Hur man reparerar en trasig kugghjulstand

I mekanismer från tidigare produktionsår (verktygsmaskiner, växellådor, drivningar) var växlar och kugghjul ofta gjorda av grått gjutjärn, som vid låga och medelstora belastningar inte var sämre än sina motsvarigheter i stål, och järngjutningsprocessen var enklare och billigare än stål.
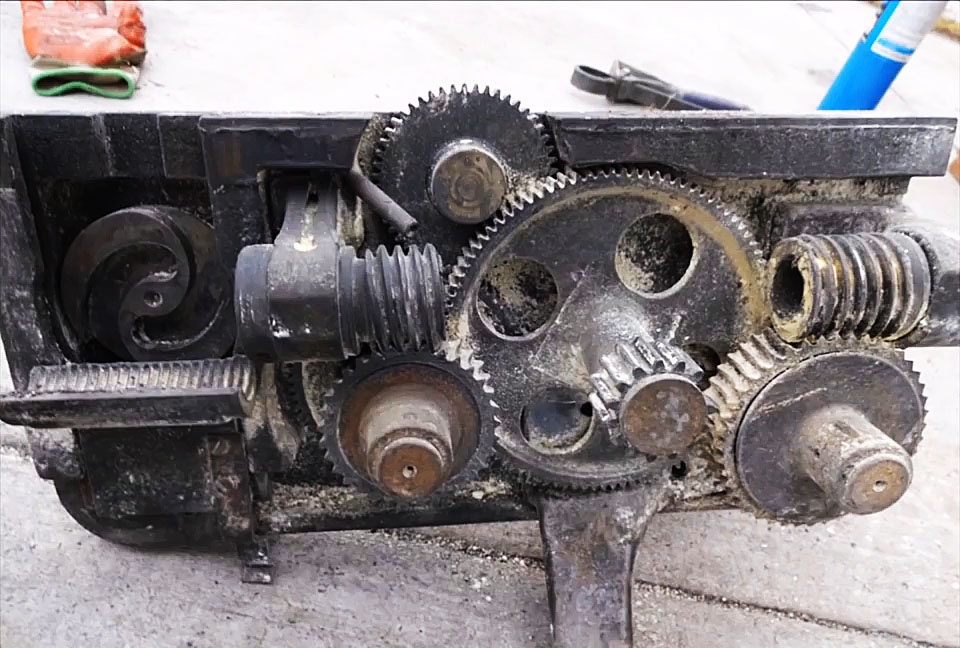
Men gjutjärn är bräckligt, och i växlar och växlar, med en kraftig förändring i belastningen eller dess ökning, gick tänderna sönder och hela mekanismen misslyckades. Naturligtvis skulle det vara bättre att ersätta en växel eller växel med en saknad tand med en ny produkt, vilket inte alltid är möjligt. Då återstår bara att försöka återställa tanden på annat sätt.

Ett av alternativen är förknippat med mekanisk förberedelse av platsen för den trasiga tanden, beläggning av ett material som är lämpligt när det gäller styrka och andra egenskaper, och bearbetning av beläggningen tills en ny tand med exakt geometri erhålls.
Nödvändig utrustning, utrustning och material
För arbete behöver vi:
- kvarn och miniborr (borr);
- oxy-acetylen svetsbrännare;
- kvalster;
- visp (mäthuvud);
- svarv;
- sandpapper;
- en axel med en mutter och ett rörformigt stopp för kugghjuls- och kugghjulsenheten;
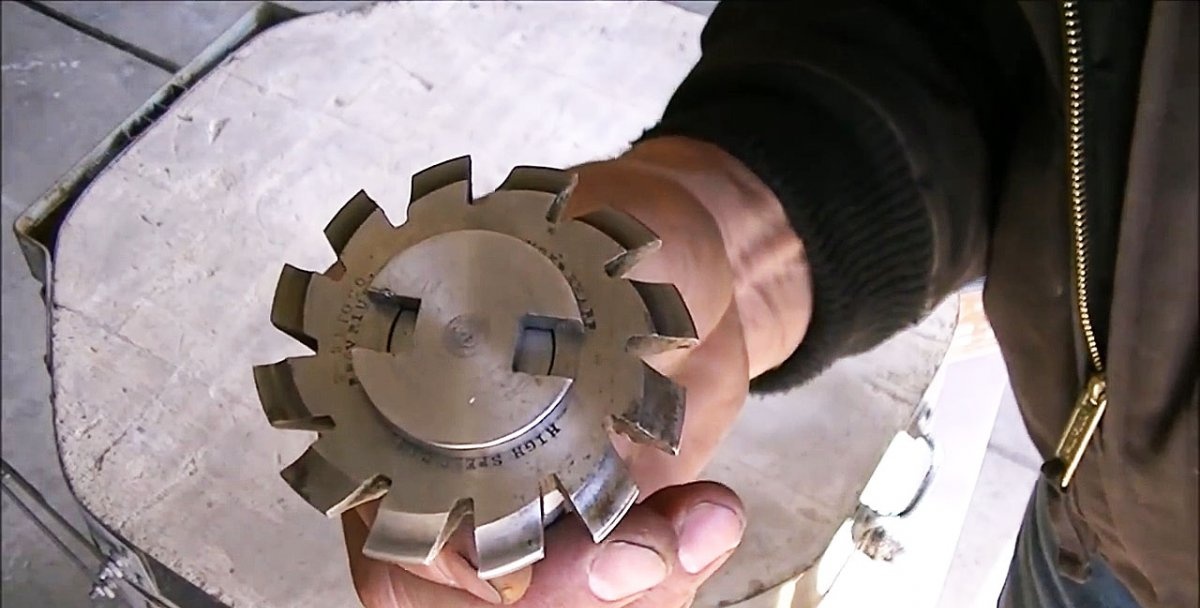
- fräs för att forma profilen av kaviteten mellan tänderna;
- skäraxel med nyckelfärdigt grepp;
- fräsmaskin med delningshuvud;
- mätinstrument (ok, mikrometer) etc.
För att fylla gapet mellan två angränsande intakta tänder i förhållande till en trasig tand behöver vi:
- kiselhaltig (silikon) bronsstav;
- flussmedel (huvuddel: borax med en liten blandning av magnesium);
- svetsfilt av glasfiber;
- trasor, tygservetter m.m.
Processen att återställa en trasig tand
Den består av tre steg:
- Förbereda platsen och fylla (täta) gapet mellan två angränsande intakta tänder i förhållande till den saknade.
- Tillverkning av en hållare för en kuggskärare och en axel för att fästa växeln och växeln på maskinen under bearbetning.
- Forma en tandprofil genom att ta bort det avsatta materialet med en speciell skärare från båda sidor.
Förbereda lödningsområdet

Eftersom grått gjutjärn är svårt att bearbeta mekaniskt är det nästan omöjligt att göra detta med en miniborr. Det är bättre och snabbare att slipa en trasig tand med en kvarn.
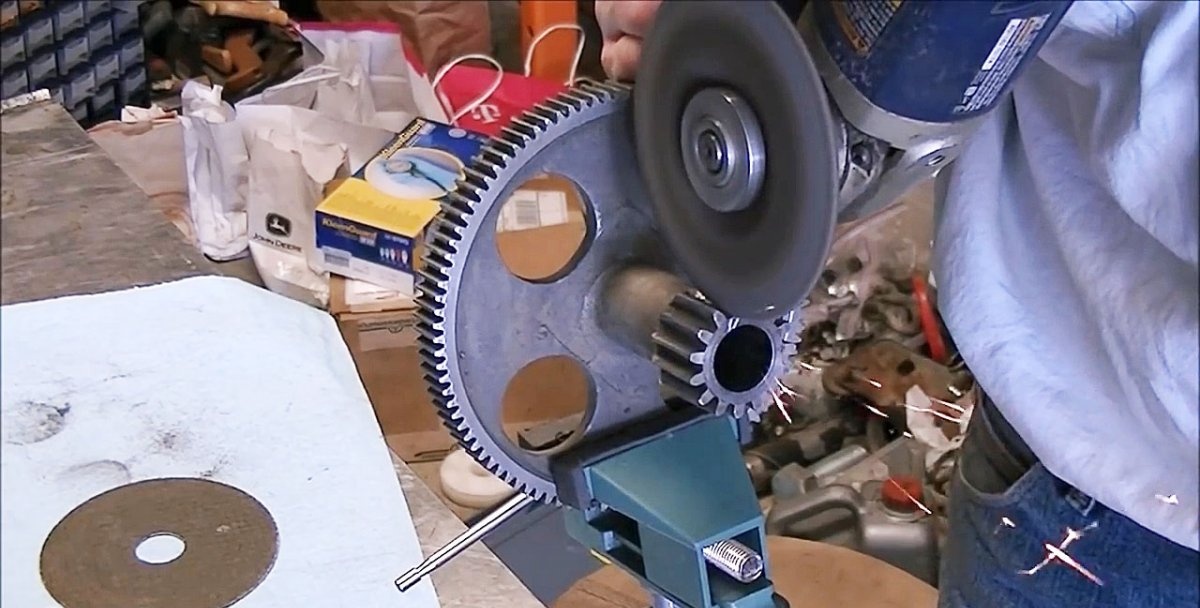
I slutet kan du använda en borr för att rugga upp basen. Detta kommer att säkerställa en starkare koppling mellan det svetsade materialet och gjutjärnet.


Termisk lödningsprocess
Det börjar med grundlig och enhetlig uppvärmning, med hjälp av en gasacetylenbrännare, av både lödområdet och de intilliggande delarna av kugghjulet. Annars ökar sannolikheten för att sprickor bildas i gjutjärnsdelen.
Sedan värms lödområdet och den lätt kiselhaltiga (silikon) bronsstaven glödheta, som efter uppvärmning sänks ner i en behållare med flussmedel, huvudsakligen bestående av borax med tillsats av en liten mängd magnesium.
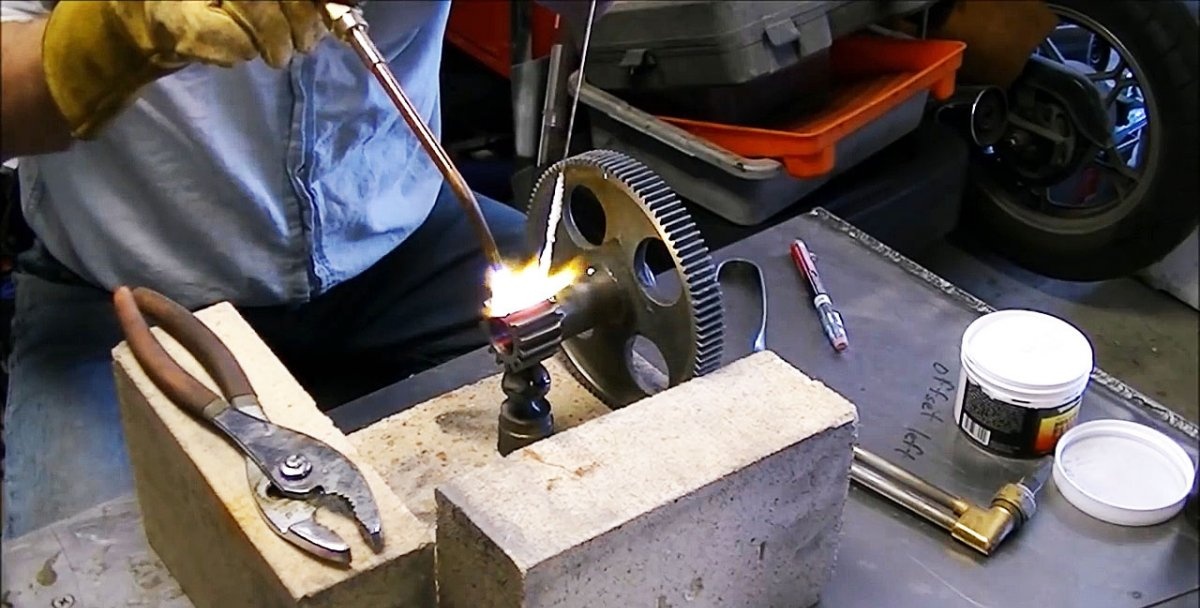
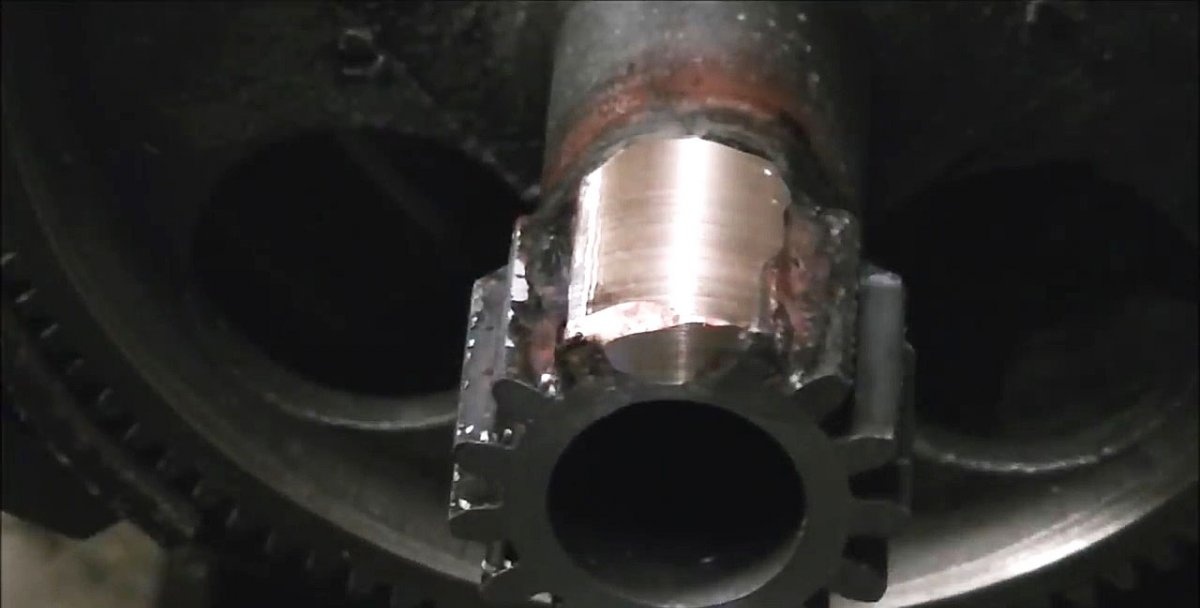
Därefter placeras en silikonbronsstav belagd med flussmedel över håligheten och smälts med hjälp av lågan från en acetylenfackla. Denna operation fortsätter tills kiselbronslodet fyller hela volymen av kaviteten mellan intilliggande intakta tänder.
I slutet av detta steg, så att lödningen inte spricker på grund av snabb kylning, täcker vi delen som återställs med en svetsfilt av glasfiber och lämnar den tills den svalnar långsamt under den tid som krävs.

Bearbetningsprocess för lödda kugghjul
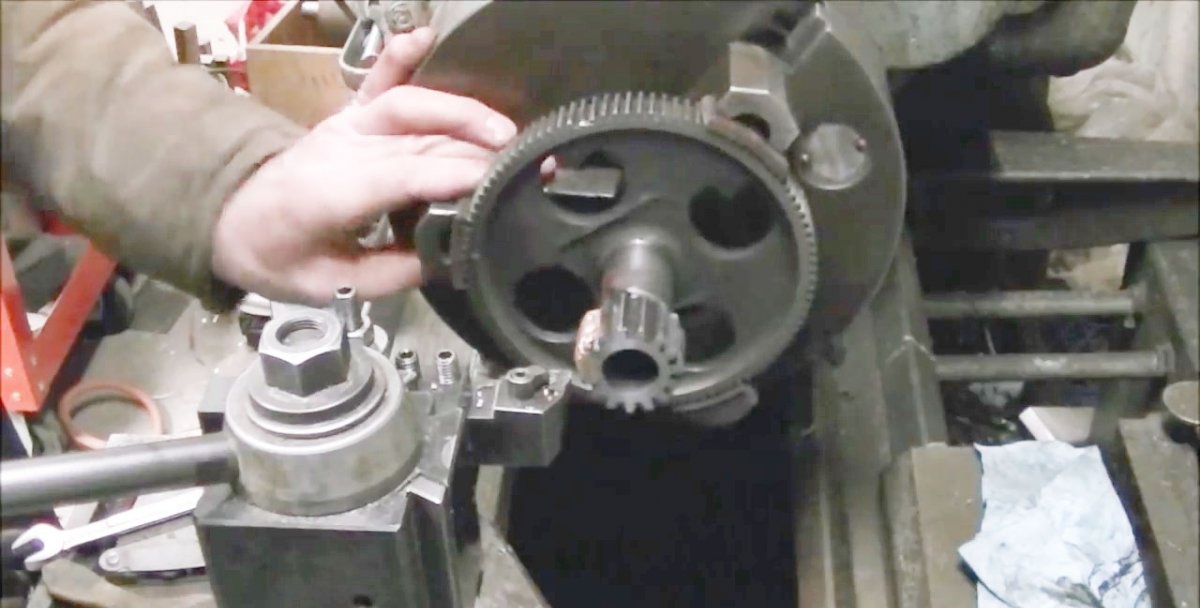
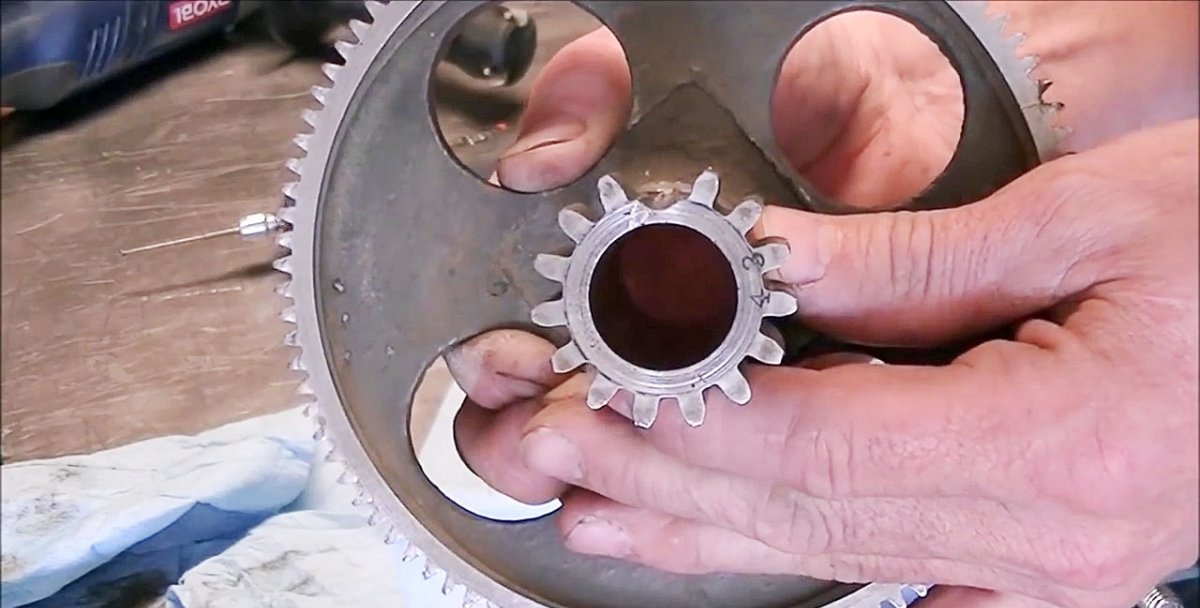
Vi klämmer fast kugghjulet i svarvens chuck och, med hjälp av ett mäthuvud, ställer vi in blocket med minsta tillåtna utlopp, knackar växeln på den ena eller andra sidan med en klubba, om det behövs.
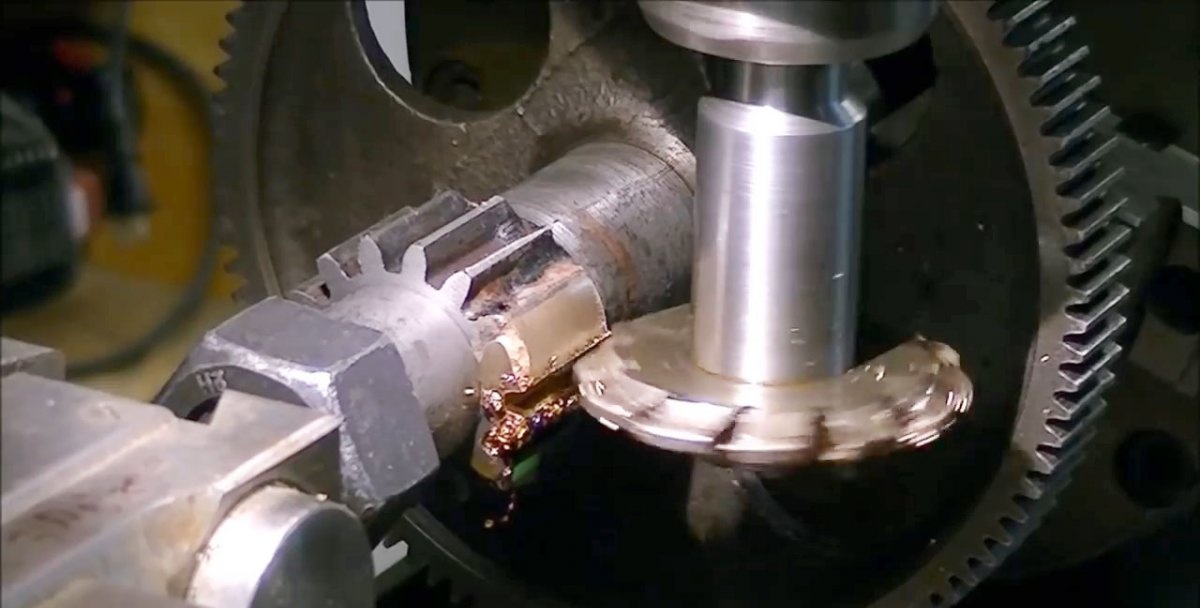
Sedan, med hjälp av skärare, tar vi bort lödpärlorna som sticker ut utanför kugghjulets ändar. I slutet av svarvningen slipar vi bearbetningsområdena med sandpapper.


Förbereda blocket och fräsen för arbete

Vi placerar växeln och växelblocket på en svarv på en förberedd axel genom att dra åt muttern och det cylindriska stoppet.

För att göra en hållare för en skärare tar vi en stålstång av en viss längd och en diameter något större än monteringshålet i verktyget. Vi klämmer fast den i svarvchucken och borrar först ett litet hål från ena änden med en centreringsborr, som vi sedan expanderar med en spiralborr till önskad storlek.
Därefter fixar vi kranen i maskinens bakstycke och sätter in den i hålet i änden av stången.Vi flyttar huvudstocken tillbaka och skär tråden manuellt och roterar kranen med en vev. Vi skruvar en hemmagjord bult med ett platt cylindriskt huvud och två symmetriskt placerade rektangulära utskärningar i förhållande till mitten av stången i den resulterande gängan för att greppa med en speciell nyckel.

Sedan avslutar vi stången på andra sidan och slipar den till önskad längd för att matcha diametern på fräsmaskinsspindeln. Vi utför svarvning med periodisk kontroll av diametern för att inte lossa storleken. I slutet slipar vi vändområdet med ett sandpapperstejp och torkar av det med en trasa.
Tandprofilbildning
Vi fixerar skärhållaren i fräsmaskinens spindel och slipar stången till storleken på hålet i fräsen, och mäter regelbundet diametern med en mikrometer. I slutet slipar vi spåret med sandpapper och torkar av det med en trasa.
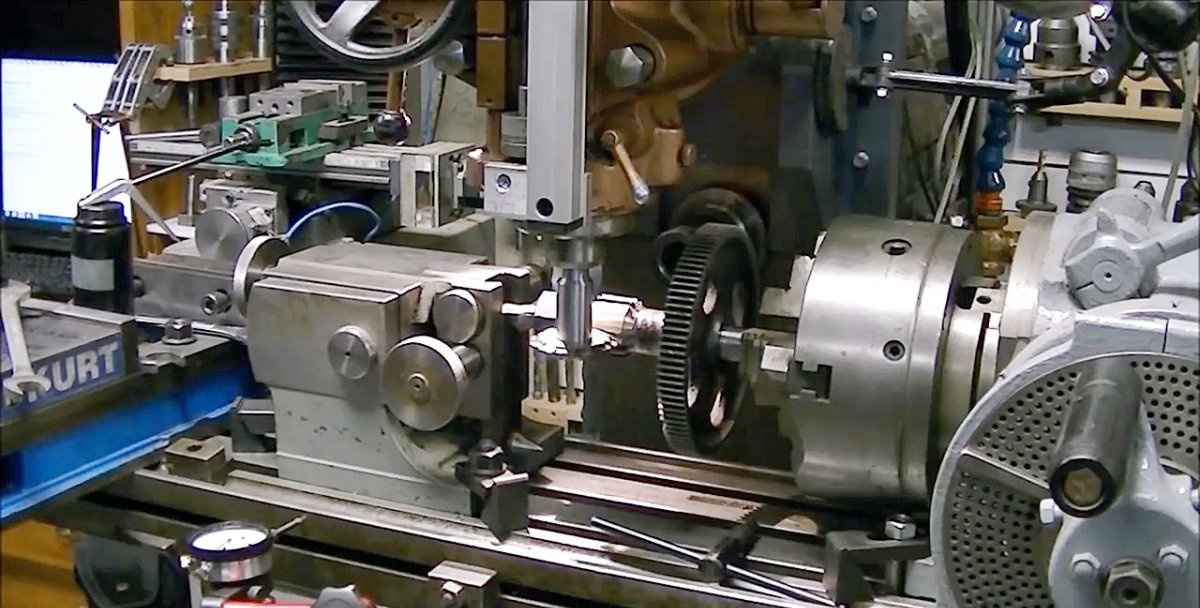
Vi sätter skäraren på hållaren och säkrar den i slutet med en fästbult, först för hand och i slutet med en speciell nyckel med en vev. Vi installerar delningshuvudet och ändstocken på fräsmaskinens arbetsbord. Genom att klämma fast en perfekt rak stålstång mellan dem, riktar vi in dessa enheter för att säkerställa maximal koaxialitet i vertikala och horisontella plan. För att göra detta använder vi mäthuvuden och justerar ändstockens position i förhållande till delningshuvudet. Efter uppriktningen är dessa enheter säkert fastsatta på fräsmaskinsbordet.
Den viktigaste operationen är den exakta inriktningen av skäraren i förhållande till växeln som återställs. För att göra detta använder vi en bromsok, en mikrometer och en metalllinjal.
Vi delar huvudets egenskaper med antalet tänder och får antalet varv på handtaget per 1 tand. Vanligtvis är resultatet ett bråktal. Detta värde återfinns sedan på divisorcirkeln.
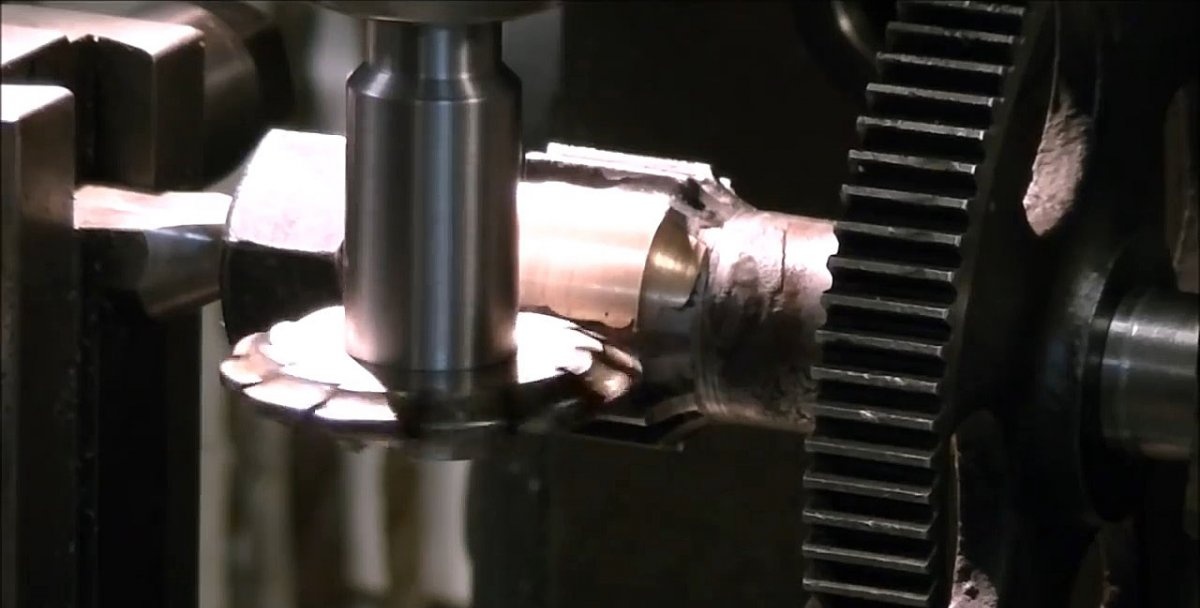
Nu kan du slå på fräsmaskinsspindeln och börja forma ett av hålen i tanden som ska återställas. Det är bättre att göra detta i 2-3 pass för att inte skada ytan. När du formar en tand är det nödvändigt att ta bort partiklar av skuret material från skäraren och smörja verktyget. Därefter flyttar vi bort skäraren och vrider kugghjulet exakt ett steg med delningshuvudet och upprepar föregående operation igen.


En anteckning
Varför använda silikonbrons för att bilda en tand på ett gjutjärnsdrev? Är det inte säkrare att svetsa kaviteten mellan tänderna med en gjutjärnselektrod och sedan bearbeta den med en kuggskärare?
Om du gör detta, på grund av den höga temperaturen "bleker" gjutjärnet och skapar ytor som är praktiskt taget omöjliga att bearbeta. Silikonbrons liknar i styrka grått gjutjärn, och ännu högre i draghållfasthet. Samtidigt är dess bearbetning, som vi har sett, inte alls svårt.
Titta på videon
Liknande mästarklasser

Hur man återställer en utbränd borr genom att konvertera den från 220 V till 12 V

Hur man återställer en plastutrustning

Hur man förvandlar ett kugghjul till en fullfjädrad vedskärare

Fullständig demontering av röjsågens växellåda för att ta bort slitageprodukter

Återställande av kugghjul i plast genom räffling

Hur man skär och slipar nya tänder på en gammal såg
Särskilt intressant






Kommentarer (16)
