Hur man borrar en snabbskärare - P18 stål
Det är möjligt att en metallbearbetningsspecialist måste borra i P18 höghastighetsstål. För att göra detta behöver du en borr vars egenskaper måste överstiga materialet som bearbetas.
Quick cutter P18 är ett verktygsstål som används för tillverkning av fräsar, borrar, fräsar, brotschar, broscher etc. De kan användas för att bearbeta konstruktionsstål med en styrka på upp till 1 tusen MPa.
Material och verktyg som används
För vårt praktiska experiment behöver vi:
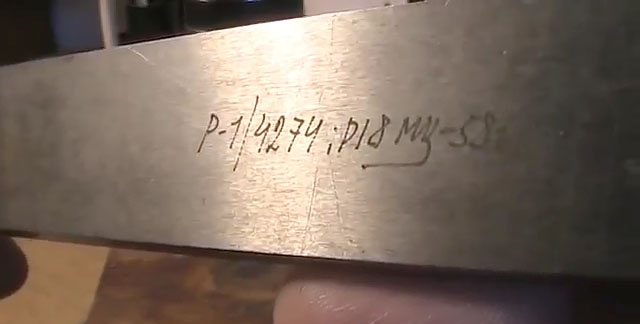
- Löstagbart svarvverktyg tillverkat av P18 stål, tillverkat redan 1958.
- Inte en ny fjäderborr med en diameter på 5 mm för keramik och glas.
- Bordsborrmaskin med justerbar spindelhastighet.
- Smärgelmaskin för slipning av verktyg.
- Skjutmått.
- Grov fil för metall.
- En bit fyrkantig stång av P18 stål.
- Fräs av stål R6M5.

Testprocess
För experimentet bestämde vi oss för ett skärverktyg av P18-stål, som tillverkades under Sovjetunionen, vilket är en pålitlig garanti för dess höga kvalitet. Detta är ett ganska hållbart material.Förutom svarvfräsar tillverkas olika verktyg av den, som används för att bearbeta konstruktionsstål och andra metaller.
Testverktyget var en 5 mm diameter begagnad spetsborr tillverkad i Kina, som vanligtvis används på metall, keramik, glas och sten.

För att återställa skäregenskaperna för denna borr, kommer vi att korrigera det något på en mekaniskt driven slipskiva.


Vi sätter in borren i chucken på bänkborrmaskinen och klämmer fast den ordentligt med en nyckel.
Som referens, använd en bromsok för att mäta tjockleken på skärdelen av skärverktyget. Det visade sig vara lika med 3,5 mm.

Vi ser till att spindelns vertikala slag är tillräckligt för att utföra genom borrning av fräsen. För att göra detta måste du se till att änden av borren når basens plan och att det fortfarande finns en viss kraftreserv.
Vi börjar borra och avlastar verktyget då och då. Detta är nödvändigt för att åtminstone delvis kyla det och rengöra det från spån och metallpartiklar som bildas under borrning.

I det ögonblick när toppen av verktyget kommer ut från motsatt sida, stoppar vi processen och vänder skäraren till andra sidan. Vi placerar borren på märket och slutför processen.

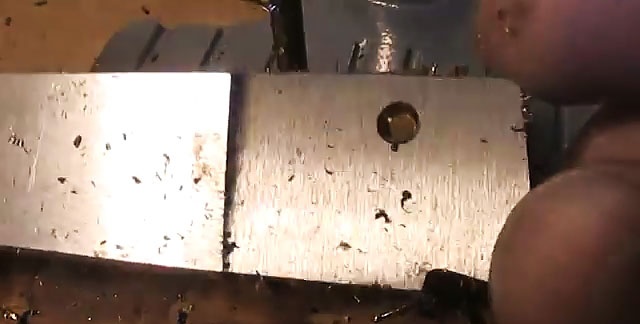
Det genomgående hålet i området för den skärande delen av skärverktyget av P18 stål är klart! Vi spenderade inte mer än 2-3 minuter på detta, utan att anstränga oss så mycket, utan komplikationer och med bara en skärpning av borren.
En grov handfil för metall är naturligtvis inte lämplig för bearbetning av P18-stål, om den inte kan användas för att ta bort grader som bildas under borrningsprocessen.
För att kontrollera de erhållna resultaten tar vi en fyrkantig stång gjord av P18-stål, borrar den och ser till att bearbetningsprocessen och dess resultat förblir desamma, inte annorlunda än första gången.
Låt oss prova att använda samma borr utan att slipa om för att borra en fyrkant, eller ännu bättre, en fräs av snabbstål R6M5, som har högre skäregenskaper än verktyg av stål R18, särskilt när det gäller den tillåtna driftstemperaturen. Och borren klarar det här materialet bra.
Överraskande nog borrar en vanlig billig kinesisk 5-mm spetsborr, som är designad främst för att arbeta med keramik och glas, enkelt inte bara höghastighetsverktygsstål P18, utan också mer hållbar kvalitet P6M5.

Slutliga slutsatser
Vi tror att med en något större investering av tid och ansträngning kan samma resultat uppnås med en borr av samma P18-stål. Dessutom, att välja den optimala hastigheten, som helt klart borde vara lägre.
Periodisk smörjning av borren kommer också att underlätta processen, vilket kommer att underlätta bättre metallbearbetning och kyla verktyget något under borrning. Flera skärpningar kan behövas.
Att göra ett hål är naturligtvis inte svårt. Det finns inget behov av speciell noggrannhet, det viktigaste är att ha tillräckligt med uthållighet och tålamod. Men när det är nödvändigt att borra minst ett dussin hål i denna snabbskärare, kommer alla brister i skärpning, borrläge, brist på smörjning och kylning av verktyget att spela en avgörande roll.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (8)
