Horisontella svetstekniker, vi lär oss var och en i ordning

För att erhålla en tillförlitlig horisontell (och vilken annan) söm som helst, flyttas elektroden i tre plan samtidigt: translationellt i riktningen för sin axel, rakt längs svetssträngen och oscillerande över sömmen. Till en början verkar det omöjligt, men regelbundna försök och uthållighet kommer snart att ge det önskade resultatet.
Kommer att behöva
För effektiv och säker utbildning kommer vi att förbereda följande material, utrustning och förnödenheter:
- manuell svetsmaskin;
- svetsad metall;
- elektroder med lämplig diameter;
- hammare för att slå slagg;
- svetsutrustning (mask, handskar, etc.).
Svetsprocess
Oscillerande rörelser över svetsaxeln säkerställer den nödvändiga bredden, tillförlitlig svetsning av svetsroten och kanterna, saktar ner kylningen av det flytande metallbadet och tar bort slagg från förbränningszonen. Med hänsyn till metallens tjocklek och elektrodens diameter väljer vi svetsströmstyrkan på 91 A.

Halvmåne framåt

Under denna rörelse rör sig änden av elektroden längs en cirkelbåge med den konvexa pekande framåt.Den används för att sammanfoga sömmar med fasade kanter i botten och filésömmar, vars ben är högst 6 mm.

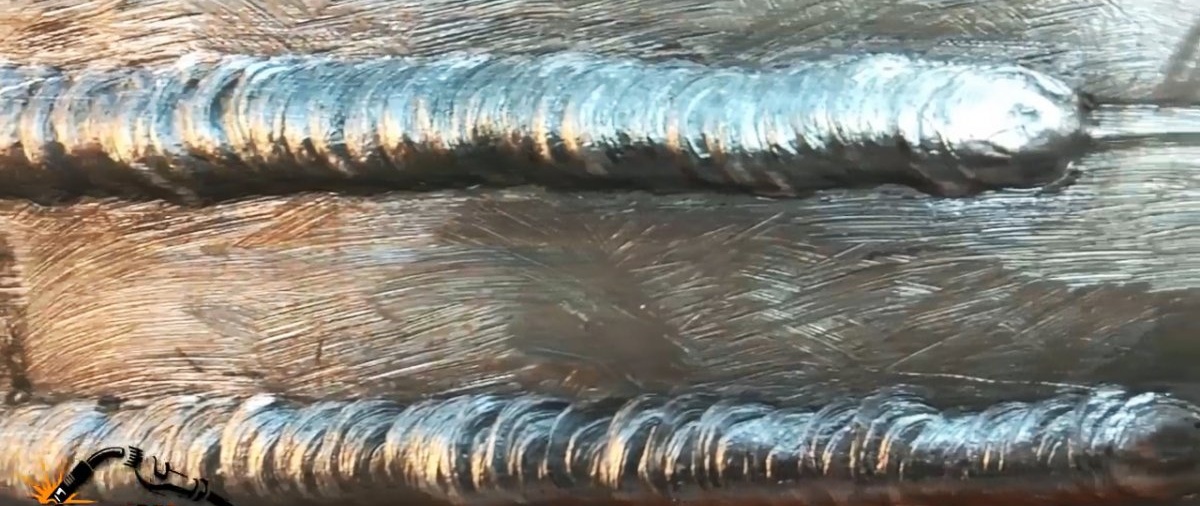
Om dessa rörelser utförs korrekt, hamnar all slagg överst på rullen och du behöver inte ens en hammare för att ta bort den. Sömmen är önskad bredd och konstant i längd.

Spiral

Här gör änden av elektroden cirklar eller ovaler, som beskriver kanterna på svetsbadet. I det här fallet sker enhetlig uppvärmning längs sömmens bredd. Används ofta vid svetsning i den nedre horisontens plan.
Denna rörelse anses vara enkel och lätt att utföra. Det ger konstant och enkel kontroll av den smälta metallen. När det görs på rätt sätt bildas även slagg ovanpå sömmen och tas lätt bort längs hela längden på en gång.

Trådsöm

När änden av elektroden inte svänger över sömmen, utan rör sig rakt i längdriktningen relativt rullen, bildas en smal eller gängad söm med en bredd av 1,2 ± 0,4 elektrodens diameter. De används vid svetsning av tunn metall och vid applicering av det första lagret i en flerskiktssvets. Denna typ är den enklaste att utföra.

Sicksack

För att skapa en svets med en given bredd, flyttas änden av elektroden längs en sicksacklinje symmetriskt till strängens axel. Men i processen får vi inte glömma längden på bågen för att få en jämn bana utan slagginslutningar.
Denna metod används vid svetsning av metall upp till 6 mm tjock. De högsta kvalitetssömmarna erhålls vid stumsvetsning och i det nedre läget. Det låter dig också pålitligt svetsa fogar utan att fasa kanterna.

Omvänd Crescent

Med denna metod värms svetsens vänstra och högra kanter upp bättre, eftersom änden av elektroden gör bågar, konvext riktade bakåt. Det används när tjockt belagda elektroder används för att bättre smälta metall och slagg.
Denna metod för att flytta elektroden används vid svetsning i det nedre läget och när vertikala och taksömmar som har en konvex ytteryta svetsas.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (2)
