Трик искусног заваривача при заваривању танког метала 0,3 мм
Заваривање танког метала дебљине 0,3 мм, посебно поцинкованог, прилично је тежак и несигуран задатак чак и за искусног заваривача, јер су паре цинка веома отровне и процес заваривања се мора изводити на отвореном или у добро проветреном простору, по могућности са присилном вентилацијом. . На рукама треба да носите платнене или кожне рукавице или рукавице.

Процес заваривања танког метала. Трик искусног заваривача
Приликом заваривања танког метала постоје строга ограничења за количину струје заваривања (треба да буде у опсегу од 30-50 А), али то отежава држање електричног лука. Такође је неопходно користити танке електроде пречника од 1,6 до 2,0 мм. Дуж линије заваривања треба уклонити цинк премаз, на пример, жичаном четком, а све загађиваче у виду прашине, прљавштине, уља, боја, заштитних филмова и других премаза.

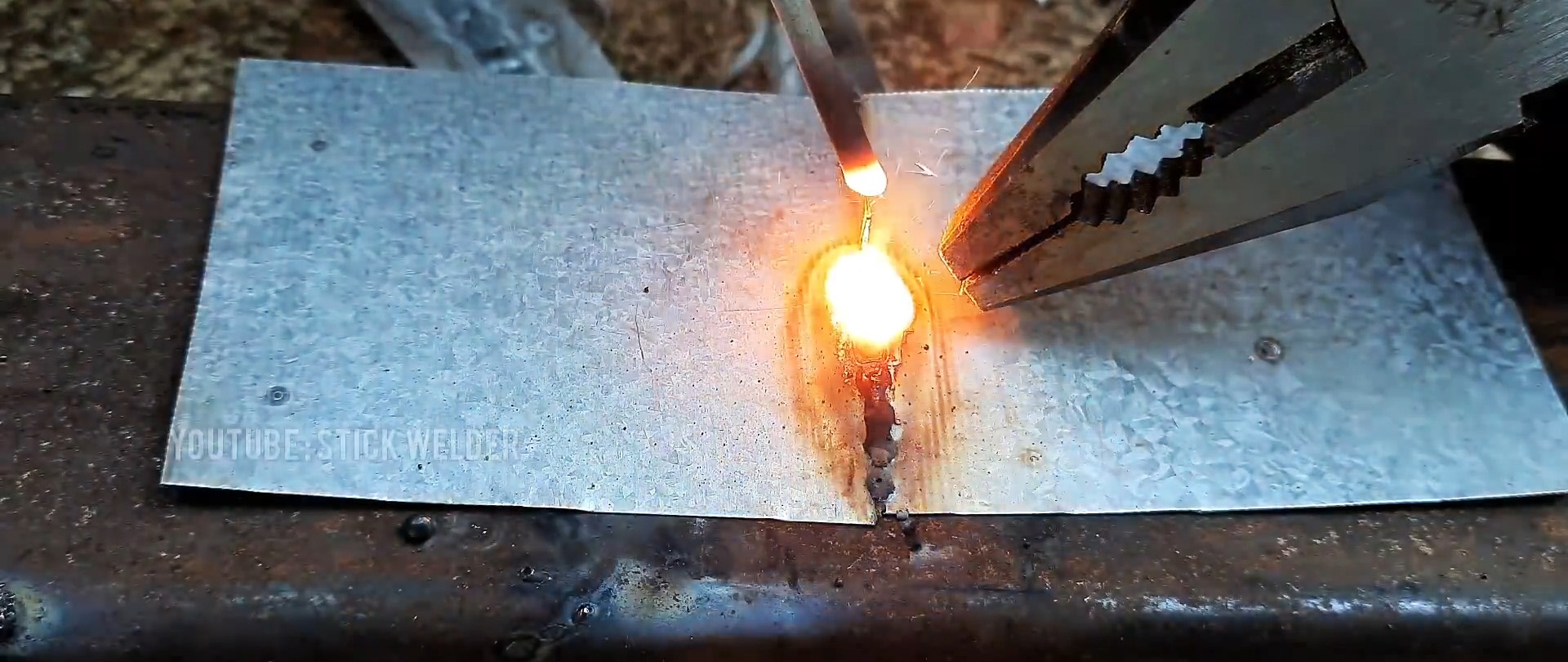
Да не би изгорео танак метал, потребно га је заварити не у континуираном шаву без откидања електроде, већ повремено са минималним размаком између предмета који се заварују. У овом случају је пожељно користити обрнути поларитет, који промовише мање лепљења електроде и смањује вероватноћу опекотина кроз танак метал.
Електроде за заваривање опште намене на АлиЕкпресс-у са попустом - хттп://алии.пуб/606ј2х
Традиционално, неколико метода се користи за заваривање танког метала. Највеће потешкоће настају приликом сучеоног заваривања таквог метала. Обично чак и искусни заваривач није увек у стању да уради сучеоно заваривање, а још више за почетника. Сагоревање метала у његовом дизајну је у почетку 100% загарантовано, чак и са повременим вођењем електрода.

Преклапање процеса заваривања два танка метална комада чини задатак донекле лакшим. Искусни заваривач може скоро увек да изврши заваривање са преклапањем, али за почетника ће чак и ова опција представљати одређену потешкоћу. Задатак је нешто лакши због чињенице да се површина контакта делова који се заварују повећава.

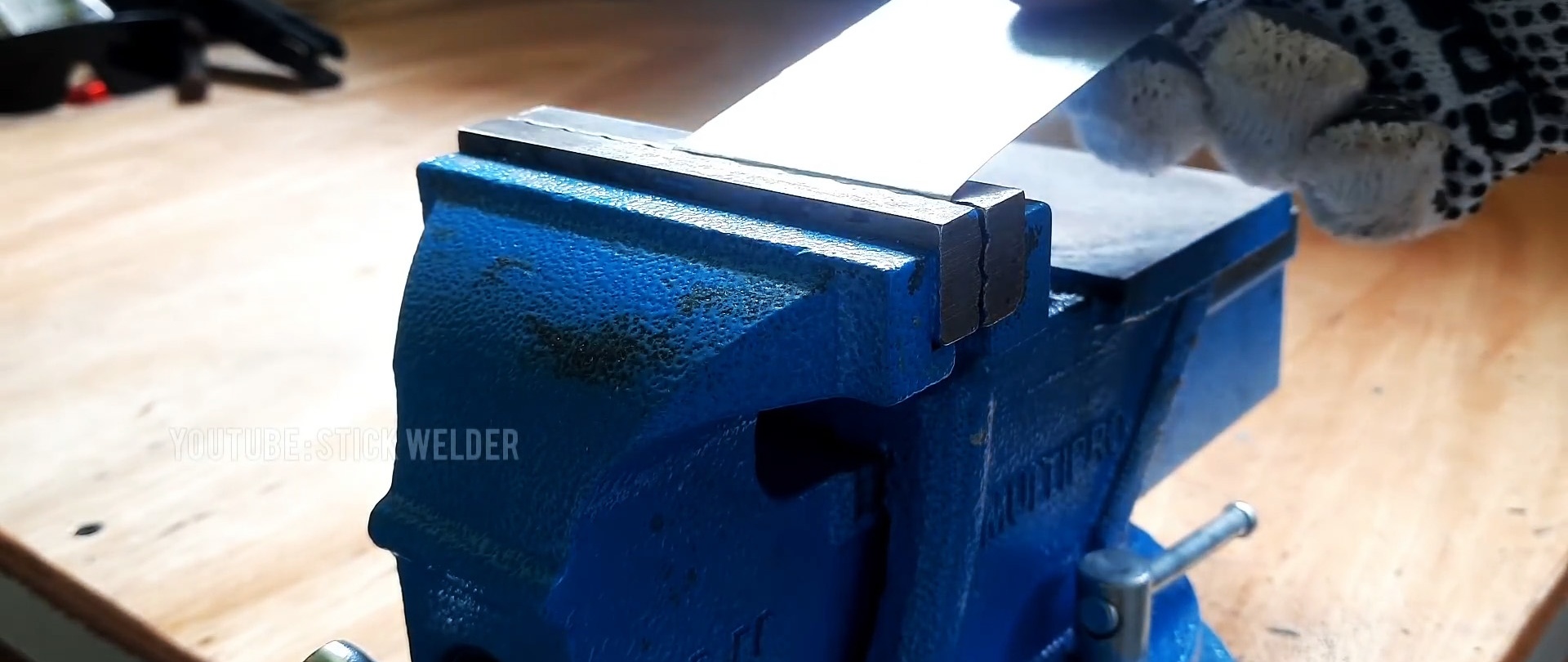
Најпогоднији начин спајања танких металних лимова је заваривање са прирубницом ивица делова који се заварују. Да бисмо то урадили, обележавамо ивице радних комада које треба заварити и вршимо прирубљивање, користећи, на пример, клупски стег.
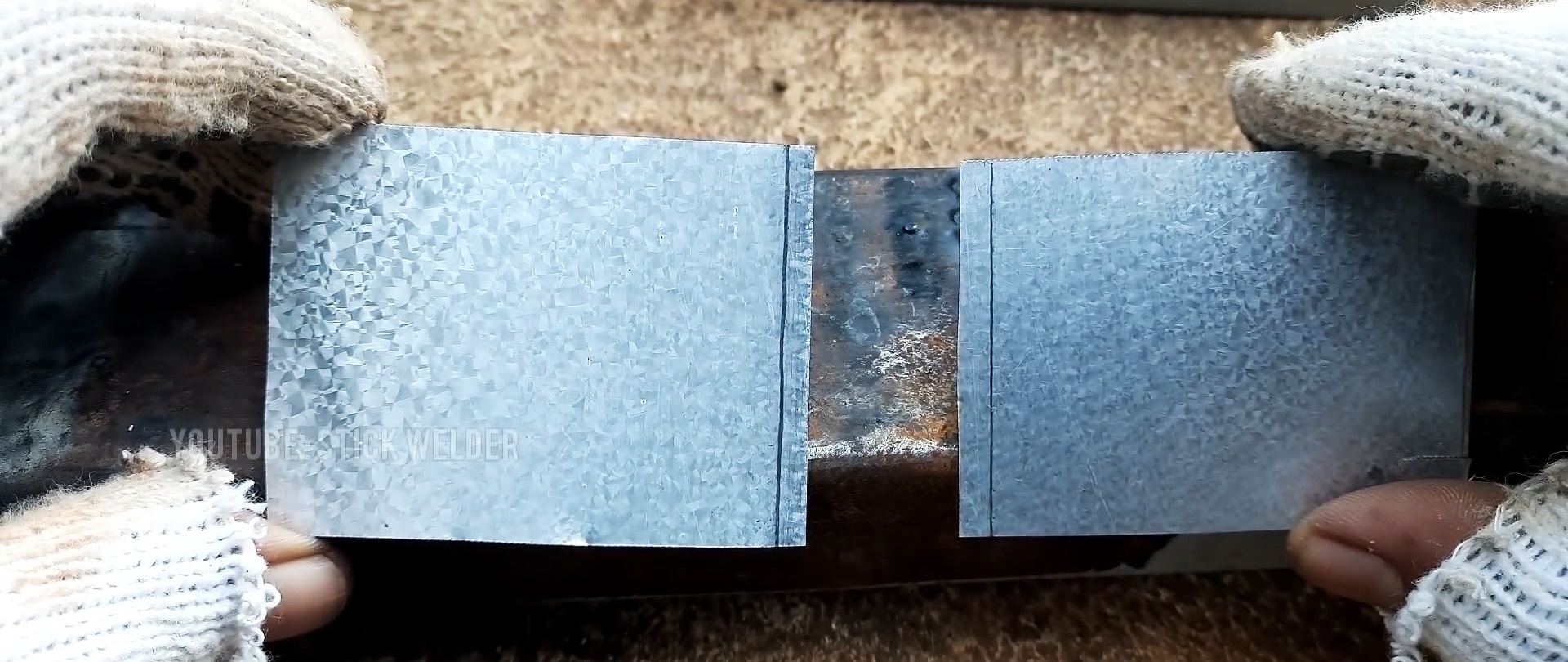
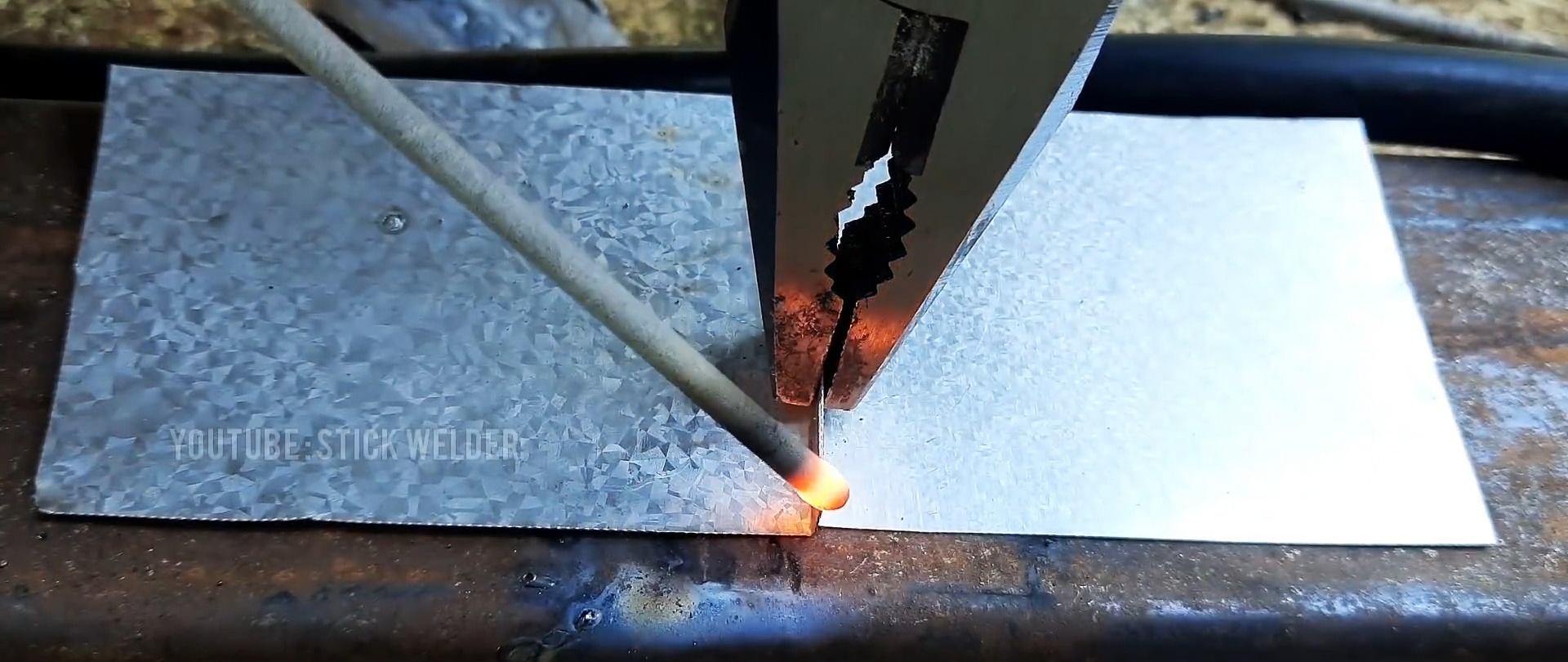
Затим, држећи и притискајући делове за заваривање за обе прирубнице клештима, вршимо повремени процес заваривања прирубница.
У овом случају се чини да се танак метал згушњава и уместо да заваримо два листа дебљине по 0,3 мм, заваримо један лим двоструке дебљине (0,6 = 0,3 + 0,3 мм).

Електроде за заваривање опште намене на АлиЕкпресс-у са попустом - хттп://алии.пуб/606ј2х
Погледајте видео
Сличне мајсторске класе












