Hur man förvandlar ett kugghjul till en fullfjädrad vedskärare
Allt bidrar till en sådan metamorfos: metall, storleksförhållande, närvaron av raka eller sneda tänder, etc. Med ett ord kan en tidsstyrning från en personbil fungera som ett idealiskt ämne för att göra en pinnfräs för trä.

Utöver den nämnda växeln kommer vi att behöva en liten bit stålrör och en skruvförbindning som motsvarar den tvärgående storleken på kugghjulets monteringshål.
I vårt arbete kommer vi att behöva använda följande verktyg och utrustning:
För att eliminera utloppet av växeln vid bearbetning på en svarv, klämmer vi fast ett metallrör i chucken och slipar dess ände till diametern på växelns monteringshål.

Vi installerar den på den svängda änden av röret, pressar den med ändstocken och bearbetar änden av arbetsstycket.
Låt oss gå vidare till den viktigaste operationen - skärande av tänder på redskapet. För att göra detta måste det vara säkert säkrat i ett skruvstycke, vilket inte är lätt att göra utan en speciell hållare.
Det är inte svårt att göra. Vi sätter in en bult med lämplig diameter och längd i växelns monteringshål, på andra sidan av arbetsstycket sätter vi en bricka på bulten, sedan en bussning och drar åt den resulterande enheten med en mutter med en justerbar skiftnyckel.
Nu är det möjligt att säkert fästa kugghjulsämnet i hållaren i ett skruvstycke och använda en slipmaskin för att skära spår av samma djup längs alla håligheter i kugghjulet. De kommer att bestämma höjden på tänderna och skärpningsvinkeln för den framtida skäraren.
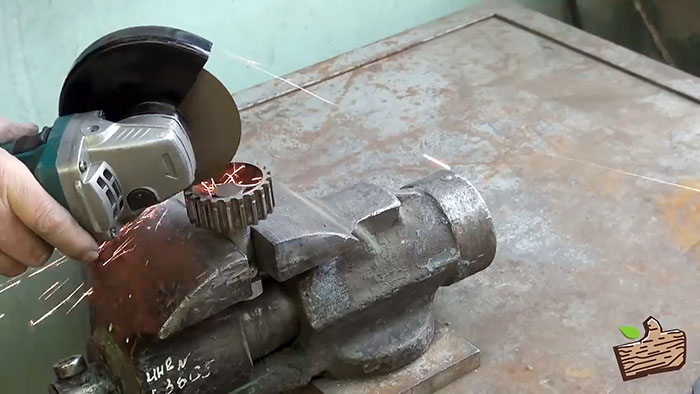

Efter att ha klippt spåren i arbetsstycket demonterar vi hållaren, tar bort muttern och bussningen. Vi klämmer fast bultstången i ett skruvstäd så att växeln är på sidan och kan roteras med en skiftnyckel runt bulten som ligger horisontellt.

Efter att ha ställt in den beräknade skärpningsvinkeln, med hjälp av en slipmaskin, skär vi skärtänderna på den framtida skäraren på växelns ändyta.

Efter att ha lagt redskapet med bulten platt på ett bänkskruvstycke, tar vi bort graderna och ger tänderna sin slutliga form, först med en fil med en grov skåra och sedan med en fin.

Vi installerar om hållaren helt på arbetsstyckets växel och använder en gasacetylensvetsskärare för att värma upp den tills den börjar bli röd och sänker den sedan kraftigt i en behållare med vatten.


Vi kontrollerar hårdheten på härdningen och märker att metallen inte är tillräckligt härdad, eftersom den kan bearbetas med en finskuren fil.
Vi värmer arbetsstycket igen, men vid en högre temperatur, och bringar metallen till en ljusröd glöd, varefter vi nedsänker den nästan färdiga skäraren i en behållare med vatten för härdning.
Vi slipar en mindre från bussningen för hållaren för att kompensera för diametern på monteringshålet på vår fräs, 16 mm, och diametern på vinkelslipspindeln, 14 mm.

Vi tar bort skärskivan från vinkelslipspindeln, installerar adapterhylsan och på den en hemmagjord skärare gjord av timingväxeln och fäster allt med en klämmutter.


Vi pressar en bit av brädet säkert till arbetsbänksbordet med en klämma, sätter på kvarnen och kontrollerar den på tomgång utan belastning. Verktyget fungerar smidigt och inga vibrationer känns.
Vi ökar hastigheten och börjar fräsa ytan på brädan. Vi känner direkt en märkbar belastning på våra händer, vilket tyder på att mycket trä tas bort. För bekvämlighet och säkerhet i arbetet skruvar vi sidohandtaget i vinkelslipkroppen.

Om arbetet som ska utföras är känsligt, bör skärpningsvinkeln på tänderna på en hemmagjord skärare göras mindre; för att öka produktiviteten, tvärtom, bör den göras större.
Kommer att behöva
Utöver den nämnda växeln kommer vi att behöva en liten bit stålrör och en skruvförbindning som motsvarar den tvärgående storleken på kugghjulets monteringshål.
I vårt arbete kommer vi att behöva använda följande verktyg och utrustning:
- svarv och slipmaskin;
- skjutmått;
- metallfilar med grova och fina snitt;
- bänkskruvstycke och klämma;
- justerbar skiftnyckel och hammare;
- gas-acetylensvetsning;
- behållare med vatten.
Proceduren för att göra en vedskärare från en tidsstyrning
För att eliminera utloppet av växeln vid bearbetning på en svarv, klämmer vi fast ett metallrör i chucken och slipar dess ände till diametern på växelns monteringshål.
Vi installerar den på den svängda änden av röret, pressar den med ändstocken och bearbetar änden av arbetsstycket.
Låt oss gå vidare till den viktigaste operationen - skärande av tänder på redskapet. För att göra detta måste det vara säkert säkrat i ett skruvstycke, vilket inte är lätt att göra utan en speciell hållare.
Det är inte svårt att göra. Vi sätter in en bult med lämplig diameter och längd i växelns monteringshål, på andra sidan av arbetsstycket sätter vi en bricka på bulten, sedan en bussning och drar åt den resulterande enheten med en mutter med en justerbar skiftnyckel.
Nu är det möjligt att säkert fästa kugghjulsämnet i hållaren i ett skruvstycke och använda en slipmaskin för att skära spår av samma djup längs alla håligheter i kugghjulet. De kommer att bestämma höjden på tänderna och skärpningsvinkeln för den framtida skäraren.
Efter att ha klippt spåren i arbetsstycket demonterar vi hållaren, tar bort muttern och bussningen. Vi klämmer fast bultstången i ett skruvstäd så att växeln är på sidan och kan roteras med en skiftnyckel runt bulten som ligger horisontellt.
Efter att ha ställt in den beräknade skärpningsvinkeln, med hjälp av en slipmaskin, skär vi skärtänderna på den framtida skäraren på växelns ändyta.
Efter att ha lagt redskapet med bulten platt på ett bänkskruvstycke, tar vi bort graderna och ger tänderna sin slutliga form, först med en fil med en grov skåra och sedan med en fin.
Vi installerar om hållaren helt på arbetsstyckets växel och använder en gasacetylensvetsskärare för att värma upp den tills den börjar bli röd och sänker den sedan kraftigt i en behållare med vatten.
Vi kontrollerar hårdheten på härdningen och märker att metallen inte är tillräckligt härdad, eftersom den kan bearbetas med en finskuren fil.
Vi värmer arbetsstycket igen, men vid en högre temperatur, och bringar metallen till en ljusröd glöd, varefter vi nedsänker den nästan färdiga skäraren i en behållare med vatten för härdning.
Vi slipar en mindre från bussningen för hållaren för att kompensera för diametern på monteringshålet på vår fräs, 16 mm, och diametern på vinkelslipspindeln, 14 mm.
Testar en hemmagjord vedskärare
Vi tar bort skärskivan från vinkelslipspindeln, installerar adapterhylsan och på den en hemmagjord skärare gjord av timingväxeln och fäster allt med en klämmutter.
Vi pressar en bit av brädet säkert till arbetsbänksbordet med en klämma, sätter på kvarnen och kontrollerar den på tomgång utan belastning. Verktyget fungerar smidigt och inga vibrationer känns.
Vi ökar hastigheten och börjar fräsa ytan på brädan. Vi känner direkt en märkbar belastning på våra händer, vilket tyder på att mycket trä tas bort. För bekvämlighet och säkerhet i arbetet skruvar vi sidohandtaget i vinkelslipkroppen.
Om arbetet som ska utföras är känsligt, bör skärpningsvinkeln på tänderna på en hemmagjord skärare göras mindre; för att öka produktiviteten, tvärtom, bör den göras större.
Titta på videon
Liknande mästarklasser

Hur man reparerar en trasig kugghjulstand

Hur man förvandlar en borr till en router med enkel utrustning

Vedkap för genomgående och blinda hål av bultar

Fullständig demontering av röjsågens växellåda för att ta bort slitageprodukter

Återställande av kugghjul i plast genom räffling

Ballerinaskärare justerbar för trä
Särskilt intressant






Kommentarer (6)
