Hur man härdar handverktyg hemma
Ibland, efter att ha köpt ett handverktyg, visar det sig att det är av låg kvalitet på grund av brister i härdningen på fabriken. Låt oss överväga en metod för värmebehandling av skruvmejslar, mejslar, borrar, knivar etc. hemma.
Men det bör beaktas att härdning leder, tillsammans med förstärkningen av metallen, till en ökning av dess bräcklighet.
Här är en skruvmejsel med spetsen avbruten. Detta inträffade antingen från ett stort vridmoment som applicerades på den, eller från felaktig härdning, vilket orsakade ökad sprödhet hos metallen.

Låt oss se hur man härdar stål ordentligt så att det blir starkt och inte för sprött, och var säkra på det. Samtidigt måste verktyg som mejslar, mejslar etc också ha en vass arbetskant.
För arbete behöver vi följande material och verktyg:

Vatten för kylning av stål efter uppvärmning ersätts ofta med olika oljor och saltföreningar.Och med en magnet kommer vi att kontrollera, tillsammans med färgförändringen när stålet värms upp, den tillräckliga härdningstemperaturen, eftersom när den uppnås förlorar den heta metallen sina magnetiska egenskaper.

Det vill säga, en specifik färg och brist på magnetisering är säkra tecken på slutet på uppvärmningen av stålet och dess kylning i vatten.
För att härda en skruvmejsel formar vi först en ny ände med en fil och en skärpsten, eftersom stålet efter härdning blir så härdat att filen helt enkelt glider längs den utan att skära av metallen.

Om skadan på skruvmejselns spets är mindre, kan du klara dig utan att härda. Det räcker att bearbeta det på ett sliphjul i högst två sekunder och omedelbart kyla det i kallt vatten.

Använd en gasfackla och värm änden av skruvmejseln med den nybildade spetsen. Du kan se hur dess färg ändras vid upphettning, vilket är viktigt för härdning. Vi kommer också att kontrollera verktygets beredskap för magnetisk härdning. Den slutar attraheras av metall när temperaturen når 760 grader Celsius och behöver kylas snabbt.


Efter kylning i vatten kan du se att skruvmejseln är täckt med kolavlagringar som vi tar bort med sandpapper.

Detta är nödvändigt för anlöpningsprocessen, för att observera temperaturen genom de anlöpande färgerna som oxiderna antar och för att kyla skruvmejseln i tid.
För att värma ett verktyg utan plasthandtag till 260 grader Celsius kan vi använda en elektrisk ugn och placera den där i 20 minuter. Ta sedan tag i den med en tång och sänk ner den i vattnet.
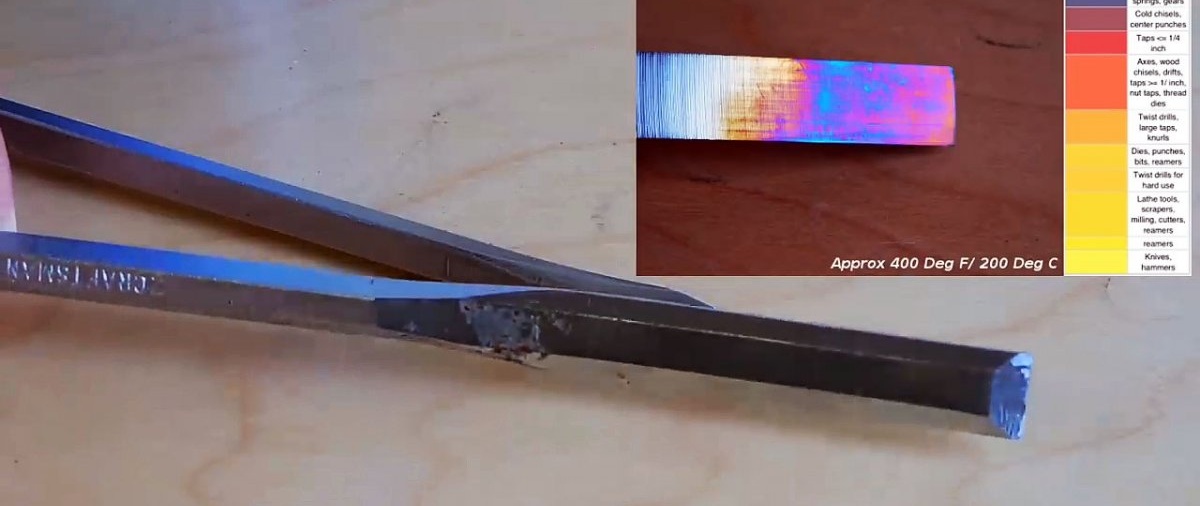
Under påverkan av gasbrännarlågan ändras färgen på skruvmejseln från ljusgul genom andra och blir lila, sedan mörkblå och når spetsen på skruvmejseln. Denna färg blir en signal för att sluta värma och kyla skruvmejseln i vattnet.

Samma blå färg kommer att vara en signal för slutet av uppvärmningen av fjäderstålet, eftersom dess temperatur kommer att nå 288-316 grader Celsius, medan den lila färgen signalerar en temperatur på cirka 260 grader Celsius, som används för att härda metallen om den har bli för spröd.
För att temperera knivarna, värm upp bladen tills färgen mattas från ljusorange till mörkgul, d.v.s. till en temperatur på 148-177 grader Celsius. Låt oss fortfarande ha en ljusgul färg, varefter vi kyler kniven i vatten.
Vi härdar spetsen på skruvmejseln. Vid uppvärmning visas först en ljusgul färg, sedan gul, lila, när man närmar sig spetsen - ljusblå och slutligen mörkblå, varefter instrumentet sänks ner i vattnet.
Vi gör detsamma med en tråkig mejsel, börjar med att vässa den med en fil och sedan härda den när änden blir lila. Värm upp försiktigt så att spetsen inte överhettas.
Vi värmer upp från topp till botten. Gult visas först, sedan i tur och ordning orange, lila och blått. Efter detta, kyl mejseln och rengör den med sandpapper och en slipskiva.
Men det bör beaktas att härdning leder, tillsammans med förstärkningen av metallen, till en ökning av dess bräcklighet.
Här är en skruvmejsel med spetsen avbruten. Detta inträffade antingen från ett stort vridmoment som applicerades på den, eller från felaktig härdning, vilket orsakade ökad sprödhet hos metallen.

Låt oss se hur man härdar stål ordentligt så att det blir starkt och inte för sprött, och var säkra på det. Samtidigt måste verktyg som mejslar, mejslar etc också ha en vass arbetskant.
Kommer att behöva
För arbete behöver vi följande material och verktyg:
- behållare med vatten;
- gasbrännare;
- mekaniskt smärgelhjul;
- fil;
- 220 sandpapper;
- magnet.

Vatten för kylning av stål efter uppvärmning ersätts ofta med olika oljor och saltföreningar.Och med en magnet kommer vi att kontrollera, tillsammans med färgförändringen när stålet värms upp, den tillräckliga härdningstemperaturen, eftersom när den uppnås förlorar den heta metallen sina magnetiska egenskaper.
Det vill säga, en specifik färg och brist på magnetisering är säkra tecken på slutet på uppvärmningen av stålet och dess kylning i vatten.
Härda en skruvmejsel med dina egna händer
För att härda en skruvmejsel formar vi först en ny ände med en fil och en skärpsten, eftersom stålet efter härdning blir så härdat att filen helt enkelt glider längs den utan att skära av metallen.

Om skadan på skruvmejselns spets är mindre, kan du klara dig utan att härda. Det räcker att bearbeta det på ett sliphjul i högst två sekunder och omedelbart kyla det i kallt vatten.

Använd en gasfackla och värm änden av skruvmejseln med den nybildade spetsen. Du kan se hur dess färg ändras vid upphettning, vilket är viktigt för härdning. Vi kommer också att kontrollera verktygets beredskap för magnetisk härdning. Den slutar attraheras av metall när temperaturen når 760 grader Celsius och behöver kylas snabbt.


Efter kylning i vatten kan du se att skruvmejseln är täckt med kolavlagringar som vi tar bort med sandpapper.

Detta är nödvändigt för anlöpningsprocessen, för att observera temperaturen genom de anlöpande färgerna som oxiderna antar och för att kyla skruvmejseln i tid.
För att värma ett verktyg utan plasthandtag till 260 grader Celsius kan vi använda en elektrisk ugn och placera den där i 20 minuter. Ta sedan tag i den med en tång och sänk ner den i vattnet.
Under påverkan av gasbrännarlågan ändras färgen på skruvmejseln från ljusgul genom andra och blir lila, sedan mörkblå och når spetsen på skruvmejseln. Denna färg blir en signal för att sluta värma och kyla skruvmejseln i vattnet.

Samma blå färg kommer att vara en signal för slutet av uppvärmningen av fjäderstålet, eftersom dess temperatur kommer att nå 288-316 grader Celsius, medan den lila färgen signalerar en temperatur på cirka 260 grader Celsius, som används för att härda metallen om den har bli för spröd.
För att temperera knivarna, värm upp bladen tills färgen mattas från ljusorange till mörkgul, d.v.s. till en temperatur på 148-177 grader Celsius. Låt oss fortfarande ha en ljusgul färg, varefter vi kyler kniven i vatten.
Vi härdar spetsen på skruvmejseln. Vid uppvärmning visas först en ljusgul färg, sedan gul, lila, när man närmar sig spetsen - ljusblå och slutligen mörkblå, varefter instrumentet sänks ner i vattnet.
Vi gör detsamma med en tråkig mejsel, börjar med att vässa den med en fil och sedan härda den när änden blir lila. Värm upp försiktigt så att spetsen inte överhettas.
Vi värmer upp från topp till botten. Gult visas först, sedan i tur och ordning orange, lila och blått. Efter detta, kyl mejseln och rengör den med sandpapper och en slipskiva.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (2)
