Hur man gör ett sexkantshål i metall
Det är möjligt att behovet av sexkantiga hål kan uppstå när man tillverkar hemmagjorda enheter eller reparerar felaktig utrustning. För detta ändamål finns det till exempel en rad dyra verktyg.
För att inte slösa pengar kan du själv försöka göra en enhet med de givna funktionerna, för vilken du måste ha åtminstone grundläggande VVS-kunskaper, samt fylla på med några verktyg och material.

Följande verktyg och enheter kommer att hjälpa oss i det kommande arbetet:
För att göra det nödvändiga verktyget, en slags brosch, använder vi arbetsdelen av en insexnyckel (insexnyckel, insexnyckel) med en arbetssektion med lämpligt tvärsnitt.Den är designad för att dra åt och skruva loss skruvar som har ett cylindriskt huvud och en sexkantshylsa.
Detta steg är det mest ansvarsfulla och viktiga, eftersom kvaliteten på det föreslagna sexkantiga hålet i metallen kommer att bero på tillförlitligheten och noggrannheten hos dimensionerna för den planerade broschen.
Arbetssekvensen bör vara ungefär som följer:
1. Vanligtvis är sexkantnycklar L-formade. Skär av den korta delen (handtaget) under vecket med en bågfil eller slipmaskin.
2. Vi formar ett arbetsstycke från den plana (arbets)delen med en längd på 50 till 75 mm, beroende på det framtida verktygets tvärgående storlek.

3. Med hjälp av lämpliga medel (smargelhjul, mycket hård fil) ger vi arbetsstycket formen av en lätt, enhetlig kon, och bibehåller samma snitt i vilken sektion som helst längs omkretsen.
4. Med hjälp av kanterna på smärgelhjulet formar vi tre till fem tvärgående ringar.

De behövs för att förbättra skäregenskaperna hos enheten och ackumulera (behålla) metallen som avlägsnats under bearbetningen.

Vi utför detta arbete i följande ordning:
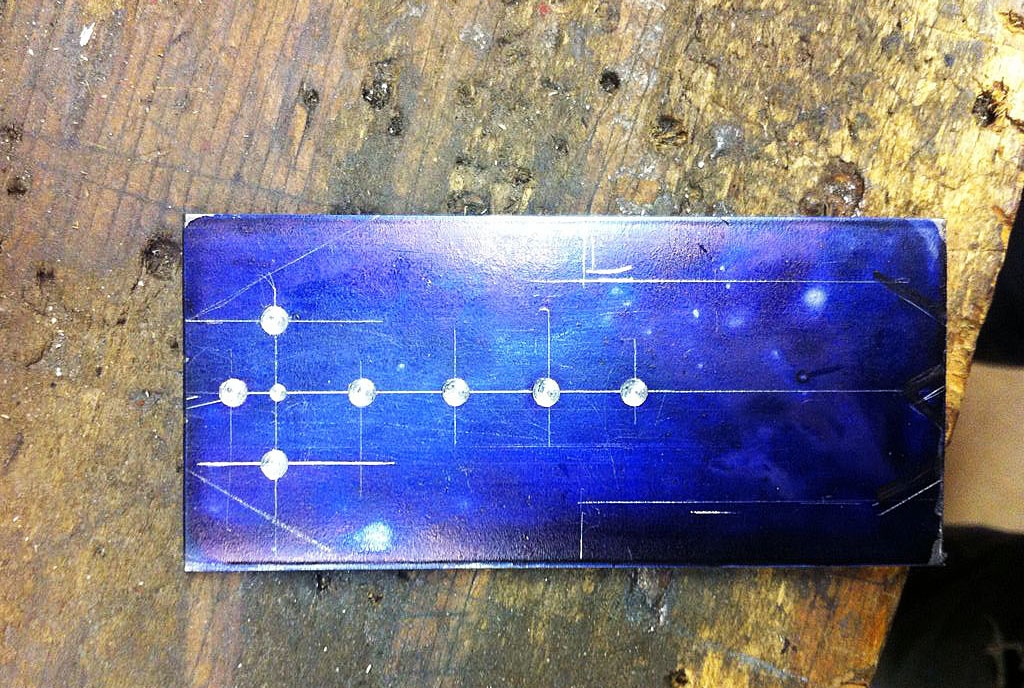
1. Först måste du borra ett hjälphål i metallen med en borr eller på en borrmaskin med en diameter som kan beräknas med hjälp av ett mycket enkelt förhållande som erhålls experimentellt:
Till exempel, om det är 15 mm tjockt (avståndet mellan motsatta kanter), bör diametern på det preliminära hålet vara: 15 mm × 1,020 = 15,30 mm.



2.Vi sätter in styrdelen av det hemgjorda verktyget i det borrade hålet i metalldelen och slår lätt mot den motsatta änden med en hammare för pålitlighet.

3. Vi placerar den resulterande strukturen (en metallplatta med ett verktyg fixerat i det, bildar ett sexkantigt hål) mellan skruvstyckets käftar och installerar ett distansstycke av lämplig längd på sidan av broschutgången för att ta emot ett hemgjort verktyg.

4. Flytta skruvstyckets käftar genom att vrida grinden. Vid högt motstånd lägger vi en förlängning på kragen för att öka axeln och följaktligen klämkraften. Vi fortsätter denna process tills broschen helt passerar genom metallplattan.

5. Lossa skruvstyckets käftar och använd en hammare för att slå ut broschen ur det formade hålet i motsatt riktning. För att förbättra kvaliteten på hålet kör vi broschen på andra sidan i samma ordning som i punkt 4.

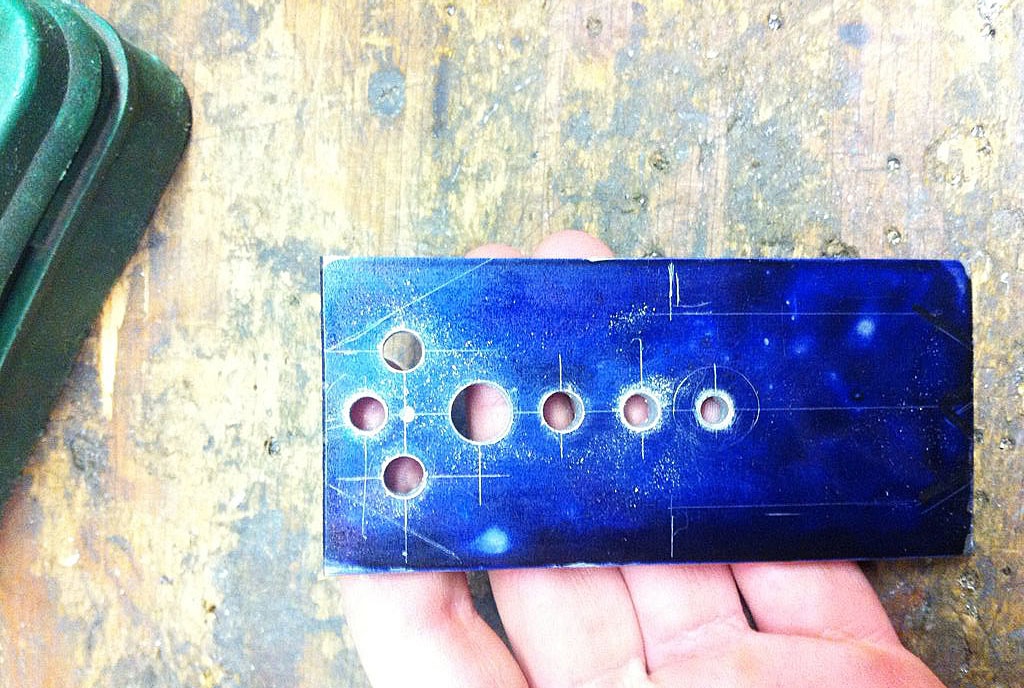
6. Den slutliga operationen innebär att resterande metallpartiklar och bildade grader avlägsnas. För att göra detta kan du använda en kvarn, en fil och sandpapper.
Metallen som vi ska göra ett sexkanthål i bör inte vara hårdare än materialet i den arbetande delen av insexnyckeln.
Originalartikel på engelska
För att inte slösa pengar kan du själv försöka göra en enhet med de givna funktionerna, för vilken du måste ha åtminstone grundläggande VVS-kunskaper, samt fylla på med några verktyg och material.
Kommer att behöva
Följande verktyg och enheter kommer att hjälpa oss i det kommande arbetet:
- borrmaskin eller elektrisk borrmaskin;
- borrar med önskad diameter;
- elektromekaniskt smärgelhjul;
- skruvstycke för bänk;
- bågfil eller slipmaskin;
- en uppsättning distanser (bitar av tjockväggiga rör av olika längder);
- förlängning för vice gate (en bit lämplig rör).
För att göra det nödvändiga verktyget, en slags brosch, använder vi arbetsdelen av en insexnyckel (insexnyckel, insexnyckel) med en arbetssektion med lämpligt tvärsnitt.Den är designad för att dra åt och skruva loss skruvar som har ett cylindriskt huvud och en sexkantshylsa.
Process för att skapa ett sexkantshålsverktyg
Detta steg är det mest ansvarsfulla och viktiga, eftersom kvaliteten på det föreslagna sexkantiga hålet i metallen kommer att bero på tillförlitligheten och noggrannheten hos dimensionerna för den planerade broschen.
Arbetssekvensen bör vara ungefär som följer:
1. Vanligtvis är sexkantnycklar L-formade. Skär av den korta delen (handtaget) under vecket med en bågfil eller slipmaskin.
2. Vi formar ett arbetsstycke från den plana (arbets)delen med en längd på 50 till 75 mm, beroende på det framtida verktygets tvärgående storlek.

3. Med hjälp av lämpliga medel (smargelhjul, mycket hård fil) ger vi arbetsstycket formen av en lätt, enhetlig kon, och bibehåller samma snitt i vilken sektion som helst längs omkretsen.
4. Med hjälp av kanterna på smärgelhjulet formar vi tre till fem tvärgående ringar.

De behövs för att förbättra skäregenskaperna hos enheten och ackumulera (behålla) metallen som avlägsnats under bearbetningen.

Formningsprocess för sexkantshål
Vi utför detta arbete i följande ordning:
1. Först måste du borra ett hjälphål i metallen med en borr eller på en borrmaskin med en diameter som kan beräknas med hjälp av ett mycket enkelt förhållande som erhålls experimentellt:
Daux.rep. = Dshstgr. × 1,020, där Daux.rep. – hjälphålets diameter, Dshdgr. – tjocklek (storlek) på sexkanten.
Till exempel, om det är 15 mm tjockt (avståndet mellan motsatta kanter), bör diametern på det preliminära hålet vara: 15 mm × 1,020 = 15,30 mm.

2.Vi sätter in styrdelen av det hemgjorda verktyget i det borrade hålet i metalldelen och slår lätt mot den motsatta änden med en hammare för pålitlighet.

3. Vi placerar den resulterande strukturen (en metallplatta med ett verktyg fixerat i det, bildar ett sexkantigt hål) mellan skruvstyckets käftar och installerar ett distansstycke av lämplig längd på sidan av broschutgången för att ta emot ett hemgjort verktyg.
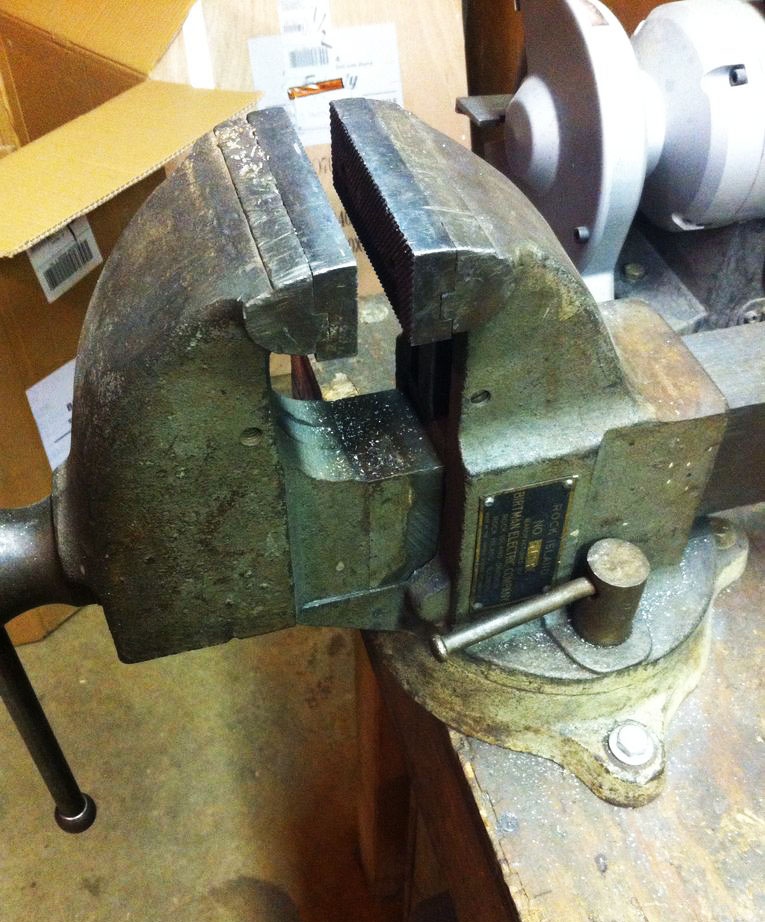
4. Flytta skruvstyckets käftar genom att vrida grinden. Vid högt motstånd lägger vi en förlängning på kragen för att öka axeln och följaktligen klämkraften. Vi fortsätter denna process tills broschen helt passerar genom metallplattan.

5. Lossa skruvstyckets käftar och använd en hammare för att slå ut broschen ur det formade hålet i motsatt riktning. För att förbättra kvaliteten på hålet kör vi broschen på andra sidan i samma ordning som i punkt 4.

6. Den slutliga operationen innebär att resterande metallpartiklar och bildade grader avlägsnas. För att göra detta kan du använda en kvarn, en fil och sandpapper.
Metallen som vi ska göra ett sexkanthål i bör inte vara hårdare än materialet i den arbetande delen av insexnyckeln.
Originalartikel på engelska
Liknande mästarklasser






Särskilt intressant





Kommentarer (4)
