Савијач цеви уради сам - једноставно и скоро бесплатно
Потреба за савијањем челичне цеви под одређеним углом са жељеним радијусом не настаје често. Али, ако се појави такав задатак, онда се у недостатку посебне опреме неизбежно претвара у тежак проблем за решавање.
У случају округлих цеви, фитинзи понекад помажу. Не постоје таква решења за правоугаоне и квадратне цеви. Нуди се само монтажа вијцима.
Прављење кривине цеви заваривањем из одвојених сегмената није најбољи излаз из ситуације. Тешко је и обично непоуздано.
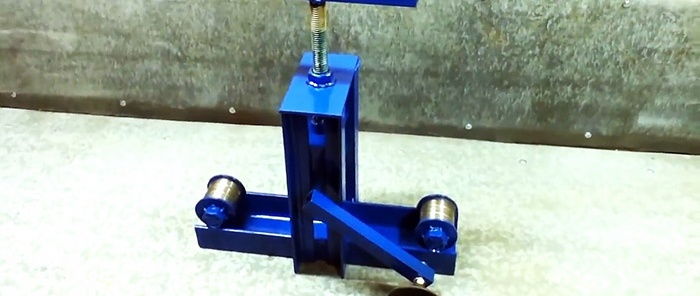
Технолошки најнапреднија опција која је доказана деценијама била је и остаје савијач цеви, који вам омогућава да савијате цев било ког попречног пресека без угрожавања њеног квалитета и карактеристика перформанси.
Такву компактну машину са механичким погоном можете направити сопственим рукама. Биће потребно мало посла, али вреди. Нећете моћи јефтино да купите савијач цеви. Минимална цена у продавницама за уређај који изгледа мање-више вредан почиње од неколико хиљада рубаља. У исто време, може се само нагађати о његовом квалитету и животном веку.
Домаћа машина ће се састојати од најмање 50% доступних материјала. Нешто ће се сигурно наћи у личним домаћинствима, нешто у комшијским гаражама. Највероватније ћете морати да купите само 8 лежајева серије 303. Дизајнирани су да обављају функцију осовина, што елиминише потребу за стругањем. Такви лежајеви су јефтини, а ако погледате, можете их пронаћи за пени. Ако морате да купите додатно гвожђе, то је скоро ништа у поређењу са ценом у продавници савијача цеви.
Дефинитивно ће вам требати пресек канала 80к40 мм, челични угао 25к25 мм, профилна цев 20к20 мм, конструктивна игла пречника 18 мм, 6 подложака М18 са повећаним спољним пречником од 56 мм, 9 матица за 18 и неке друге ситнице, али више о томе у процесу.
Главни алати су брусилица, машина за заваривање и бушилица.
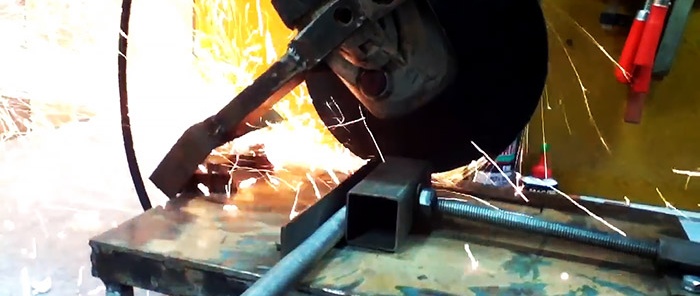
1. Узимамо канал 80к40 мм као основу за дизајн, означимо и исечемо радни предмет дужине приближно 40 цм.

2. Очистите металном четком.

3. Употребите брусилицу да делимично уклоните навој са клина тако да лежајеви, чији је унутрашњи пречник 17 мм, лабаво али чврсто налегну на њега.

4. Користећи кружну тестеру или брусилицу, исеците три дела од клина - они ће се користити за израду ваљака. Узимамо дужину сегмената са маргином (отприлике 100-120 мм), узимајући у обзир ширину подложака, лежајева и матица. Касније ћемо уклонити вишак.
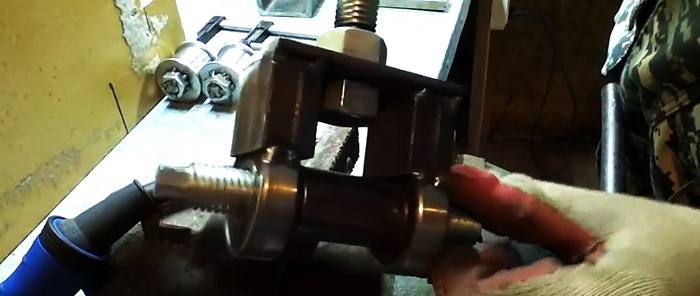
5. Користећи трн и чекић, поставите благи конус за подлошке - унутар 1 мм, што ће обезбедити слободно окретање ваљака.

6. Саставите ваљак и затегните матице.

7. Уклоните део сворњака који вири изван матице.

8. Користећи електрично заваривање, тачкасто фиксирамо елементе ваљка.

9. Проверите да ли се ваљак слободно окреће.

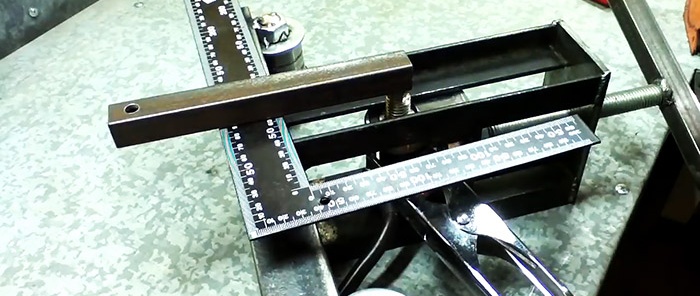
10.Обележавамо и исечемо четири сегмента дужине 25 цм од угла 25к25 мм да направимо вођице за погонске и потисне ваљке.

11. Заваримо комаде углова на базу канала, одржавајући размак за осу погонског ваљка (осовине).

12. На један од већ припремљених делова клина стављамо комад цеви пречника 27 мм и дужине 40 мм. Попуните унутрашњи размак ексерима од 40 мм без главе.

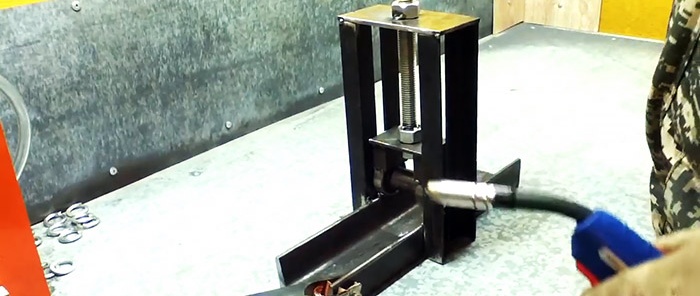
13. Заваримо све елементе по обиму помоћу електричног заваривања и добијемо готову осовину.

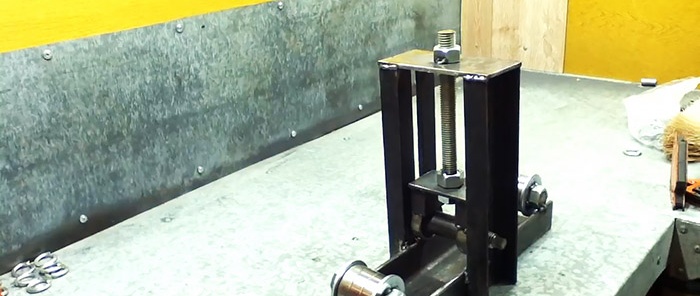
14. На ивице осовине стављамо лежајеве.

15. Израђујемо покретну кочију заваривањем два дела профилне цеви 20к40к30 мм, правоугаоне челичне плоче 80к50 мм и осовине са лежајевима у једну структуру.

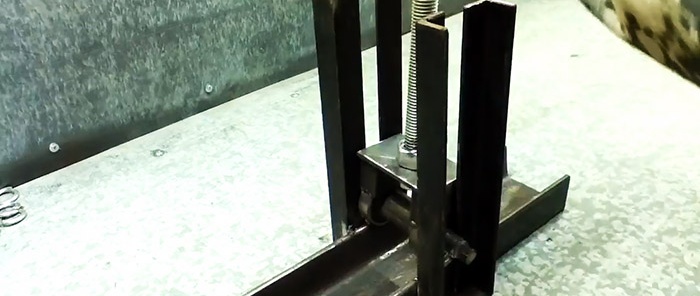
16. На пресеку дијагонала означите центар језгром и бушилицом и развртачем избушите рупу пречника 18 мм за клин у горњем делу ламела.

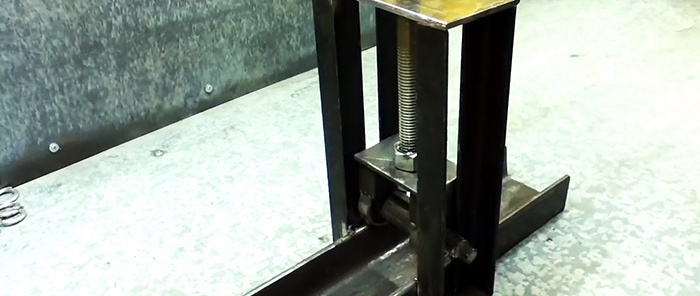
17. Састављамо механизам за подизање, који се састоји од клина и три матице М18, од којих су две тачкасто заварене на клин увучен у отвор платформе вагона.
18. Од челичног лима дебљине 5 мм изрежите правоугаоник приближно 70к130 мм, који ће служити као граничник за механизам за подизање. Означите средину и избушите рупу од 18 мм сличну бази колица.

19. Израђене елементе склапамо у једну структуру. Да бисте то урадили, поставите носач са погонском осовином у вођице.
20. Стављамо га на клин и постављамо потпорну плочу.
21. Зашрафите матицу на клин док се не заустави и затегните спојеве електричним заваривањем.
22. Заваримо претходно направљене ваљке дуж ивица основе канала.
23. На механизам за подизање и стезање заваримо ручку од 25-30 цм од профилне цеви 20к20 мм.

24.Израђујемо механичку погонску полугу од пресека 20-25 цм профилне цеви 20к20 мм и заваримо је на погонски ваљак (пин). Погонска ручка се може позајмити од било ког старог електричног алата тако што ћете прво избушити рупу за њу. Ако ово није доступно, можете уместо тога заварити комад округле цеви од 12-14 цм на полугу.
25. Савијач цеви је спреман, хајде да извршимо тест.

26. И коначно, последња фаза је фарбање нашег савијача цеви. Како такво ручно састављено техничко ремек-дело не добије респектабилан изглед?
Међутим, ово је чисто индивидуално питање и нећемо се на њему детаљно задржавати. Напомињемо само да прво морате уклонити све храпавости турпијом или брусилицом, добро је одмастити растварачем и покрити прајмером. Али у сваком случају, иако прија души, то ни на који начин не утиче на резултат.
У случају округлих цеви, фитинзи понекад помажу. Не постоје таква решења за правоугаоне и квадратне цеви. Нуди се само монтажа вијцима.
Прављење кривине цеви заваривањем из одвојених сегмената није најбољи излаз из ситуације. Тешко је и обично непоуздано.
Технолошки најнапреднија опција која је доказана деценијама била је и остаје савијач цеви, који вам омогућава да савијате цев било ког попречног пресека без угрожавања њеног квалитета и карактеристика перформанси.
Такву компактну машину са механичким погоном можете направити сопственим рукама. Биће потребно мало посла, али вреди. Нећете моћи јефтино да купите савијач цеви. Минимална цена у продавницама за уређај који изгледа мање-више вредан почиње од неколико хиљада рубаља. У исто време, може се само нагађати о његовом квалитету и животном веку.
Шта вам је потребно за домаћи савијач цеви
Домаћа машина ће се састојати од најмање 50% доступних материјала. Нешто ће се сигурно наћи у личним домаћинствима, нешто у комшијским гаражама. Највероватније ћете морати да купите само 8 лежајева серије 303. Дизајнирани су да обављају функцију осовина, што елиминише потребу за стругањем. Такви лежајеви су јефтини, а ако погледате, можете их пронаћи за пени. Ако морате да купите додатно гвожђе, то је скоро ништа у поређењу са ценом у продавници савијача цеви.
Дефинитивно ће вам требати пресек канала 80к40 мм, челични угао 25к25 мм, профилна цев 20к20 мм, конструктивна игла пречника 18 мм, 6 подложака М18 са повећаним спољним пречником од 56 мм, 9 матица за 18 и неке друге ситнице, али више о томе у процесу.
Главни алати су брусилица, машина за заваривање и бушилица.
Редослед операција
1. Узимамо канал 80к40 мм као основу за дизајн, означимо и исечемо радни предмет дужине приближно 40 цм.
2. Очистите металном четком.
3. Употребите брусилицу да делимично уклоните навој са клина тако да лежајеви, чији је унутрашњи пречник 17 мм, лабаво али чврсто налегну на њега.
4. Користећи кружну тестеру или брусилицу, исеците три дела од клина - они ће се користити за израду ваљака. Узимамо дужину сегмената са маргином (отприлике 100-120 мм), узимајући у обзир ширину подложака, лежајева и матица. Касније ћемо уклонити вишак.
5. Користећи трн и чекић, поставите благи конус за подлошке - унутар 1 мм, што ће обезбедити слободно окретање ваљака.
6. Саставите ваљак и затегните матице.
7. Уклоните део сворњака који вири изван матице.
8. Користећи електрично заваривање, тачкасто фиксирамо елементе ваљка.
9. Проверите да ли се ваљак слободно окреће.
10.Обележавамо и исечемо четири сегмента дужине 25 цм од угла 25к25 мм да направимо вођице за погонске и потисне ваљке.
11. Заваримо комаде углова на базу канала, одржавајући размак за осу погонског ваљка (осовине).
12. На један од већ припремљених делова клина стављамо комад цеви пречника 27 мм и дужине 40 мм. Попуните унутрашњи размак ексерима од 40 мм без главе.
13. Заваримо све елементе по обиму помоћу електричног заваривања и добијемо готову осовину.
14. На ивице осовине стављамо лежајеве.
15. Израђујемо покретну кочију заваривањем два дела профилне цеви 20к40к30 мм, правоугаоне челичне плоче 80к50 мм и осовине са лежајевима у једну структуру.
16. На пресеку дијагонала означите центар језгром и бушилицом и развртачем избушите рупу пречника 18 мм за клин у горњем делу ламела.
17. Састављамо механизам за подизање, који се састоји од клина и три матице М18, од којих су две тачкасто заварене на клин увучен у отвор платформе вагона.
18. Од челичног лима дебљине 5 мм изрежите правоугаоник приближно 70к130 мм, који ће служити као граничник за механизам за подизање. Означите средину и избушите рупу од 18 мм сличну бази колица.
19. Израђене елементе склапамо у једну структуру. Да бисте то урадили, поставите носач са погонском осовином у вођице.
20. Стављамо га на клин и постављамо потпорну плочу.
21. Зашрафите матицу на клин док се не заустави и затегните спојеве електричним заваривањем.
22. Заваримо претходно направљене ваљке дуж ивица основе канала.
23. На механизам за подизање и стезање заваримо ручку од 25-30 цм од профилне цеви 20к20 мм.
24.Израђујемо механичку погонску полугу од пресека 20-25 цм профилне цеви 20к20 мм и заваримо је на погонски ваљак (пин). Погонска ручка се може позајмити од било ког старог електричног алата тако што ћете прво избушити рупу за њу. Ако ово није доступно, можете уместо тога заварити комад округле цеви од 12-14 цм на полугу.
25. Савијач цеви је спреман, хајде да извршимо тест.
26. И коначно, последња фаза је фарбање нашег савијача цеви. Како такво ручно састављено техничко ремек-дело не добије респектабилан изглед?
Међутим, ово је чисто индивидуално питање и нећемо се на њему детаљно задржавати. Напомињемо само да прво морате уклонити све храпавости турпијом или брусилицом, добро је одмастити растварачем и покрити прајмером. Али у сваком случају, иако прија души, то ни на који начин не утиче на резултат.
Погледајте видео
Сличне мајсторске класе






Посебно занимљиво






Коментари (0)
