Како направити моћан нож са полугом за метал
Овај домаћи производ брже и лакше сече металне шипке од ручне тестере за метал. Његова производња не захтева посебне материјале, посебну опрему или високе квалификације.

Пре почетка рада припремићемо следеће материјале и производе:
Домаћу подлогу правимо од два челична угла 50 × 50 × 6 мм и дужине 400 мм. Постављамо их на полице вертикално на равну површину, а хоризонталне затварамо по дужини и кувамо.


Један крај затварамо вертикално челичном плочом, на другој направимо косину са брусилицом и такође заваримо плочу.

Очистимо и брусимо заварене спојеве.


На доњим крајевима базе заваримо правоугаоне плоче дебљине 8 мм са избочином од 10 мм по ободу.


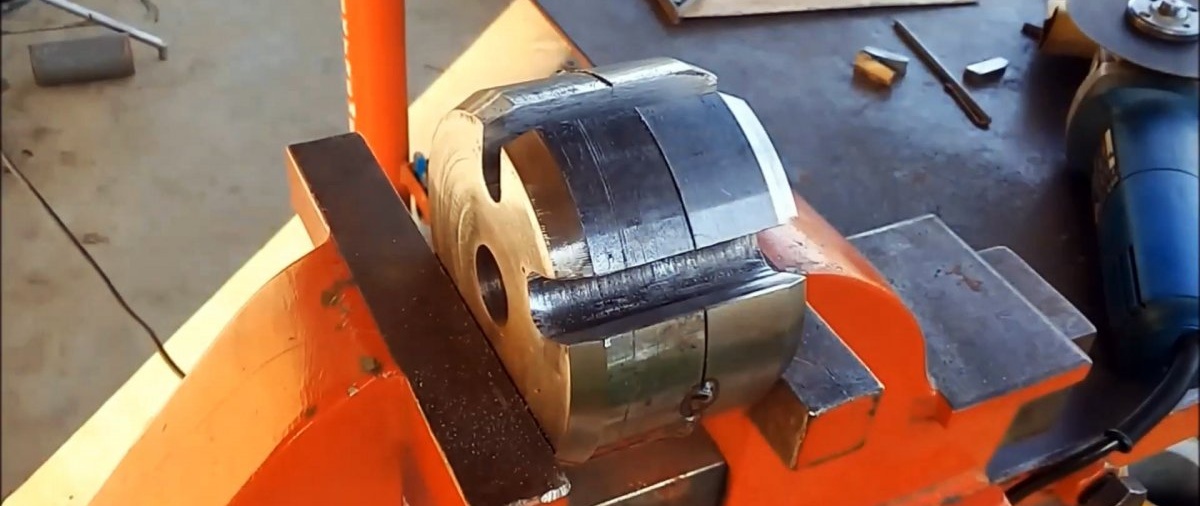
Обрађујемо два челична круга 40ХГМ пречника 100 мм и висине 35 мм.Обрезујемо их и млевемо до потребне величине. На једном крају направимо широку косину и избушимо рупу у центру.


За обраду радних комада заједно, заваримо их на два места, повезујући их и центрирајући.

Дуж врха косине постављамо језгра на растојању од 35 мм дуж тетиве - то су центри будућих рупа пречника 16 и 11 мм, направљени на машини за бушење. Користећи квадрат и писач, повлачимо радијалне тангенте од избушених рупа до централне на два краја и повезујемо их дуж генератриксе.


Користећи брусилицу, изрезали смо два радијална жлеба према ознакама од површине кругова до одговарајуће рупе. Жлебове брусимо ручном турпијом и уклањамо заварене квачице.
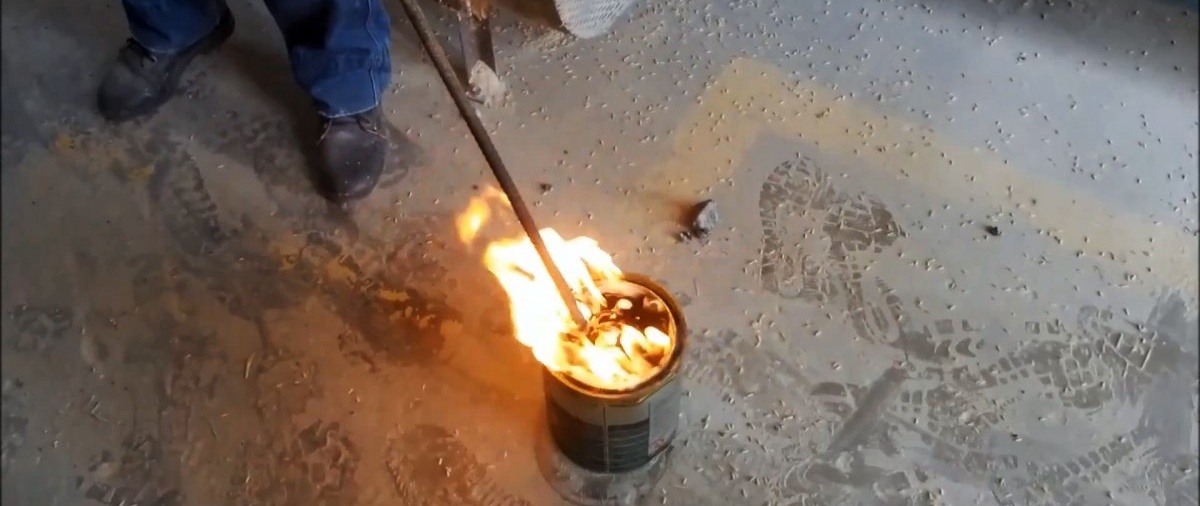
Загревамо бланке у рерни до црвене боје и брзо их спуштамо у теглу уља. Држимо их тамо неко време, па их извадимо и охладимо на ваздуху.


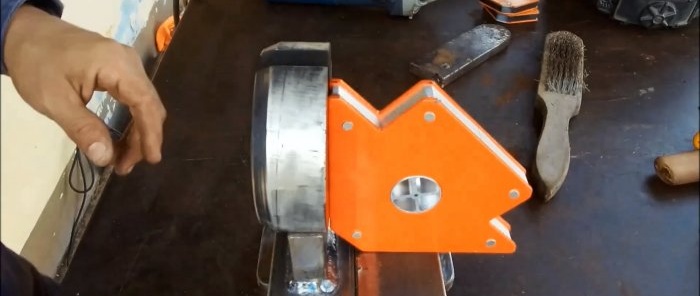
Очистимо кругове од тамних наслага и нанесемо један од њих на правоугаону плочу 80 × 50 × 20 мм тако да генератрикса круга повезује углове. Користећи писач на плочи, нацртамо кружни лук од угла до угла и изрежемо удубљење брусилицом.

Постављамо плочу у угао базе паралелно са дужом страном и тамо је заваримо. Постављамо један од кругова у удубљење, усмеравајући широки жлеб право нагоре, и такође га заваримо.
Почнимо са склапањем погона полуге. У челичној плочи 230 × 45 мм избушимо рупу од 12 мм са једне ивице, а на другој направимо удубљење за спољни пречник круга и заваримо га тамо.


У две челичне плоче дебљине 12 мм, дужине 180 мм и ширине 50 мм на једном крају, 35 мм на другом, избушите рупу од 12 мм са уске стране. У плочи исте дебљине, дужине 250 мм и ширине 45 мм, према ознакама направимо две рупе од 12 мм и једну од 25 мм.

Користећи завртње, подлошке и навртку, састављамо ова три дела, постављајући дугачку плочу између две кратке, коју широким крајевима постављамо на подлогу и заваримо.


Користећи пар плоча 110 × 25 мм са две рупе од 12 мм на крајевима, повезујемо полугу покретног круга са полугом ручног погона.


На његовом крају, до велике рупе, брусилицом исечемо жлеб, убацимо челичну шипку-полугу са зарезом на крају и причврстимо је заваривањем.
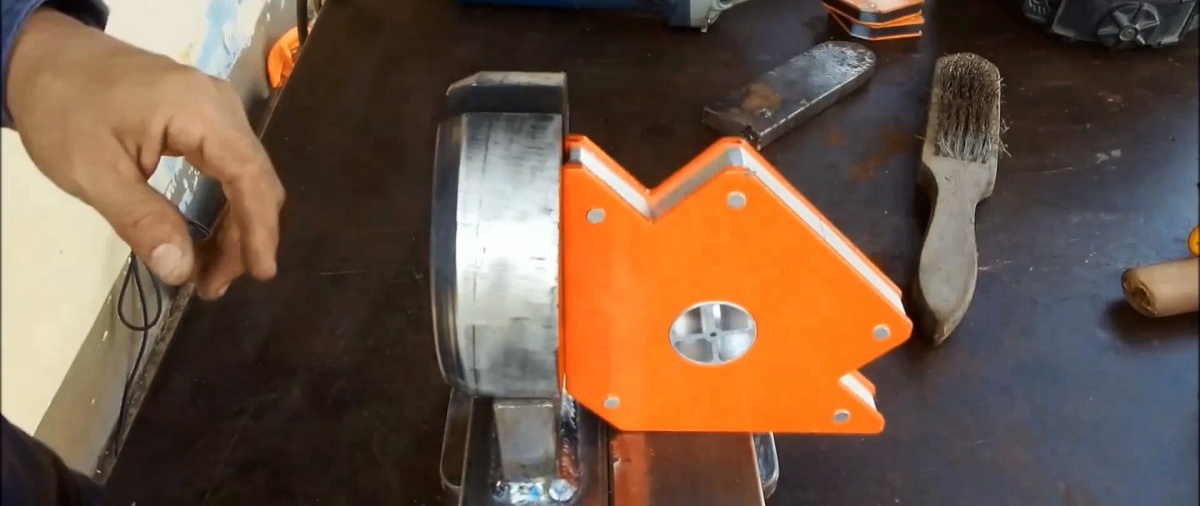
Стационарне делове фарбамо у једну боју, а покретне у другу.


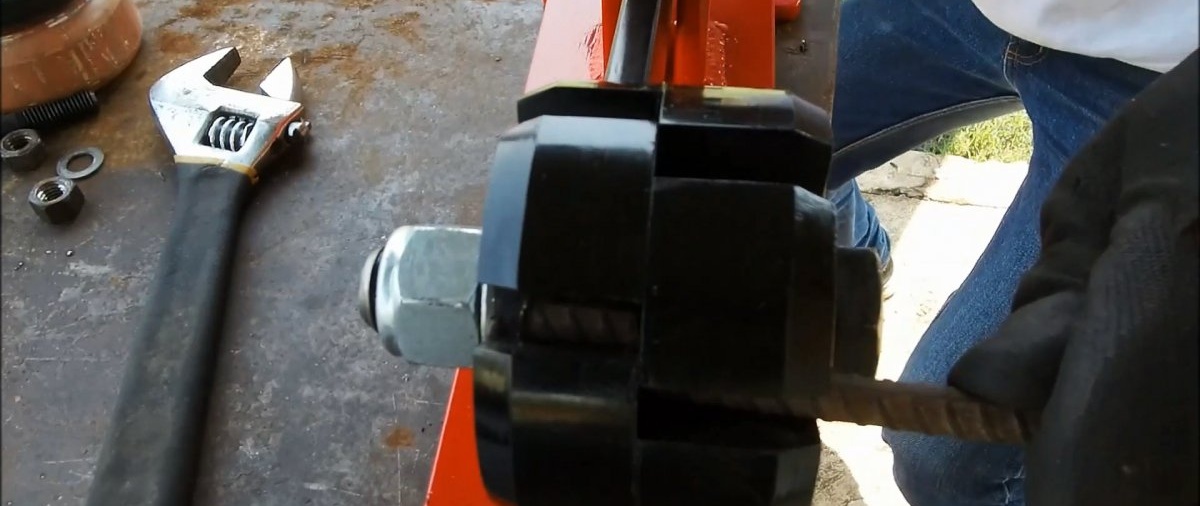
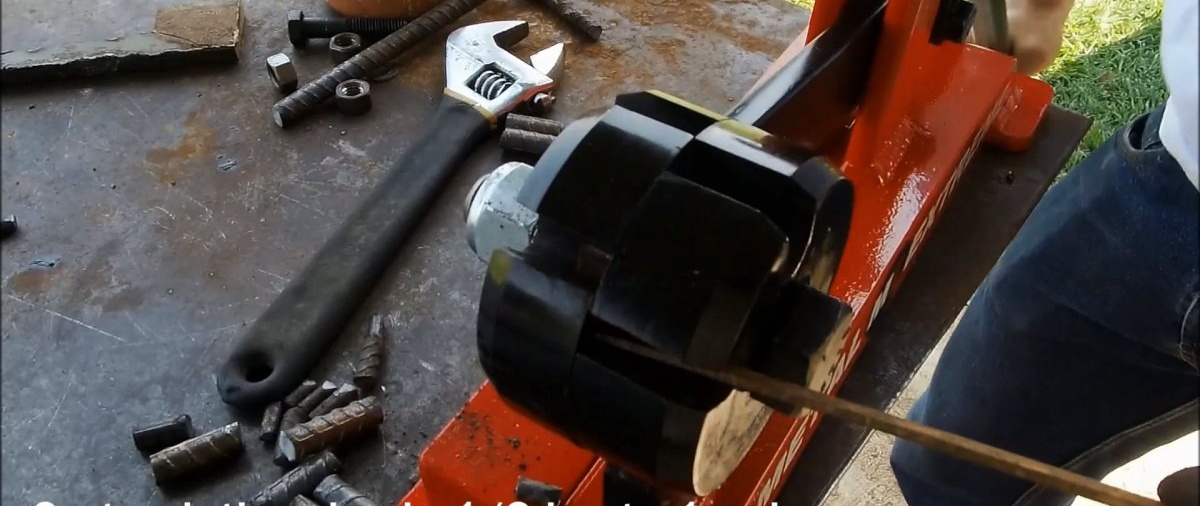
Након што се боја осуши, састављамо и тестирамо уређај у раду, резне шипке, арматуре и плоче.

Штавише, танки материјал постављамо у уски жлеб, а дебели материјал у широк.



Требаће
Пре почетка рада припремићемо следеће материјале и производе:
- једнак угао;
- лим различитих дебљина;
- челични круг;
- уље за гашење;
- челична шипка;
- вијци, матице, подлошке;
- фарба у две боје.
- Такође ће вам требати апарат за заваривање, струг и машине за бушење, брусилица, турпија, пећ за загревање метала, кључеви, пиштољ за прскање итд.
Процес израде ножа
Домаћу подлогу правимо од два челична угла 50 × 50 × 6 мм и дужине 400 мм. Постављамо их на полице вертикално на равну површину, а хоризонталне затварамо по дужини и кувамо.


Један крај затварамо вертикално челичном плочом, на другој направимо косину са брусилицом и такође заваримо плочу.

Очистимо и брусимо заварене спојеве.


На доњим крајевима базе заваримо правоугаоне плоче дебљине 8 мм са избочином од 10 мм по ободу.


Обрађујемо два челична круга 40ХГМ пречника 100 мм и висине 35 мм.Обрезујемо их и млевемо до потребне величине. На једном крају направимо широку косину и избушимо рупу у центру.


За обраду радних комада заједно, заваримо их на два места, повезујући их и центрирајући.

Дуж врха косине постављамо језгра на растојању од 35 мм дуж тетиве - то су центри будућих рупа пречника 16 и 11 мм, направљени на машини за бушење. Користећи квадрат и писач, повлачимо радијалне тангенте од избушених рупа до централне на два краја и повезујемо их дуж генератриксе.

Користећи брусилицу, изрезали смо два радијална жлеба према ознакама од површине кругова до одговарајуће рупе. Жлебове брусимо ручном турпијом и уклањамо заварене квачице.
Загревамо бланке у рерни до црвене боје и брзо их спуштамо у теглу уља. Држимо их тамо неко време, па их извадимо и охладимо на ваздуху.

Очистимо кругове од тамних наслага и нанесемо један од њих на правоугаону плочу 80 × 50 × 20 мм тако да генератрикса круга повезује углове. Користећи писач на плочи, нацртамо кружни лук од угла до угла и изрежемо удубљење брусилицом.

Постављамо плочу у угао базе паралелно са дужом страном и тамо је заваримо. Постављамо један од кругова у удубљење, усмеравајући широки жлеб право нагоре, и такође га заваримо.
Почнимо са склапањем погона полуге. У челичној плочи 230 × 45 мм избушимо рупу од 12 мм са једне ивице, а на другој направимо удубљење за спољни пречник круга и заваримо га тамо.


У две челичне плоче дебљине 12 мм, дужине 180 мм и ширине 50 мм на једном крају, 35 мм на другом, избушите рупу од 12 мм са уске стране. У плочи исте дебљине, дужине 250 мм и ширине 45 мм, према ознакама направимо две рупе од 12 мм и једну од 25 мм.

Користећи завртње, подлошке и навртку, састављамо ова три дела, постављајући дугачку плочу између две кратке, коју широким крајевима постављамо на подлогу и заваримо.


Користећи пар плоча 110 × 25 мм са две рупе од 12 мм на крајевима, повезујемо полугу покретног круга са полугом ручног погона.


На његовом крају, до велике рупе, брусилицом исечемо жлеб, убацимо челичну шипку-полугу са зарезом на крају и причврстимо је заваривањем.
Стационарне делове фарбамо у једну боју, а покретне у другу.


Након што се боја осуши, састављамо и тестирамо уређај у раду, резне шипке, арматуре и плоче.

Штавише, танки материјал постављамо у уски жлеб, а дебели материјал у широк.
Погледајте видео
Сличне мајсторске класе






Посебно занимљиво






Коментари (1)
