2 typiska misstag som resulterar i genombränning och sömmar av dålig kvalitet vid svetsning av ett tunnväggigt rör
Ibland i hemmet eller på jobbet finns det behov av att svetsa ett tunnväggigt profilrör till en tjock plåt, till exempel till en inteckning vid uppförande av staket, stängsel av en framträdgård och för andra ändamål.
I det här fallet är de tekniker som används både vid svetsning av två tunnväggiga delar och två tjockväggiga inte lämpliga. Fel är huvudsakligen relaterade till det inställda svetsströmvärdet och elektrodens rörelse under svetsprocessen.
Kommer att behöva
- tunnväggigt profilrör;
- tjock plåt (inteckning);
- svetsmaskin;
- elektroder med rutil-cellulosabeläggning med en diameter på upp till 3 mm;
- hammare för att slå slagg;
- metallborste.
Svetselektroder för allmänna ändamål på AliExpress till rabatt - http://alii.pub/606j2h

Processen att svetsa ett tunnväggigt profilrör till en tjock metall (inbäddad)
Ett av huvudmisstagen vid svetsning av tunn metall med tjock metall är elektrodens tvärgående oscillerande rörelser efter antändning av den elektriska bågen, symmetrisk i förhållande till den längsgående svetslinjen.Som ett resultat lider inte tjock metall, men tunn metall överhettas och brinner ut.



Ett annat fel är associerat med att ställa in en låg svetsström i intervallet 60-70 A, vilket leder till att metallen inte smälter trots att elektrodrörelserna var desamma som i det första fallet. Det finns en enkel brist på energi i svetsbågen.
Eftersom den andra delen är ganska tjock är det nödvändigt att svetsa med en högre ström och flytta elektroden så att huvuddelen av svetsbågens energi absorberas av den tjocka metallen, då kommer den tunna metallen inte att överhettas, förblir intakt och svetsen kommer att vara av hög kvalitet.

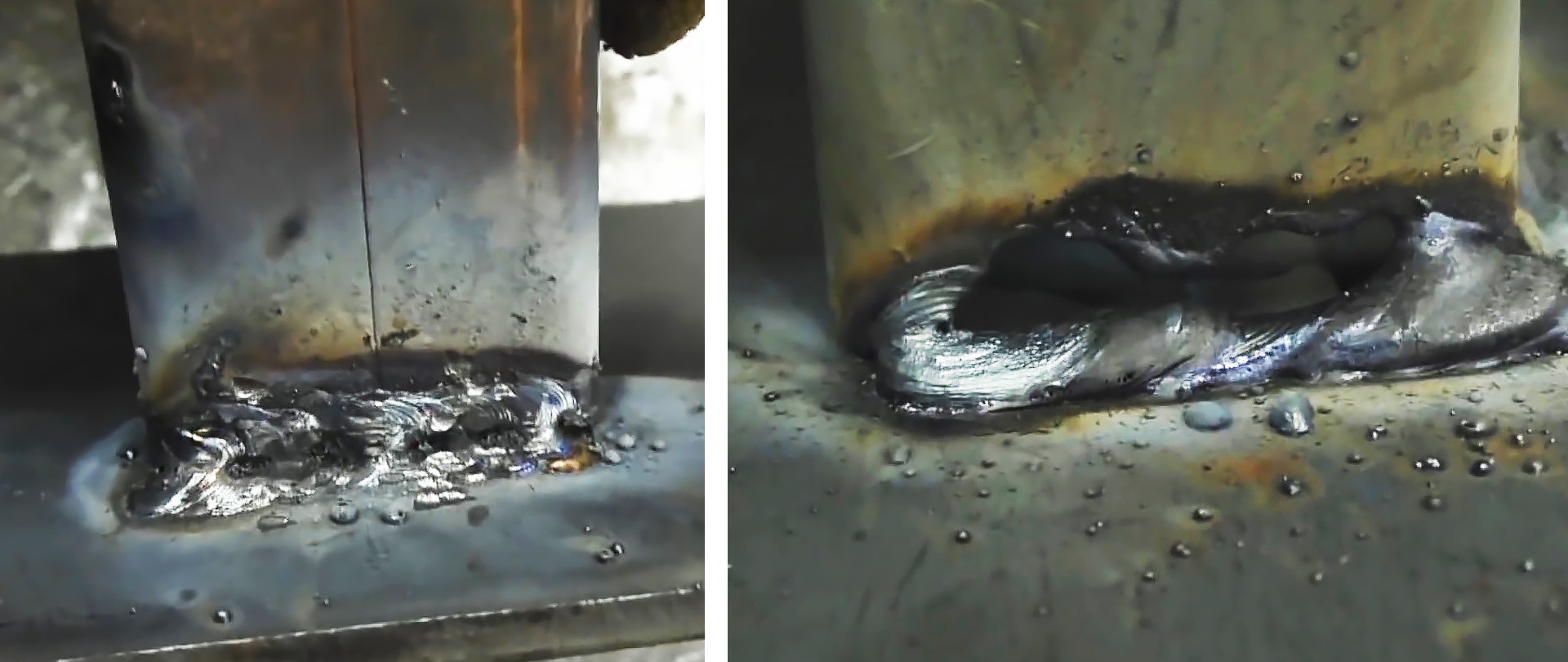
Men om du, med en hög svetsström, till exempel 100 A, gör tvärgående rörelser med elektroden från tjock metall till tunn metall, är det återigen stor sannolikhet att bränna genom den tunna metallen och hål kommer att dyka upp istället för en fast metall. svetsa.

För att kvalitativt svetsa tunn metall till tjock metall minskar vi svetsströmmen till 90 A, och efter att ha antänt den elektriska bågen flyttar vi elektroden längs svetslinjen längs den tjocka metallen och rör bara lätt vid den tunna metallen. Alla oscillerande rörelser är uteslutna.

I detta fall, på grund av frånvaron av tvärgående oscillerande rörelser vid änden av elektroden, överförs tillräcklig energi från den elektriska bågen i större utsträckning till den tjocka metallen och den tunna metallen brinner inte igenom, utan deltar fullt ut i bildningen av en kontinuerlig och hållbar svets.

Titta på videon
Liknande mästarklasser












