Anslutning av metall med elektriska nitar
Elektrisk nitsvetsning används ofta inom industrin för att sammanfoga strukturer av tunn plåt. För hushållsändamål är det ofta lättare att svetsa med en vanlig söm, men det finns undantag. Punktsvetsning kan behövas när man gör karossreparationer själv, när man täcker skåpbilar, paviljonger etc. med stålplåt. Men med tanke på den låga populariteten för denna svetsmetod är få människor bekanta med den, så det är värt att överväga det mer i detalj.

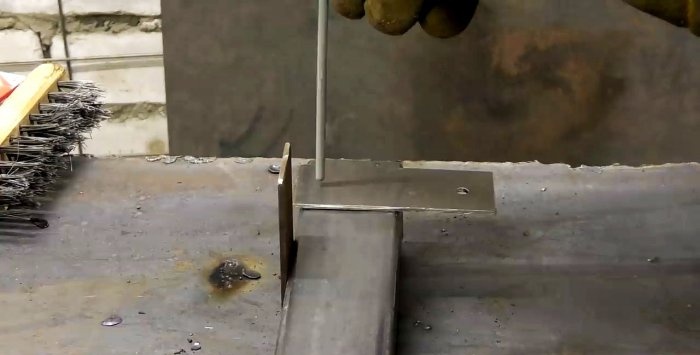
För att få den nödvändiga erfarenheten bör en nybörjarsvetsare börja tillverka elektriska nitar genom att först borra ett hål i den översta plåten. Vid svetsning av stål 3 mm tjockt bör dess diameter vara 6-9 mm.

Elektroden appliceras på det nedre arbetsstycket genom ett hål i det övre arket. Om tunt stål används, bör det börja antändas från mitten, sedan sakta flytta och fortsätta smälta metallen vid kanten, röra sig uppåt i en cirkel. På tjock metall med ett stort hål måste du tända elektroden vid kanten, och när du rör dig i en cirkel, flytta ibland mot mitten.


För att få en pålitlig nit måste du följa flera regler:
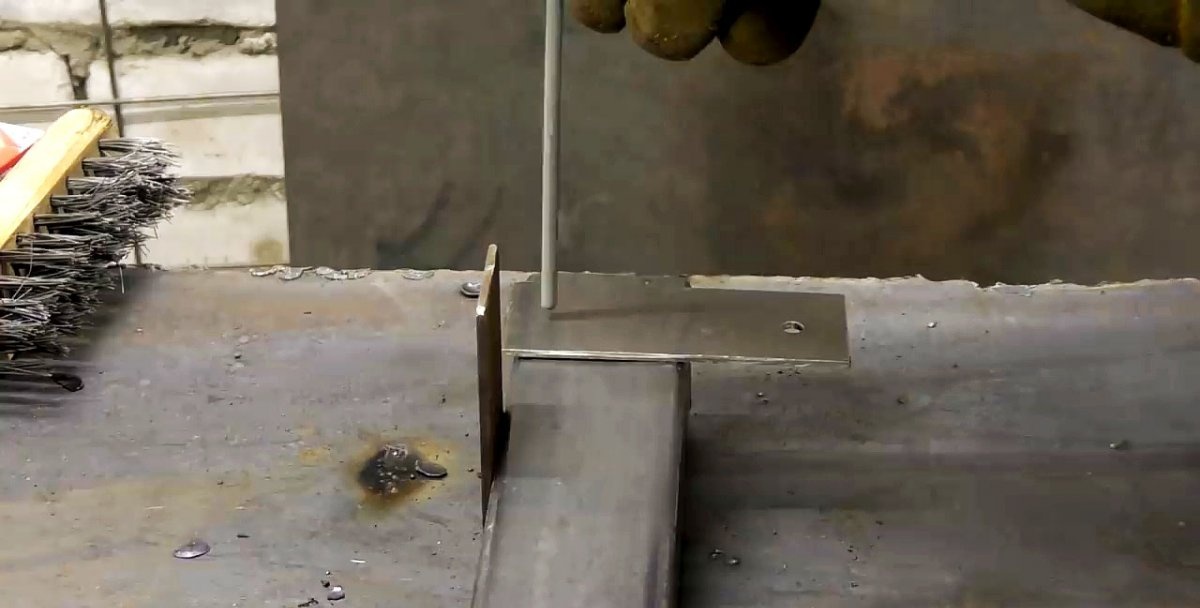
Med viss erfarenhet av sömsvetsning kan du omedelbart prova att installera elektriska nitar utan att borra det övre arket. Denna metod är lämplig för punktsvetsning av tunna plåtar. Elektroden placeras vid korsningen och hålls tills det karakteristiska ljudet av att bränna den övre delen uppträder. Så snart arket brinner ut måste du långsamt höja elektroden, smälta metallen, för att stänga det resulterande hålet.
När du placerar elektriska nitar på tunn metall kan du använda rutilelektroder. På mer seriösa arbetsstycken är en basbeläggning bättre. Om minst 2 nitar görs, kommer de anslutna delarna att vara omöjliga att bryta i någon slagriktning. Att laga mat med nitar är snabbare och mer ekonomiskt sett till elektrodförbrukning, så metoden är verkligen användbar.



Svetsning med preliminär hålförberedelse
För att få den nödvändiga erfarenheten bör en nybörjarsvetsare börja tillverka elektriska nitar genom att först borra ett hål i den översta plåten. Vid svetsning av stål 3 mm tjockt bör dess diameter vara 6-9 mm.

Elektroden appliceras på det nedre arbetsstycket genom ett hål i det övre arket. Om tunt stål används, bör det börja antändas från mitten, sedan sakta flytta och fortsätta smälta metallen vid kanten, röra sig uppåt i en cirkel. På tjock metall med ett stort hål måste du tända elektroden vid kanten, och när du rör dig i en cirkel, flytta ibland mot mitten.


För att få en pålitlig nit måste du följa flera regler:
- För att snabbt värma upp det nedre arbetsstycket är det bättre att ställa in strömmen till 110A på svetsmaskinen.
- Placera minst 2 nitar för att förhindra att de anslutna delarna vrids ut.
- Pressa ihop tunna arbetsstycken hårt för att förhindra att den övre metallen bränns;
- Ju högre tvärsnitt av metallen, desto större diameter på hålet för installation av niten behövs.
- Niten monteras på en gång utan paus. Tack vare detta kommer all slagg att samlas på toppen och den kan slås ner, vilket skapar en snygg svamp.
Installera en elektrisk nit genom att bränna utan hål
Med viss erfarenhet av sömsvetsning kan du omedelbart prova att installera elektriska nitar utan att borra det övre arket. Denna metod är lämplig för punktsvetsning av tunna plåtar. Elektroden placeras vid korsningen och hålls tills det karakteristiska ljudet av att bränna den övre delen uppträder. Så snart arket brinner ut måste du långsamt höja elektroden, smälta metallen, för att stänga det resulterande hålet.
När du placerar elektriska nitar på tunn metall kan du använda rutilelektroder. På mer seriösa arbetsstycken är en basbeläggning bättre. Om minst 2 nitar görs, kommer de anslutna delarna att vara omöjliga att bryta i någon slagriktning. Att laga mat med nitar är snabbare och mer ekonomiskt sett till elektrodförbrukning, så metoden är verkligen användbar.


Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (2)
