Како претворити округлу ПВЦ цев у квадратну
Понекад постоји потреба за кратком квадратном ПВЦ цеви. Можете га купити у продавници, али тамо неће продати мали комад, а куповина цеви пресека 150к150 мм и дужине од најмање два метра је мало скупа. У поређењу са округлом цеви пречника 150 мм исте дужине, коштаће скоро двоструко више.

Покушајмо да направимо квадратну цев попречног пресека 150 к 150 мм сопственим рукама од округле ПВЦ цеви пречника 150 мм. Да бисмо то урадили, биће нам потребно још неколико дрвених плоча или иверица, као и фен за косу, пожељно грађевински фен за косу, и чекић. Препоручљиво је носити рукавице на рукама, јер ће цев морати да се загреје на 140 степени Целзијуса.
Најважнији прелиминарни рад који нас очекује је израчунавање ширине дасака и дебљине уметка између њих како би се размакнула округла цев током процеса загревања и претварања у квадратни производ.
Ако су одстојници мањи по величини, посебно по ширини од потребне, онда цев неће бити потпуно квадратна, а ако су дозвољене димензије прекорачене, постоји велика вероватноћа да се поквари на местима савијања.
Ширина дасака мора тачно одговарати страни уписаног квадрата у цеви пречника 150 мм, наравно, узимајући у обзир дебљину њених зидова. У нашем случају, две спољне плоче треба да имају ширину од 112 мм и дужину нешто већу од исте величине цеви.

Уметак између њих, који смо претходно назвали одстојник, узимајући у обзир дебљину бочних дасака, која је 15 мм, треба да има попречни пресек 80 к 80 мм и може бити композитни ако нема низа ове величине .

У овој фази на сцену ступа фен за косу којим ћемо загревати материјал округле цеви док не омекша. Загревање се мора вршити равномерно и пластика се не сме прегревати изнад 140 степени Целзијуса, иначе се може истопити, изгубити облик и постати неподесна за даљу трансформацију.

Али пре него што почнете да загревате улазни део округле цеви, потребно је да у њега уметнете елементе дизајниране да формирају квадратни део. Најпре убацујемо бочне даске по целој дужини цеви, затим између њих убацујемо одстојник са страном на којој је предвиђена косина и снагом само једне руке гурамо што даље.

Затим почињемо да равномерно загревамо улазни део оригиналне цеви, постепено померајући зону грејања даље дуж њене дужине. У овом случају, потребно је стално пратити степен загревања и омекшавања пластике слободном руком у рукавици.
Када флексибилност цеви постане довољна, узимамо чекић у руке и закуцавамо одстојник према унутра између две плоче. Ако процес иде споро, онда поново загревамо цев изнутра, споља, па чак и са њеног другог краја.

Зато настављамо да наизменично грејемо и гурамо одстојник, помажући се чекићем ако је потребно, све даље од почетка цеви док се одстојник не појави са супротног краја.

Сада када су елементи квадратног попречног пресека заузели свој коначни положај, настављамо да загревамо пластику феном равномерно са свих страна док квадратна цев не поприми готов изглед.
Остаје само, након што неко време држите четвртасту цев на елементима за формирање док се не охлади, чекићем избијете комаде дрвета из цеви, укључујући у завршној фази крајем дршке.


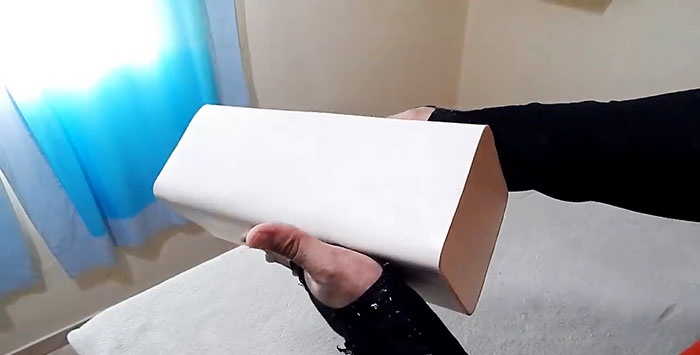
Од округле цеви пречника 150 мм, добили смо квадратни пресек 150×150 мм са благо заобљеним угловима, што цеви не само да даје естетски изглед, већ је чини и чвршћом, посебно када апсорбује оптерећења савијања.
Покушајмо да направимо квадратну цев попречног пресека 150 к 150 мм сопственим рукама од округле ПВЦ цеви пречника 150 мм. Да бисмо то урадили, биће нам потребно још неколико дрвених плоча или иверица, као и фен за косу, пожељно грађевински фен за косу, и чекић. Препоручљиво је носити рукавице на рукама, јер ће цев морати да се загреје на 140 степени Целзијуса.
Припремне радње
Најважнији прелиминарни рад који нас очекује је израчунавање ширине дасака и дебљине уметка између њих како би се размакнула округла цев током процеса загревања и претварања у квадратни производ.
Ако су одстојници мањи по величини, посебно по ширини од потребне, онда цев неће бити потпуно квадратна, а ако су дозвољене димензије прекорачене, постоји велика вероватноћа да се поквари на местима савијања.
Ширина дасака мора тачно одговарати страни уписаног квадрата у цеви пречника 150 мм, наравно, узимајући у обзир дебљину њених зидова. У нашем случају, две спољне плоче треба да имају ширину од 112 мм и дужину нешто већу од исте величине цеви.
Уметак између њих, који смо претходно назвали одстојник, узимајући у обзир дебљину бочних дасака, која је 15 мм, треба да има попречни пресек 80 к 80 мм и може бити композитни ако нема низа ове величине .
Претварање округле цеви у квадратну
У овој фази на сцену ступа фен за косу којим ћемо загревати материјал округле цеви док не омекша. Загревање се мора вршити равномерно и пластика се не сме прегревати изнад 140 степени Целзијуса, иначе се може истопити, изгубити облик и постати неподесна за даљу трансформацију.
Али пре него што почнете да загревате улазни део округле цеви, потребно је да у њега уметнете елементе дизајниране да формирају квадратни део. Најпре убацујемо бочне даске по целој дужини цеви, затим између њих убацујемо одстојник са страном на којој је предвиђена косина и снагом само једне руке гурамо што даље.
Затим почињемо да равномерно загревамо улазни део оригиналне цеви, постепено померајући зону грејања даље дуж њене дужине. У овом случају, потребно је стално пратити степен загревања и омекшавања пластике слободном руком у рукавици.
Када флексибилност цеви постане довољна, узимамо чекић у руке и закуцавамо одстојник према унутра између две плоче. Ако процес иде споро, онда поново загревамо цев изнутра, споља, па чак и са њеног другог краја.
Зато настављамо да наизменично грејемо и гурамо одстојник, помажући се чекићем ако је потребно, све даље од почетка цеви док се одстојник не појави са супротног краја.
Сада када су елементи квадратног попречног пресека заузели свој коначни положај, настављамо да загревамо пластику феном равномерно са свих страна док квадратна цев не поприми готов изглед.
Остаје само, након што неко време држите четвртасту цев на елементима за формирање док се не охлади, чекићем избијете комаде дрвета из цеви, укључујући у завршној фази крајем дршке.
Резултат
Од округле цеви пречника 150 мм, добили смо квадратни пресек 150×150 мм са благо заобљеним угловима, што цеви не само да даје естетски изглед, већ је чини и чвршћом, посебно када апсорбује оптерећења савијања.
Погледајте видео
Сличне мајсторске класе






Посебно занимљиво






Коментари (4)
