Denna slipmaskin rengör rostiga rör på nolltid
Om det finns ett stort arbete att göra för att rengöra rör från rost, då kan du göra en maskin som kan göra detta 100 gånger snabbare. Dess design möjliggör installation av två slipmaskiner under en 125 mm skiva, så om de är tillgängliga, kommer genomförandet av kontraktion inte att kräva några särskilda ekonomiska investeringar.

För maskinbädden måste du skära en bit 40 cm lång från kanalen.

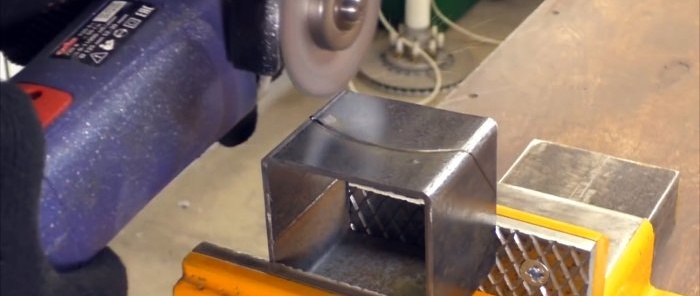
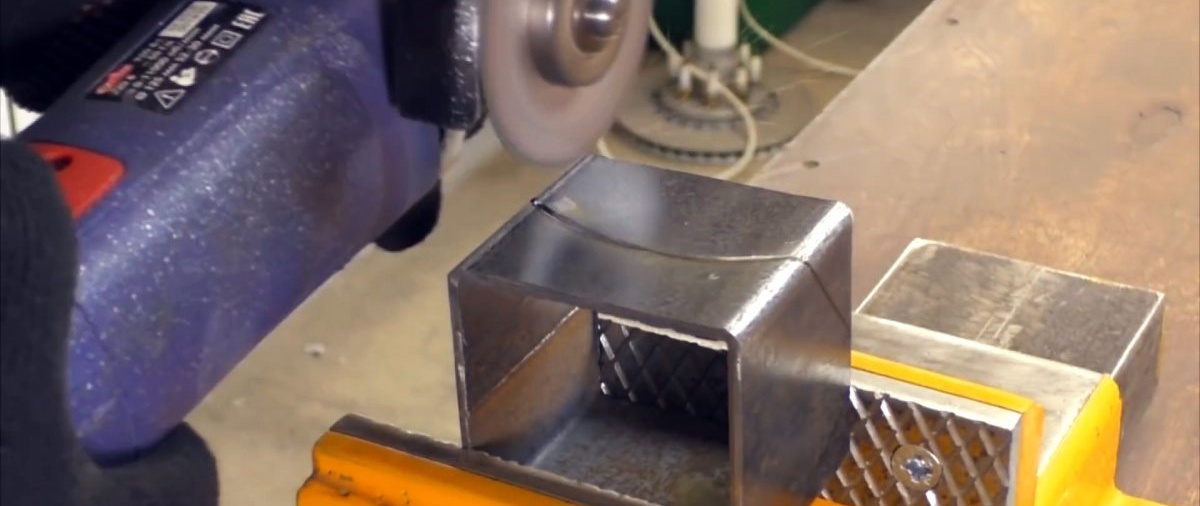
Sedan måste du göra 2 fästen för slipmaskiner. För att göra detta kan du använda ett stort profilrör. 2 stycken på cirka 6-8 cm breda skärs från den, och väggarna skärs av som på bilden.

Ett fästämne måste pluggas igen från den platta änden med en platta och mindre sektioner av profilröret måste svetsas fast för att lyfta det. Den andra fästningen är gjord på ett liknande sätt, men sektioner av ett profilrör med två långsträckta muttrar svetsade mellan dem svetsas till det underifrån.


Fästningen utan muttrar är svetsad i kanten av ramen. Mittemot den, med en liten fördjupning, är det nödvändigt att skära ett spår längs muttrarnas bredd och sätta in det andra fästelementet i det. Efter att ha vänt på ramen måste du slipa muttrarna om de sticker ut och sätta bultar i dem genom plattan så att det andra fästet glider.



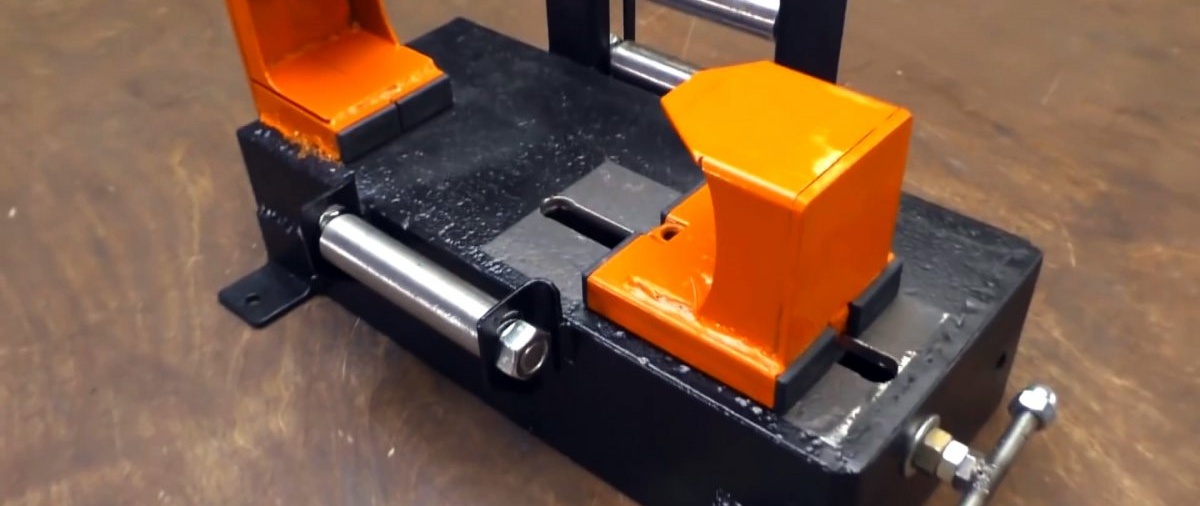
En mindre platta svetsas ovanpå mellan bultarna och en långsträckt mutter svetsas fast på den. Sedan måste du svetsa änden av ramen på sidan av glidfästet. Ett hål borras i den resulterande sidoväggen mittemot muttern och en lång stift sätts in i den. Den skruvas in i en mutter och en knopp är svetsad till den. Nu, när du roterar den, kan du ändra mellanrummet mellan fästelementen.




I mitten, på båda sidor av ramen, med ett mellanrum på 12-15 cm mellan dem, svetsas stativ från hörnet för att fästa rullarna. Spår är förskurna i dem för justering.



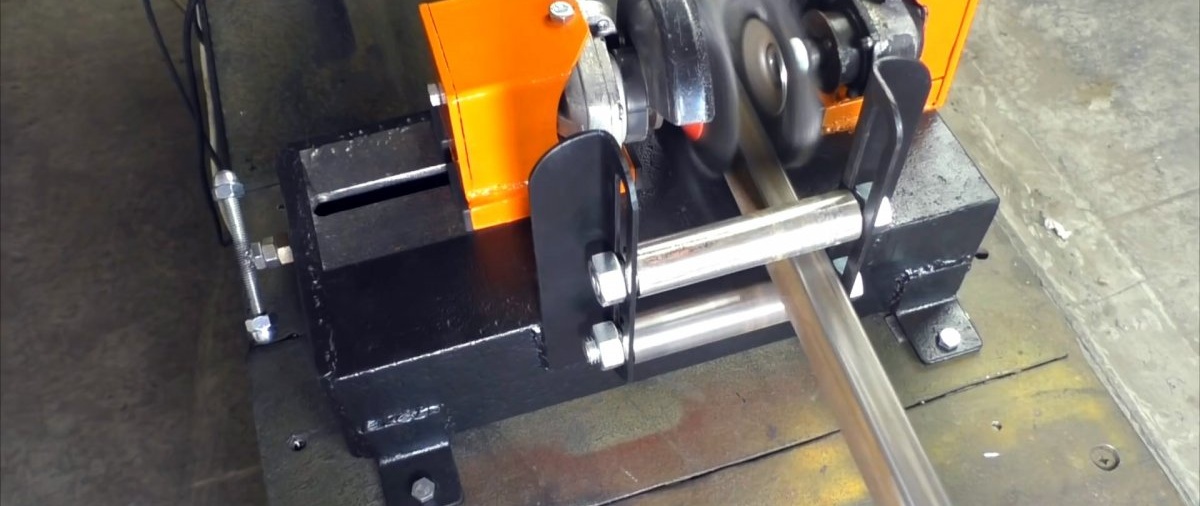
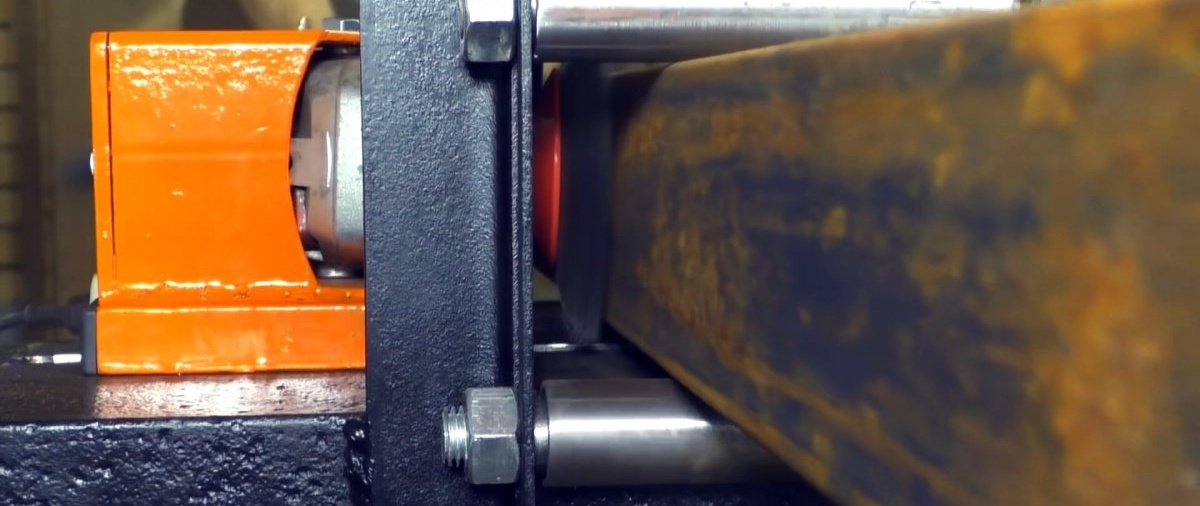
Därefter görs 3 rullar. De består av stift med två rör med olika diametrar placerade ovanpå. De monterade rullarna kläms fast i stativen med muttrar. En tryckrulle är installerad på ena sidan och två styrningar på den andra. Du måste också svetsa fästelement för att fixera ramen till bordet.



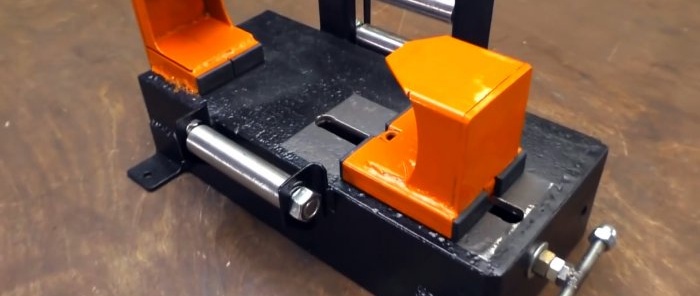
Sedan måste du borra hål i hållarna för att installera slipmaskiner och måla maskinen. Anordningens gnidningsdelar smörjs med olja, muttrar skruvas på justerstiftet och brickor placeras för att fixera den i ett läge.

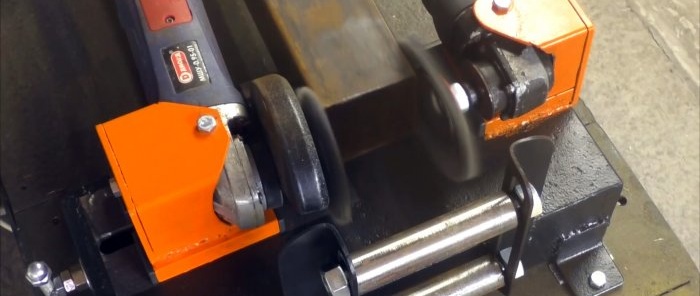
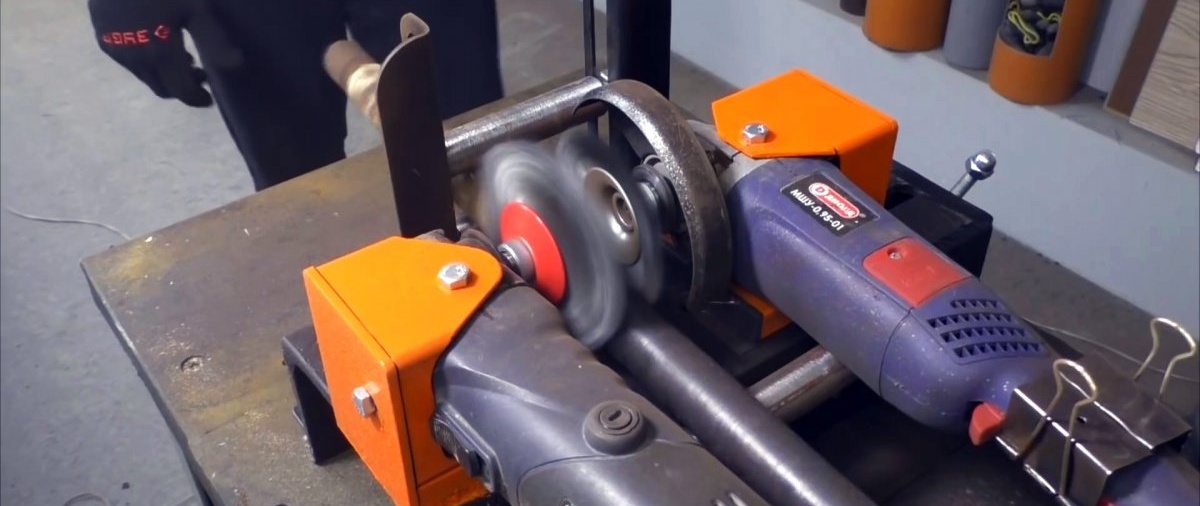
Innan användning skruvas ramen fast i bordet. Maskinen är utrustad med 2 slipmaskiner med metallborstar. De spänns fast med bultar genom standardhålen för handtagen. Avståndet mellan utrustningen anpassas till bredden på de rör som skalas. Därefter startas vinkelsliparna och ett rör matas mellan dem.Genom att köra den fram och tillbaka ett par gånger kan du ta bort rosten helt.



Vad du kommer att behöva:
- kanal;
- profil och vanliga rör med olika diametrar;
- Stålplåt;
- förlängda och vanliga M10 muttrar;
- M10 bultar.
- M10 stift;
- hörn av olika storlekar.
Tillverkningsprocess för slipmaskin
För maskinbädden måste du skära en bit 40 cm lång från kanalen.

Sedan måste du göra 2 fästen för slipmaskiner. För att göra detta kan du använda ett stort profilrör. 2 stycken på cirka 6-8 cm breda skärs från den, och väggarna skärs av som på bilden.

Ett fästämne måste pluggas igen från den platta änden med en platta och mindre sektioner av profilröret måste svetsas fast för att lyfta det. Den andra fästningen är gjord på ett liknande sätt, men sektioner av ett profilrör med två långsträckta muttrar svetsade mellan dem svetsas till det underifrån.


Fästningen utan muttrar är svetsad i kanten av ramen. Mittemot den, med en liten fördjupning, är det nödvändigt att skära ett spår längs muttrarnas bredd och sätta in det andra fästelementet i det. Efter att ha vänt på ramen måste du slipa muttrarna om de sticker ut och sätta bultar i dem genom plattan så att det andra fästet glider.



En mindre platta svetsas ovanpå mellan bultarna och en långsträckt mutter svetsas fast på den. Sedan måste du svetsa änden av ramen på sidan av glidfästet. Ett hål borras i den resulterande sidoväggen mittemot muttern och en lång stift sätts in i den. Den skruvas in i en mutter och en knopp är svetsad till den. Nu, när du roterar den, kan du ändra mellanrummet mellan fästelementen.




I mitten, på båda sidor av ramen, med ett mellanrum på 12-15 cm mellan dem, svetsas stativ från hörnet för att fästa rullarna. Spår är förskurna i dem för justering.



Därefter görs 3 rullar. De består av stift med två rör med olika diametrar placerade ovanpå. De monterade rullarna kläms fast i stativen med muttrar. En tryckrulle är installerad på ena sidan och två styrningar på den andra. Du måste också svetsa fästelement för att fixera ramen till bordet.



Sedan måste du borra hål i hållarna för att installera slipmaskiner och måla maskinen. Anordningens gnidningsdelar smörjs med olja, muttrar skruvas på justerstiftet och brickor placeras för att fixera den i ett läge.

Innan användning skruvas ramen fast i bordet. Maskinen är utrustad med 2 slipmaskiner med metallborstar. De spänns fast med bultar genom standardhålen för handtagen. Avståndet mellan utrustningen anpassas till bredden på de rör som skalas. Därefter startas vinkelsliparna och ett rör matas mellan dem.Genom att köra den fram och tillbaka ett par gånger kan du ta bort rosten helt.


Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
