Gör-det-själv elektrisk kvarnfil från en kvarn
För sliparbete på plats kan du göra enkel, men mycket pålitlig och produktiv utrustning för en vinkelslip. Den kan ersätta en elektrisk fil och en bandslip.
Grundmaterial:
- stålplåt eller band 6 mm;
- profilrör 15x15 mm och 20x20 mm;
- rör 50 mm;
- gaslyft 8 kg;
- vår;
- lager 37x12x12 mm;
- bultar, muttrar, brickor;
- tejp 610x100 mm;
Tillverkningsprocess för en elektrisk filslipare
En 22 mm bred remsa skärs av 6 mm stål för att göra det drivna rullaxelfästet. Dess bredd görs godtycklig 50-70 mm beroende på vald typ av tejp. Höjden vid användning av rekommenderade lager bör vara 41 mm. Hål borras på sidorna av fästet och en M10-gänga skärs för att installera axeln. Ett öga gjord av en remsa med ett hål och M12-gänga är svetsad till den.



Därefter görs en stång av ett 15x15 mm profilrör med en längd på 123 mm. En liten bit av remsa av godtycklig längd med ett snitt i kanten svetsas vinkelrätt mot dess ände. Svetsa in en förlängd M6-mutter parallellt med röret. Ett öga med 12 mm hål svetsas till tvärbalken. En lång M6-bult skruvas in i muttern.

En 50 mm rörbit används för att fästa den på en vinkelslip i form av en klämma. Arbetsstycket skärs på längden och muttrar svetsas på det för att dra åt det. En rörbit 20x20 mm med en längd på 128 mm svetsas till klämman. Hälften av den förlängda M6-muttern är svetsad under den.



En cylinder gjord av en slipad förlängd M6-mutter är svetsad till den tvärgående plattan på stången. Flera tunna stålplåtar måste svetsas fast på själva 15x15 mm röret så att det passar in i 20x20 mm styrningen utan glapp.

En platta för stöd 52x170 mm skärs av 6 mm stål. 2 installationshål med M8-gängor borras i. En fäste för plattan, ett färdstopp och en mutter svetsas fast på styrningen med en klämma. Själva röret är dessutom fäst vid klämman med en kil.




Du behöver också bearbeta en tunnformad drivrulle med en pressad eller skuren M14-gänga så att den kan skruvas fast på vinkelslipens spindel. Dess bredd är 60 mm, diameter 35-37 mm.

En bult med ett avskuret huvud och slitsar för en skruvmejsel sätts in i fästet. Den har 4 lager med brickor mellan dem. Resultatet är en driven vält.

Fästet är anslutet till stången, en fjäder sätts in mellan dem och en lång M6-bult skruvas in i motsatt sida. Därefter installeras en gashiss. En stödplatta skruvas fast på stavfästet.

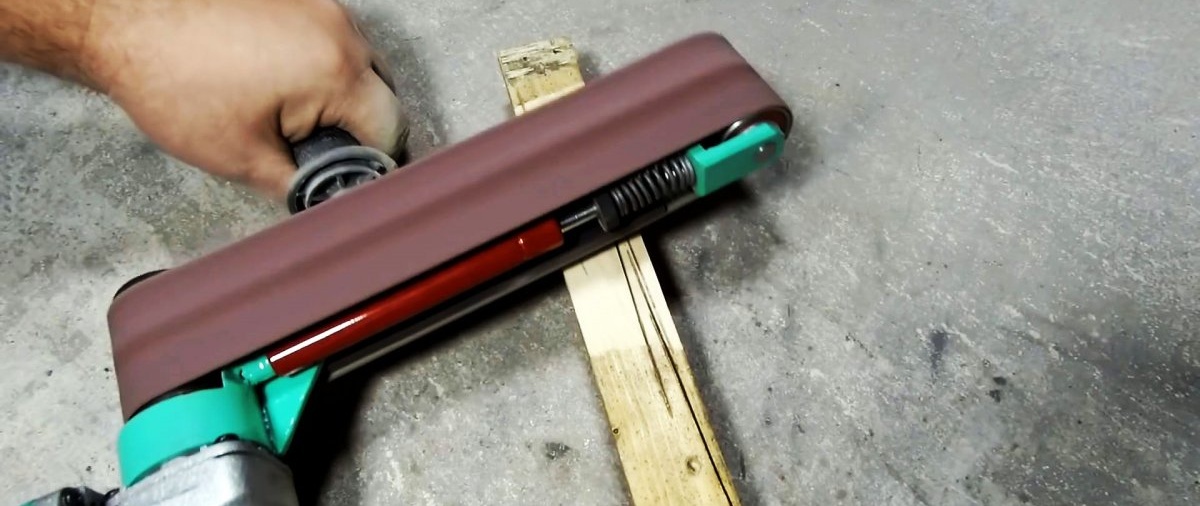
Klämman kläms fast på kvarnen istället för höljet. Drivrullen skruvas fast på sin spindel. Därefter sträcks ett 610x100 mm slipband, delat på mitten på längden. Ett standardhandtag från en vinkelslip skruvas in i muttern nära stödet.


Genom att vrida den långa M6-bulten kan du justera tejpens position på rullen så att den inte flyger av. På grund av gaslyften har den bra spänning, så att den inte glider under drift. Således har vi i slutet ett elegant verktyg med hög sliphastighet.


Titta på videon
Liknande mästarklasser

Hur man gör ett sliptillbehör för en vinkelslip

Den enklaste kvarnen tillverkad av en kvarn, ett cykelnav och en rulle

Gör-det-själv geringssåg baserad på en kvarn med brosch

Hur man gör en bandslip utan att svetsa på basen

Du kommer sannolikt inte att se en mer funktionell kvarnmaskin

Hur man gör en kraftfull maskin av gamla trummor och nav
Särskilt intressant






Kommentarer (0)
