Forma plastdelar hemma. Lätt som en plätt
Tillverkningen av gjutprodukter med moderna material har blivit ganska lättillgänglig, ganska enkel och låg kostnad. Överväg alternativet att använda polyuretan för att hälla och silikon för att skapa formen.
Kommer att behöva
För vårt arbete kommer vi att använda ganska lättillgängliga och billiga material och produkter:
- silikon "ELASTOLUX-M" för tillverkning av formar;
- silikon "ELASTOFORM" för tillverkning av substratet;
- separator baserad på fotogen eller vaselin;
- böjning för formen med en totalvikt på 1 kg;
- gjutning av polyuretan "UNIKAST 9" (bas, del A);
- härdare (del B);
- precisionsvågar;
- plastglas.
Teknik för att gjuta polyuretanprodukter i silikonformar
Först och främst måste du skriva ut en mastermodell med ett grindsystem på en 3D-skrivare. Eller ta en färdig del som behöver upprepas, limma fast tandpetare i rollen som sprues. Det kommer att behövas för att göra en återanvändbar silikonform.

Till det använder vi silikon, som är mycket elastiskt och tillräckligt hållbart.För ett bassubstrat med en tjocklek på 10-15 mm är billigare tvåkomponentssilikon av typen ELASTOFORM lämplig.
Gjord silikonform.

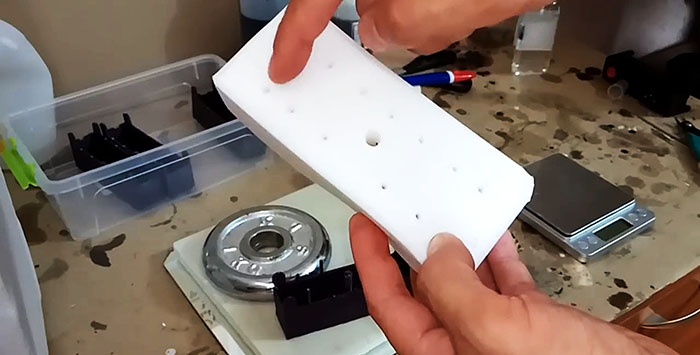
Hur fungerar gjutningsprocessen?
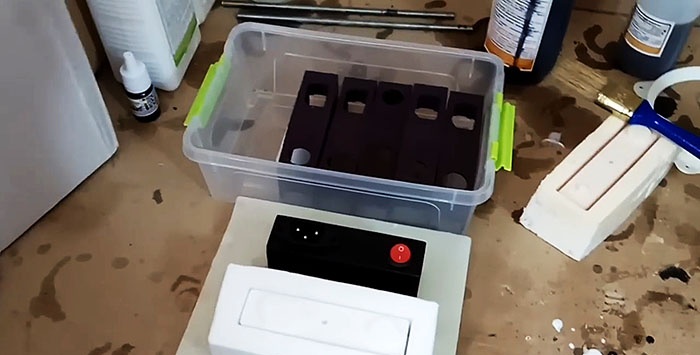
Vi placerar silikonformen på substratet. Om den kommer att användas upprepade gånger, smörj den då med jämna mellanrum med en separator baserad på fotogen eller vaselin.
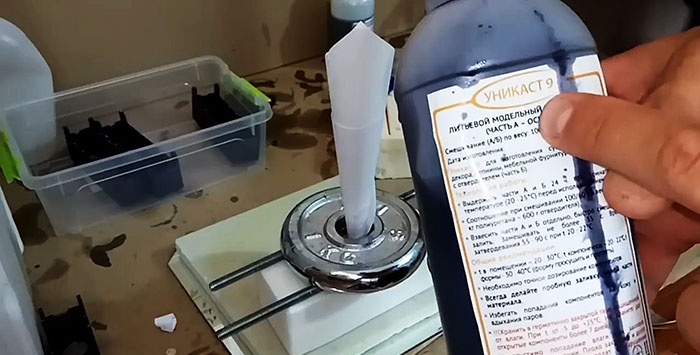
Vi pressar silikonformen ovanpå med en spridd belastning (tryck) som väger upp till ett kilo. För att säkerställa att gjutmaterialet hälls exakt och snabbt använder vi en papperstratt. Därefter kan vi anta att formen är förberedd för gjutning.

För att fylla tar vi den billigaste gjutpolyuretanen "UNIKAST 9" (del A) och härdare (del B), som vi blandar i ett förhållande av 1:0,6.

För högkvalitativ blandning behöver du precisionsvågar och en plastmugg. Du kan lägga till vilken färg som helst till basen, som säljs separat. För 1 kg polyuretan behöver du 90-100 droppar färgämne.


Häll 22 gram flytande polyuretan och 13,2 gram härdare i ett glas på en våg och rör om noggrant i 30 sekunder, inte mer, eftersom det redan börjar härda. Vid omrörning kommer vi att känna att glaset värms upp, vilket betyder att polymerisationsprocessen har börjat. Blandningen är redo att hällas.
Vi häller blandningen utan avbrott tills flytande polyuretan kommer ut ur sprutorna. Primär härdning tar cirka två minuter, och fullständig härdning tar 10-15 minuter, men det är bättre att hålla fyllningen i formen i 20-30 minuter.

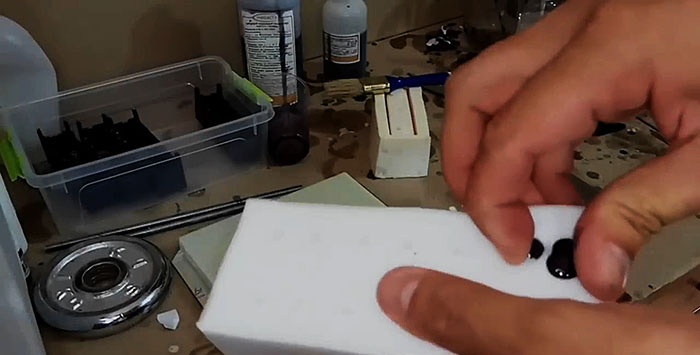
Efter en halvtimme börjar vi ta bort polyuretangjutningen från silikonformen.


Vi bryter först av papperstratten med överskott av polyuretan fryst i den, sedan överskottet som sticker ut från öppningarna, tillsammans med "benen". Detta kommer att göra det lättare för oss att ta bort den gjutna produkten från formen.
Dessutom är silikonformen mycket flexibel, vilket också gör det enkelt att ta bort gjutgodset från den utan svårighet.


Allt som återstår är att lätt bearbeta hålen, bryta av eller skära av inloppen och borra hålen med en borr. Efter detta skiljer sig den gjutna produkten praktiskt taget inte från huvudformen.
Jämförelse av gjutmetod och 3D-utskrift
Gjutning jämfört med 3D-utskrift är en snabb process. Att skriva ut en sådan box på en 3D-skrivare tar det 4,0-4,5 timmar. I det här fallet visar sig 3D-modellen ofta vara defekt och allt måste startas om. Gjutprocessen tar max 30 minuter. Nästa punkt är billighet. Gjutning är mer än 3 gånger billigare än 3D-utskrift.












