Anordning för autonom svetsning av profilrörskarvar

Nybörjare har liten erfarenhet, så sömmarna på de strukturer som svetsas är opålitliga och fula. Till en början, även om den erforderliga kompetensnivån ännu inte har uppnåtts, kan du använda speciella ledare. Låt oss titta på hur man gör en av dem, designad för svetsning av profilrör.
Material:
- Stålband med ett tvärsnitt på 4-6 mm;
- långa M10 bultar med muttrar – 2 st.
- M12-M14 bult med mutter.
Tillverkningsprocess för svetsjigg
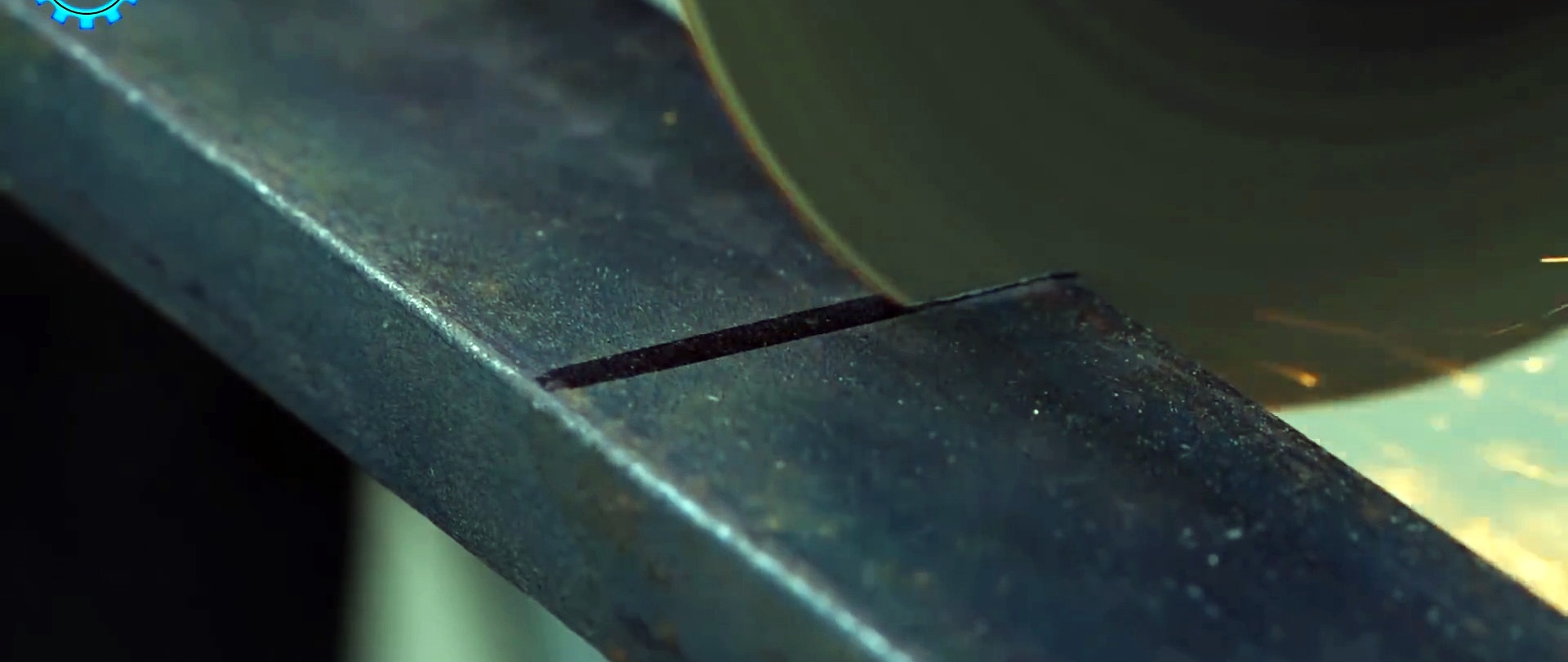
Från stålbandet skärs en bit 10-15 cm lång.
Från ändarna är M10-muttrar försiktigt svetsade till den. De är placerade och svetsade för att inte skada gängan, och bultarna som skruvas in i dem har en parallell riktning i förhållande till remsan.


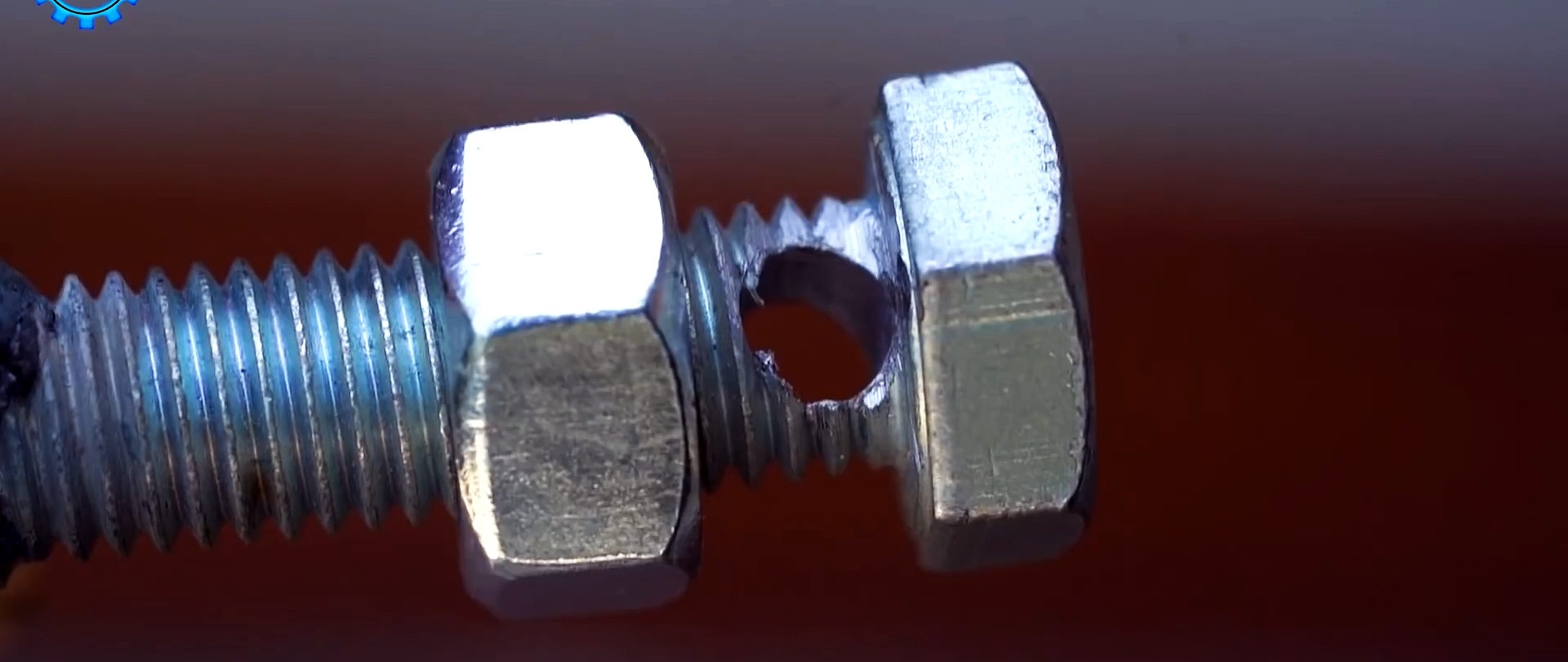
Kanterna på en M12 eller M14 bult med en påskruvad mutter är svetsade på sidan av remsan.

Den måste borras över framför huvudet. Borrriktningen bör inte vara parallell med remsan, utan i en lätt vinkel nedåt mot de svetsade muttrarna. Hålets diameter är gjord så att svetselektroden passar in i den.

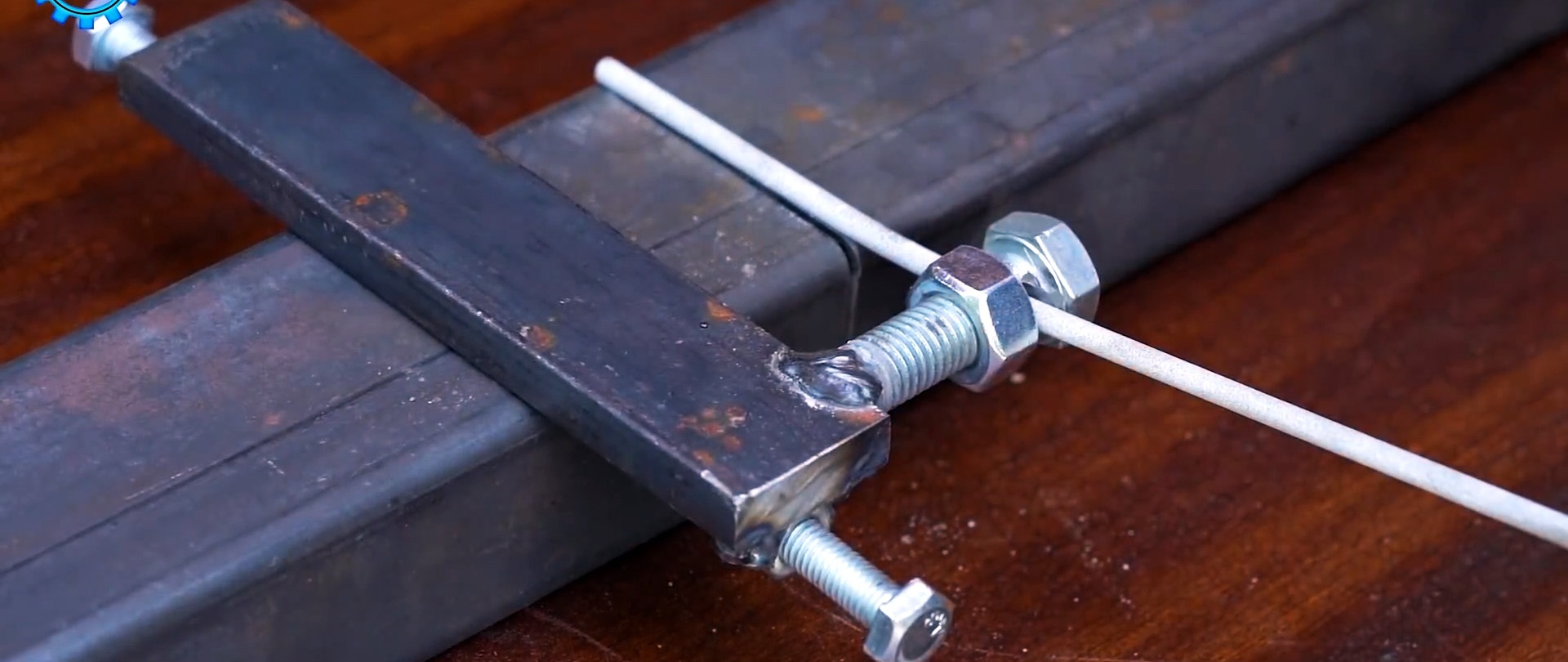
För att använda jiggen måste du fasa ändarna på de rör som ska svetsas. Sedan läggs de ände i ände på en plan yta. Ledaren kläms från sidan på ett av rören så att hålet i den svetsade bulten ligger mittemot skarven.


En elektrod sätts in i hålet och placeras vid skarven av rören. Den säkras sedan med en mutter. På grund av det avfasade hålet kommer det att pressas mot rören.

Nu ansluter vi hållaren från svetsomriktaren till elektroden och marken till rören.

Därefter stänger vi dess kant med valfritt metallföremål, och själva elektroden svetsar fogen och lämnar en jämn söm.

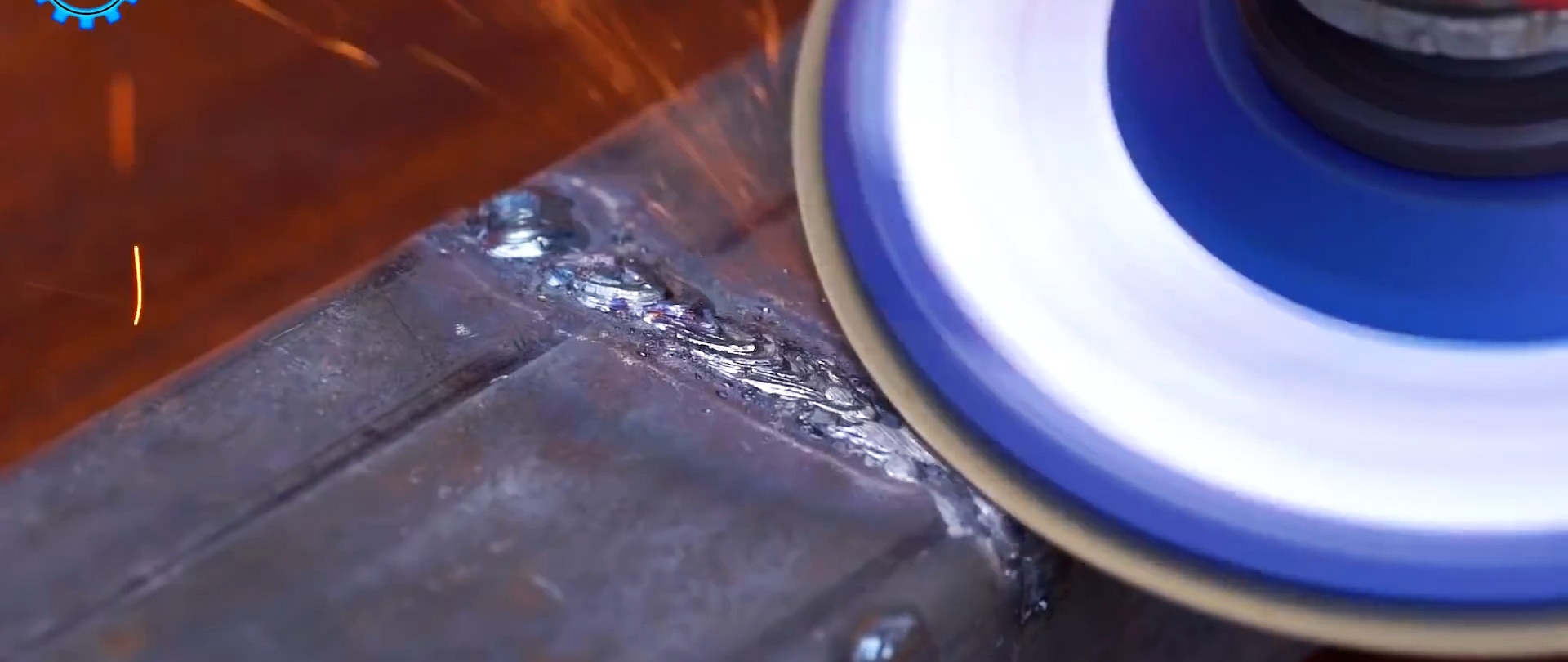
Allt som återstår är att ta bort jiggen och putsa bort avlagringar av metall och slagg. Sedan installeras enheten på andra sidan av rören, och allt upprepas.
Titta på videon
Liknande mästarklasser












