Како кувати профил без изгоревања

Вештине заваривања се развијају са искуством. Сасвим је нормално ако се у почетку, приликом заваривања, танкозидни метал прогори, шавови леже неравномерно и добију се неуредне перле. Да би заваривање било прихватљиво први пут, потребно је да се придржавате неколико савета.
Опрема:
- апарат за варење;
- маска за заваривача;
- електроде 3 мм.

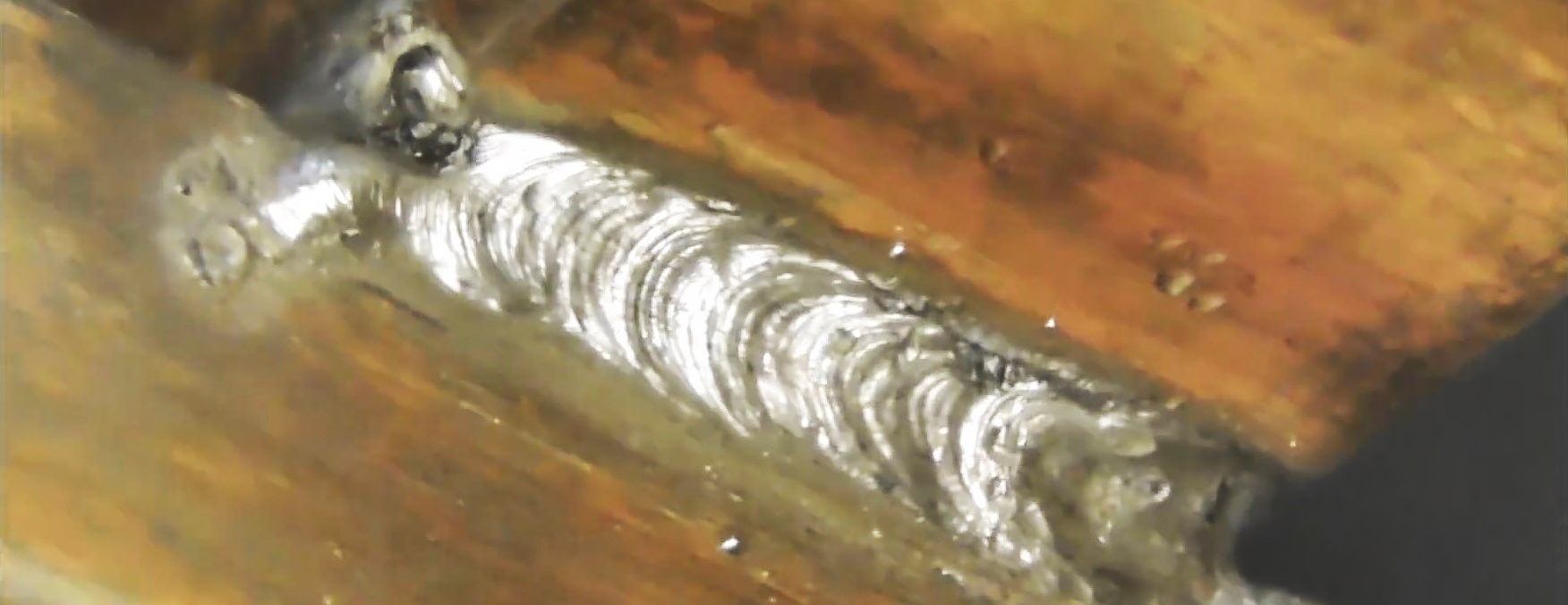
Заваривање метала са непрекидним шавом од 2 мм
За заваривање профилних цеви са конвенционалним претварачем, боље је користити електроде од 3 мм. Ако је дебљина металних зидова само 2 мм, онда је струја подешена на 85А. Крај електроде за заваривање се поставља под углом од 45 степени у односу на цеви које се заварују.


Лук се запали, а након што електрода почне да се топи, глатко се повлачи према себи. Дошавши до крајње тачке шава, скида се са површине.
Заваривање цеви са зидом од 1,5 мм са одвајањем
За цеви са танким зидовима користи се и електрода од 3 мм, али је струја на апарату за заваривање подешена на 75А. Ако прођете лук кроз такав метал, он ће се прегрејати и изгорети. У овом случају, такође морате да почнете да кувате са удаљене тачке, држећи електроду на 45 степени. Након паљења лука, он се повлачи према себи 10 мм и одваја се на секунду.

Затим се врши додир на месту кидања, а шав се повлачи још 10 мм.Прекидањем на овај начин могуће је спречити прегревање метала и сагоревање. Овај метод ће помоћи чак и на цевима са тањим зидовима.














