Hur man gör en bandslip med en slipmaskin utan svetsning
En bandslipmaskin kan användas för att slipa knivar, yxor, mejslar, slipa blad, svarva arbetsstycken, ta bort rost och lösa dussintals andra problem. Detta är en oersättlig utrustning, men även den kan vara för stor för en liten verkstad. Med brist på ledigt utrymme på arbetsplatsen kan du göra en hemmagjord bandslip baserad på en 125 mm vinkelslip. En sådan maskin visar sig vara mycket kompakt och billig att tillverka, och kvarnen som används som dess drivning kan vid behov tas bort och användas i normalt läge.

Valet av material och deras kvantitet beror på vilken typ av slipband du tänker använda. Det är bättre att göra en slipmaskin för tejp av standardstorlekar tillgänglig för försäljning, så att du inte behöver klippa papperet och limma det själv. För en slipmaskin baserad på en vinkelslip är ett band med en bredd på 40, 45, 50 mm lämpligt.
Efter att ha bestämt dig för bandet kan du förbereda andra material:
Först måste du göra en drivrulle för att rotera remmen. Den kan borras med en krona med en diameter på 40-50 mm från ett block eller bräda.

I detta fall måste rullens bredd vara lika med eller större än bredden på bandet. På ena sidan måste dess centrala hål borras ut och en långsträckt M14-mutter pressas in i det med epoxilim.


Efter att limet härdar installeras rullen på kvarnen. Därefter måste du slå på vinkelslipen och slipa den, trycka den mot sandpapper. Du måste ge den en fatform, trycka lätt på kanterna och lämna den centrala diametern. I det här fallet kommer bandet då att flyga av.

Slipramen är utskuren ur en remsa eller stålplåt. Dess dimensioner kommer att bero på längden på den valda slipbandsstandarden.

Ett hål med en diameter på 40-45 mm görs i ramen. Kvarnväxellådan kommer att sättas in i den och axeln tas bort.

För att markera fästelementen måste du tillfälligt ta bort växellådan, placera den på plats och markera hålen för skruvarna.


4 monteringshål och 2 spår på sidan är gjorda i ramen så att den vid dockning inte stör skruvarna som pressar växellådan mot vinkelslipkroppen.
Maskinstativet är tillverkat av två hörndelar.



Ramen kläms fast mellan dem med bultar i vertikalt läge. För att göra detta görs hål för 3 M6-bultar, i vilka gängor skärs. Du behöver också hål i botten av stativet för att skruva fast maskinen i bordet.Efter att ha säkrat ramen kan du prova vinkelslipen, men standardskruvarna på dess växellåda måste ersättas med långsträckta.

Därefter skärs en axel ut för att spänna tejpen. Den är fäst på ramen i mitten med en M10 bult och mutter.


En andra M10-bult placeras i änden av armen och pressar 3-4 lager. Det är nödvändigt att bredden på lagergruppen motsvarar tejpens bredd. De kommer att utföra funktionen av en driven spännrulle.

För att dra åt den resulterande rullen, placeras en fjäder på den andra änden av armen, ingrepp i botten av ramen.


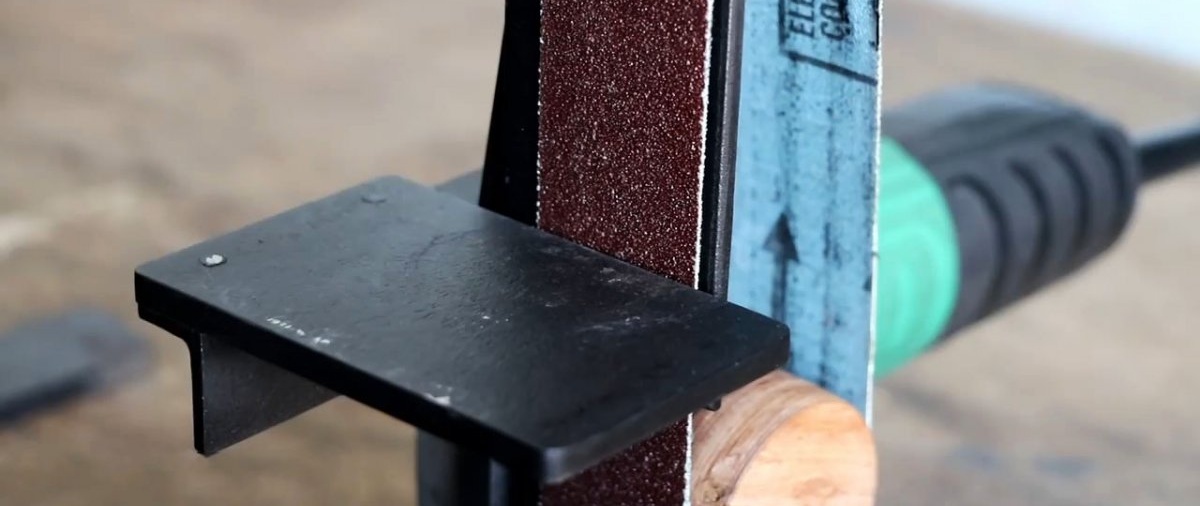
En justerbar stoppplatta skärs från hörnet, som på bilden. Den ska ha ett spår så att den kan ändra läge när den är fastklämd.

Dessutom är en arbetsplattform gjord av en stålplåt och ett litet hörn. Du behöver också göra ett spår i dess hörn för att kunna justera positionen.

Anslaget och arbetsplattformen skruvas fast i ramen med M6-bultar. Efter att slipbandet har spänts kan maskinen användas för avsett ändamål. Den kan utföra absolut samma uppgifter som en fabrikskvarn. När den inte behövs kan maskinen demonteras och fällas ihop kompakt. Vinkelslipen som används med den är inte föremål för designändringar, så den kan fortfarande användas för sitt huvudsakliga syfte.

Nödvändigt material
Valet av material och deras kvantitet beror på vilken typ av slipband du tänker använda. Det är bättre att göra en slipmaskin för tejp av standardstorlekar tillgänglig för försäljning, så att du inte behöver klippa papperet och limma det själv. För en slipmaskin baserad på en vinkelslip är ett band med en bredd på 40, 45, 50 mm lämpligt.
Efter att ha bestämt dig för bandet kan du förbereda andra material:
- förlängd mutter M12;
- timmer eller bräda med en tjocklek som motsvarar tejpens bredd;
- tvåkomponents epoxilim;
- stålplåt eller bred remsa med en tjocklek av 5 mm eller mer;
- stålhörn 50x50 mm eller större;
- M6 bultar;
- M10 bultar;
- M10 muttrar;
- lager 3-4 st.;
- förlängningsfjäder.
Att göra en bandslipmaskin
Först måste du göra en drivrulle för att rotera remmen. Den kan borras med en krona med en diameter på 40-50 mm från ett block eller bräda.

I detta fall måste rullens bredd vara lika med eller större än bredden på bandet. På ena sidan måste dess centrala hål borras ut och en långsträckt M14-mutter pressas in i det med epoxilim.


Efter att limet härdar installeras rullen på kvarnen. Därefter måste du slå på vinkelslipen och slipa den, trycka den mot sandpapper. Du måste ge den en fatform, trycka lätt på kanterna och lämna den centrala diametern. I det här fallet kommer bandet då att flyga av.

Slipramen är utskuren ur en remsa eller stålplåt. Dess dimensioner kommer att bero på längden på den valda slipbandsstandarden.

Ett hål med en diameter på 40-45 mm görs i ramen. Kvarnväxellådan kommer att sättas in i den och axeln tas bort.

För att markera fästelementen måste du tillfälligt ta bort växellådan, placera den på plats och markera hålen för skruvarna.


4 monteringshål och 2 spår på sidan är gjorda i ramen så att den vid dockning inte stör skruvarna som pressar växellådan mot vinkelslipkroppen.
Maskinstativet är tillverkat av två hörndelar.



Ramen kläms fast mellan dem med bultar i vertikalt läge. För att göra detta görs hål för 3 M6-bultar, i vilka gängor skärs. Du behöver också hål i botten av stativet för att skruva fast maskinen i bordet.Efter att ha säkrat ramen kan du prova vinkelslipen, men standardskruvarna på dess växellåda måste ersättas med långsträckta.

Därefter skärs en axel ut för att spänna tejpen. Den är fäst på ramen i mitten med en M10 bult och mutter.


En andra M10-bult placeras i änden av armen och pressar 3-4 lager. Det är nödvändigt att bredden på lagergruppen motsvarar tejpens bredd. De kommer att utföra funktionen av en driven spännrulle.

För att dra åt den resulterande rullen, placeras en fjäder på den andra änden av armen, ingrepp i botten av ramen.


En justerbar stoppplatta skärs från hörnet, som på bilden. Den ska ha ett spår så att den kan ändra läge när den är fastklämd.

Dessutom är en arbetsplattform gjord av en stålplåt och ett litet hörn. Du behöver också göra ett spår i dess hörn för att kunna justera positionen.

Anslaget och arbetsplattformen skruvas fast i ramen med M6-bultar. Efter att slipbandet har spänts kan maskinen användas för avsett ändamål. Den kan utföra absolut samma uppgifter som en fabrikskvarn. När den inte behövs kan maskinen demonteras och fällas ihop kompakt. Vinkelslipen som används med den är inte föremål för designändringar, så den kan fortfarande användas för sitt huvudsakliga syfte.

Titta på videon
Liknande mästarklasser

En mycket enkel slipmaskin tillverkad av tillgängliga material

Budget bandslipmaskin

Hur man gör en superkvarn själv från en vanlig kvarn

Den enklaste kvarnen utan svarv från en tvättmaskinsmotor

Hur man gör en trumslipnings- och kalibreringsmaskin för trä

Den enklaste kvarnen utan svetsning och svarvning från en tvättmaskinsmotor
Särskilt intressant






Kommentarer (3)
