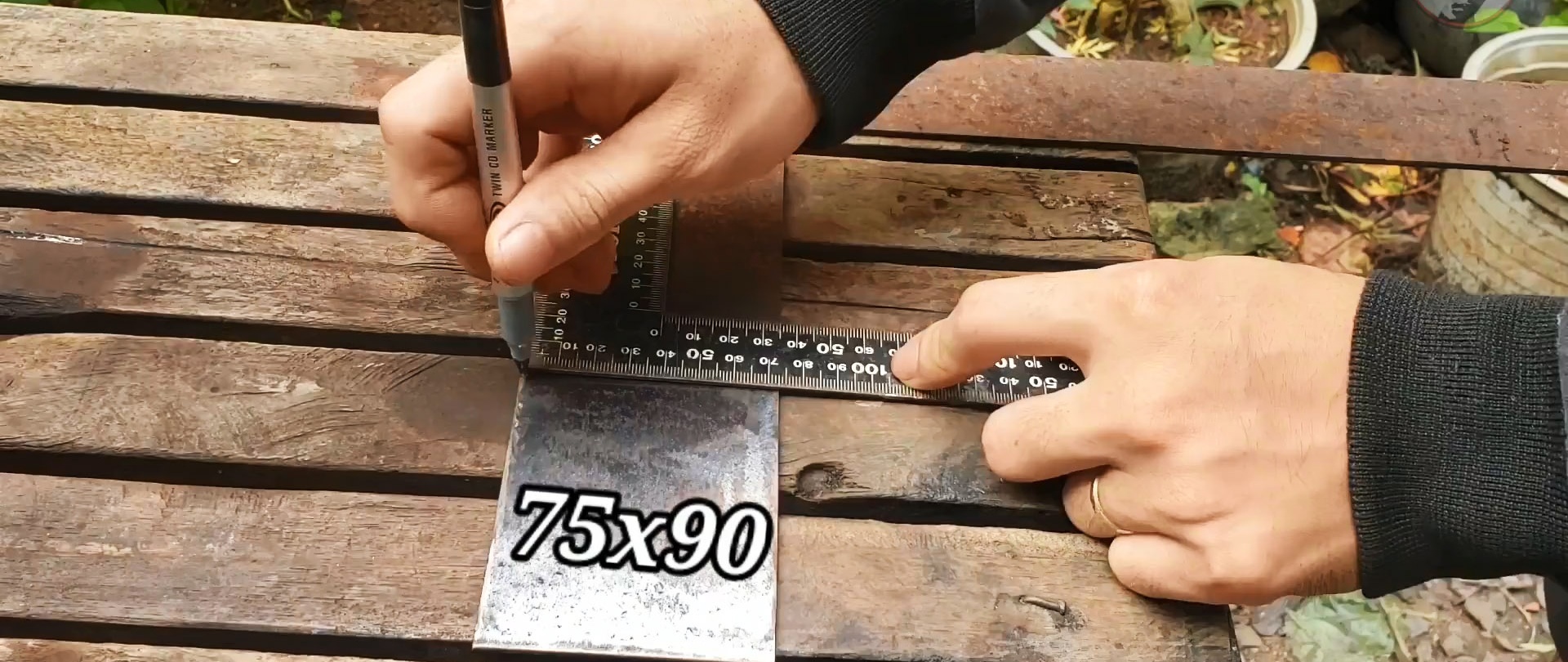
Profilová rúra je označená pre hladký 90-stupňový ohyb pomocou zodpovedajúceho kruhu s priemermi vyznačenými v pravom uhle. Metóda je jednoduchá, ale nepresná a každá veľkosť potrubia vyžaduje svoj vlastný kruh. Vyrobíme vám univerzálne zariadenie, vhodné pre rôzne veľkosti potrubí, jednoduché na obsluhu a presnejšie. Z oceľového plechu hrúbky 3 mm vyrežte obdĺžnik 75 × 90 mm.
Z pásika hrúbky 5 mm si odrežeme kus 175×20 mm. Pomocou magnetickej svorky zvaríme pás na okraji pozdĺž krátkej strany obdĺžnikovej dosky. Zvarové švy prebrúsime brúskou.

Na voľnom konci pásu zo strany dosky vyvŕtajte slepý otvor, vyrežte závit a zaskrutkujte skrutku.

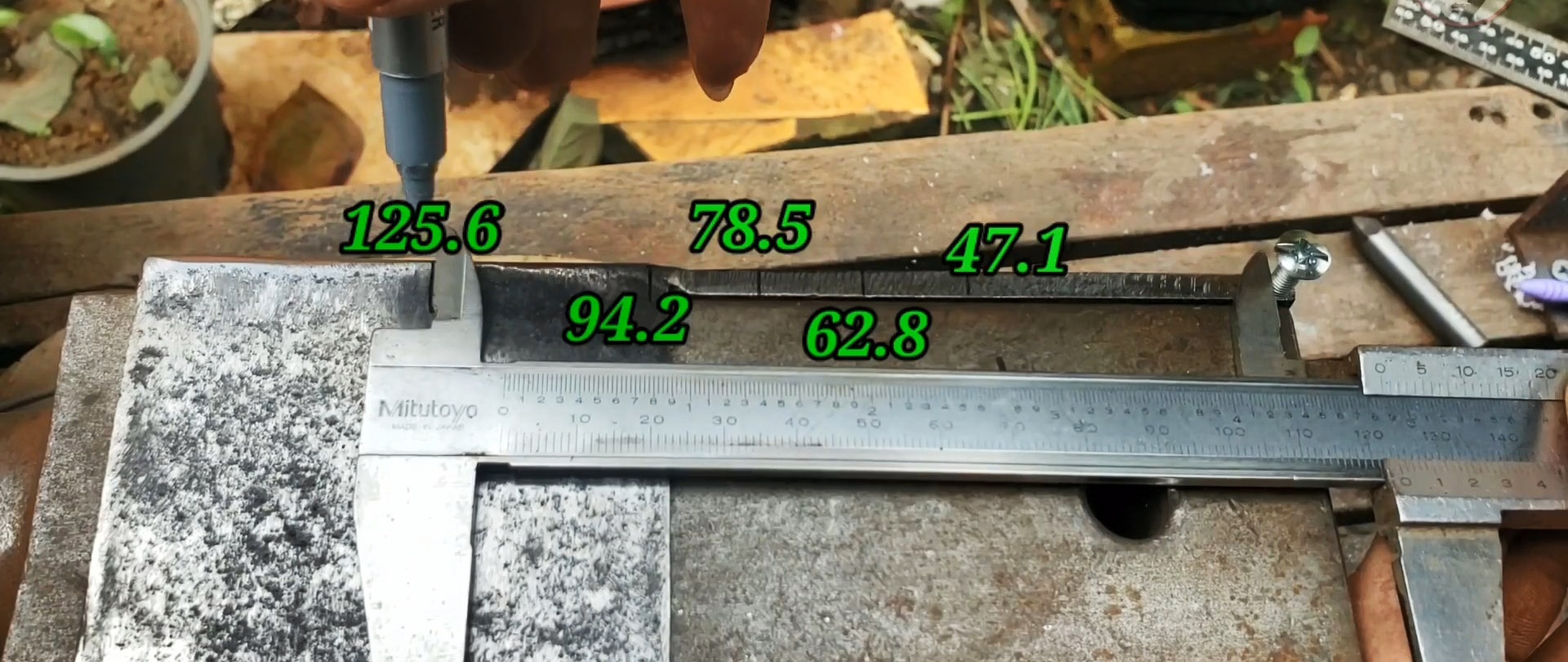
Na okraji pásu od skrutky k obdĺžnikovej doske urobíme značky vo vzdialenosti určenej pomerom: π×R/2, kde π=3,14, R je štandardná veľkosť profilovej rúry. Takže pre štvorcovú rúrku 30×30 mm sa rovná 3,14×15=47,1 mm, 40×40 mm – 62,8 mm, 50×50 mm – 3,14×25=78,5 mm, 60×60 mm – 3,14×30= 94,2 mm, 40×80 mm – 3,14×40=125,6 mm atď.

Od dvoch značiek najďalej od skrutky nakreslíme zvislé čiary pozdĺž povrchu platne k jej voľnému okraju. Na koncoch najvzdialenejšej čiary porovnáme otvory, pozdĺž druhej čiary zarovnáme zvislý okraj dosky.
Otvory v doske spojíme štrbinou so šírkou rovnajúcou sa priemeru otvorov. Spracujeme okrúhlym pilníkom, aby sme odstránili otrepy a zaoblili okraje.


Značky na pásiku prehĺbime pilníkom. Na doske nakreslíme čiaru rovnobežnú so štrbinou a urobíme značky vertikálne vo vzdialenosti od pásu R/2, kde R je strana profilovej rúry. Pre rúrku 30x30 mm sa bude rovnať: 30/2=15 mm, 40x40 mm - 20 mm, 50x50 mm - 25 mm, 60x60 mm - 30 mm, 40x80 mm - 40 mm atď. d. Vyvŕtajte otvory pozdĺž týchto známky.


Z plexiskla si vystrihneme plát 95×15×5 mm.

Nakreslíme na ňu pozdĺžnu stredovú čiaru a od počiatočného bodu na konci dosky pomocou kružidla s ňou vyznačíme priesečníky s polomermi 32, 42, 52, 62 a 82 mm.


V týchto bodoch, vrátane spoločného bodu, vyvŕtame otvory. Plexisklovú dosku zbrúsime a rohy zaoblíme brúsnym papierom. Značky a častice z platne odstránime rozpúšťadlom.
Značkovací kov natrieme farbou v spreji a po zaschnutí priskrutkujeme plexisklovú dosku k závitovému otvoru na oceľovom páse pomocou odpruženej skrutky.

Pomocou nástroja
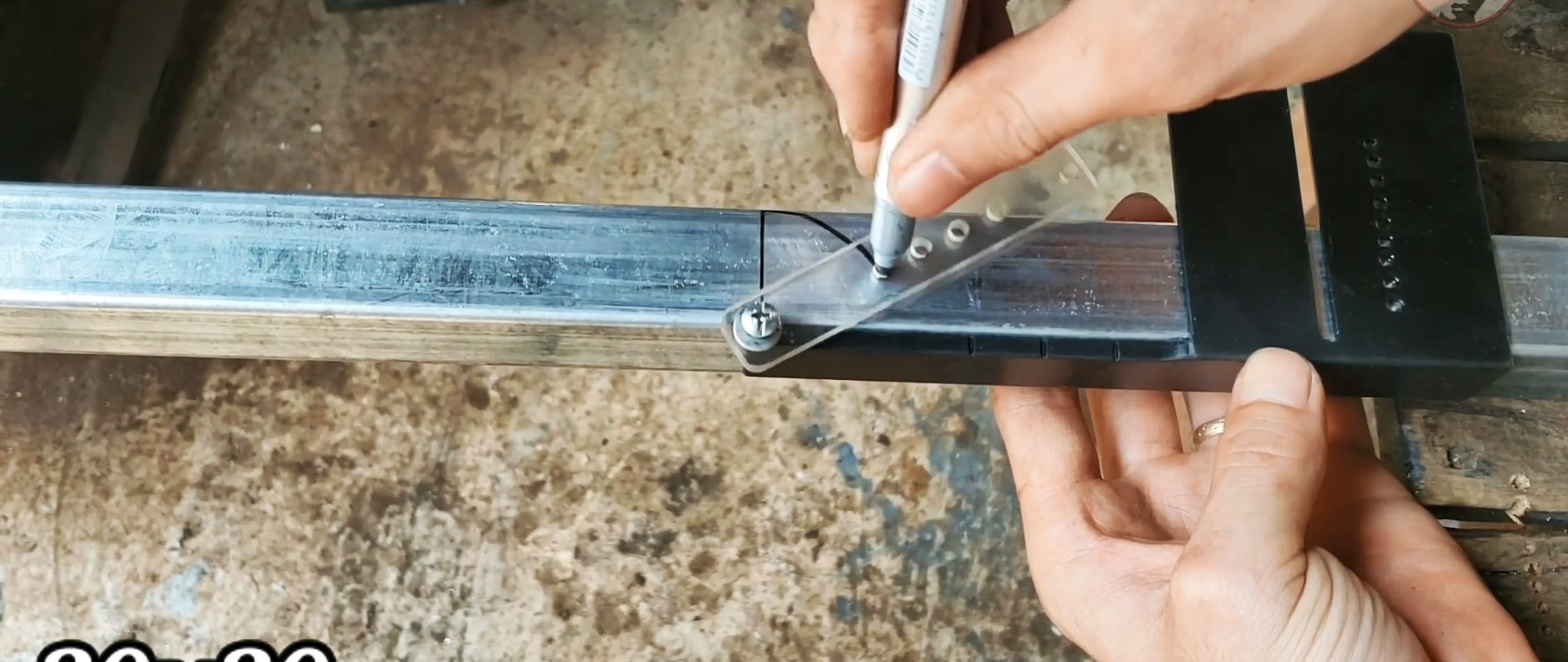
Nástroj sa ľahko používa. Zmeriame stranu profilovej rúry a nakreslíme priečnu čiaru v ohybe, nainštalujeme na ňu dosku z plexiskla a posúvame pásik so značkami pozdĺž priľahlej strany profilového potrubia.

Vložte značku do zodpovedajúceho otvoru v plexisklovej doske a nakreslite kruhový oblúk pozdĺž povrchu potrubia. V závislosti od štandardnej veľkosti potrubia pomocou zodpovedajúcej značky na páse alebo doske nakreslite zvislú čiaru pozdĺž povrchu potrubia.
Značky prenesieme na iné strany a označíme miesta na odstránenie. Potom sa potrubie ľahko a hladko ohne o 90 stupňov. Zostáva len opraviť ohyb zváraním.


Ak po označení zmeriame vzdialenosť medzi extrémnymi zvislými čiarami, potom budú rovnaké pre rúrku 30 x 30 mm - 47,1 mm, 40 x 40 mm - 62,8 mm, 50 x 50 mm - 78,5 mm, 60 x 60 mm - 94,2 mm a 40 x 80 mm – 125,6 mm.
Hodnotu R/2, ktorá je potrebná na označenie, možno ľahko zistiť pritlačením pásika so značkami na stranu profilovej rúry a pomocou značky cez príslušný otvor v kovovej platni naniesť značku na povrch rúrky. potrubie.


Pozri si video
Podobné majstrovské kurzy












