วิธีซ่อมฟันเฟืองที่หัก

ในกลไกของการผลิตในปีก่อนๆ (เครื่องมือกล กระปุกเกียร์ ระบบขับเคลื่อน) เฟืองและเฟืองมักทำจากเหล็กหล่อสีเทา ซึ่งในการรับน้ำหนักต่ำและปานกลางก็ไม่ด้อยไปกว่าเหล็กกล้า และกระบวนการหล่อเหล็กก็ง่ายกว่า และราคาถูกกว่าเหล็ก
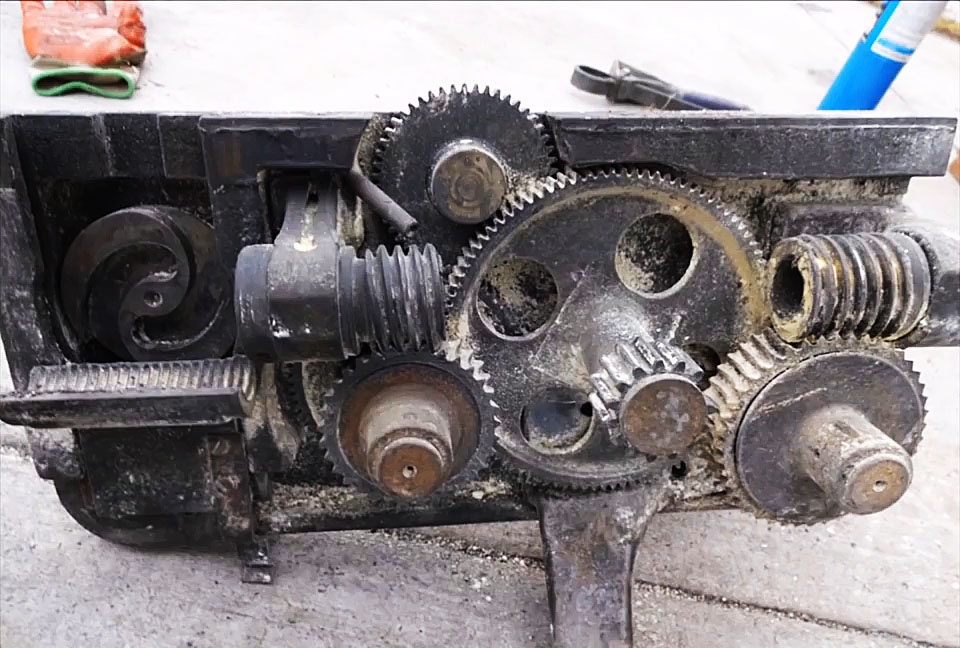
แต่เหล็กหล่อนั้นเปราะบางและในเกียร์และเกียร์เมื่อโหลดหรือเพิ่มขึ้นอย่างรวดเร็วทำให้ฟันหักและกลไกทั้งหมดล้มเหลว แน่นอนว่าจะเป็นการดีกว่าถ้าเปลี่ยนเกียร์หรือเกียร์ที่มีฟันที่หายไปด้วยผลิตภัณฑ์ใหม่ซึ่งไม่สามารถทำได้เสมอไป สิ่งที่เหลืออยู่คือพยายามฟื้นฟูฟันด้วยวิธีอื่น

หนึ่งในตัวเลือกที่เกี่ยวข้องกับการเตรียมเชิงกลของบริเวณฟันที่หัก การเคลือบผิวของวัสดุที่เหมาะสมในแง่ของความแข็งแรงและลักษณะอื่น ๆ และการประมวลผลของพื้นผิวจนกระทั่งได้ฟันใหม่ที่มีรูปทรงที่แน่นอน
อุปกรณ์ อุปกรณ์ และวัสดุที่จำเป็น
สำหรับงานเราต้องการ:
- เครื่องบดและสว่านขนาดเล็ก (สว่าน);
- ไฟฉายเชื่อมออกซิเจนอะเซทิลีน;
- ไร;
- เครื่องตี (หัววัด);
- กลึง;
- กระดาษทราย;
- เพลาพร้อมน็อตและตัวหยุดแบบท่อสำหรับชุดเกียร์และเฟือง
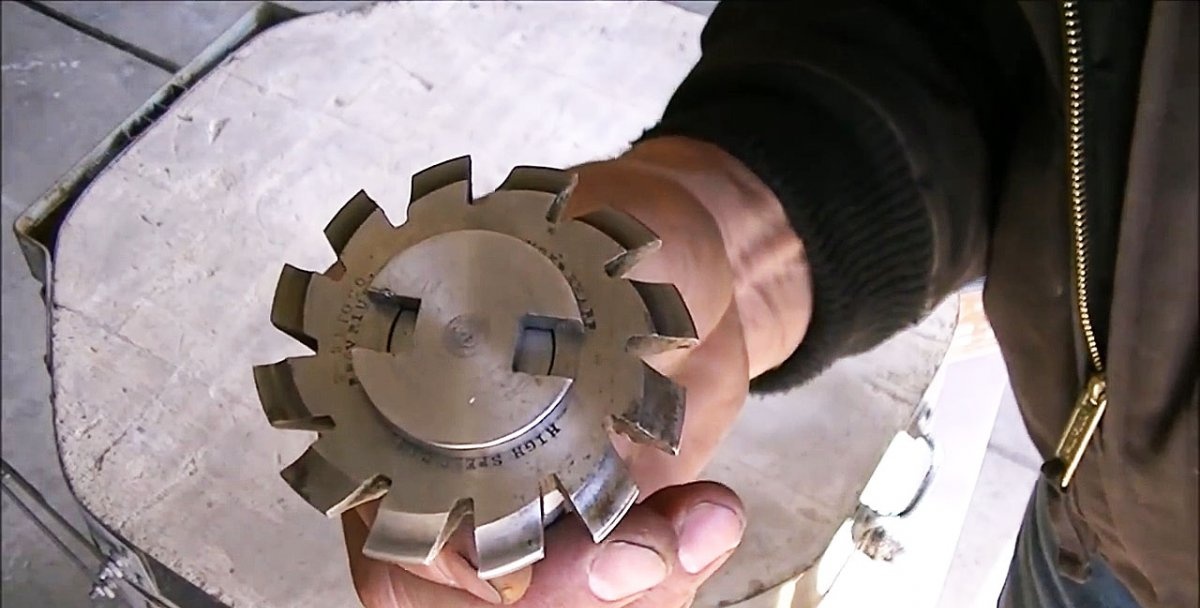
- คัตเตอร์สำหรับสร้างโปรไฟล์ของช่องระหว่างฟัน
- แกนคัตเตอร์พร้อมด้ามจับแบบครบวงจร
- เครื่องกัดพร้อมหัวแบ่ง
- เครื่องมือวัด (คาลิปเปอร์, ไมโครมิเตอร์) ฯลฯ
ในการอุดช่องว่างระหว่างฟันที่ไม่เสียหายสองซี่ที่อยู่ติดกันซึ่งสัมพันธ์กับฟันที่หัก เราต้องการ:
- แท่งทองแดงซิลิกา (ซิลิโคน)
- ฟลักซ์ (ส่วนหลัก: บอแรกซ์ที่มีส่วนผสมของแมกนีเซียมเล็กน้อย);
- ผ้าห่มเชื่อมไฟเบอร์กลาส
- ผ้าขี้ริ้ว ผ้าเช็ดปาก ฯลฯ
กระบวนการบูรณะฟันที่หัก
ประกอบด้วยสามขั้นตอน:
- การเตรียมสถานที่และการอุด (ปิดผนึก) ช่องว่างระหว่างฟันที่ไม่เสียหายสองซี่ที่อยู่ติดกันโดยสัมพันธ์กับฟันที่หายไป
- การผลิตตัวจับยึดสำหรับเครื่องตัดเฟืองและแกนสำหรับยึดชุดเกียร์และเฟืองบนเครื่องจักรระหว่างการประมวลผล
- สร้างโปรไฟล์ฟันโดยการเอาวัสดุที่สะสมออกด้วยเครื่องตัดพิเศษจากทั้งสองด้าน
การเตรียมพื้นที่บัดกรี

เนื่องจากเหล็กหล่อสีเทาเป็นเรื่องยากที่จะตัดเฉือนด้วยเครื่องจักร จึงแทบเป็นไปไม่ได้เลยที่จะทำเช่นนี้ด้วยสว่านขนาดเล็ก การบดฟันที่หักด้วยเครื่องบดจะดีกว่าและเร็วกว่า
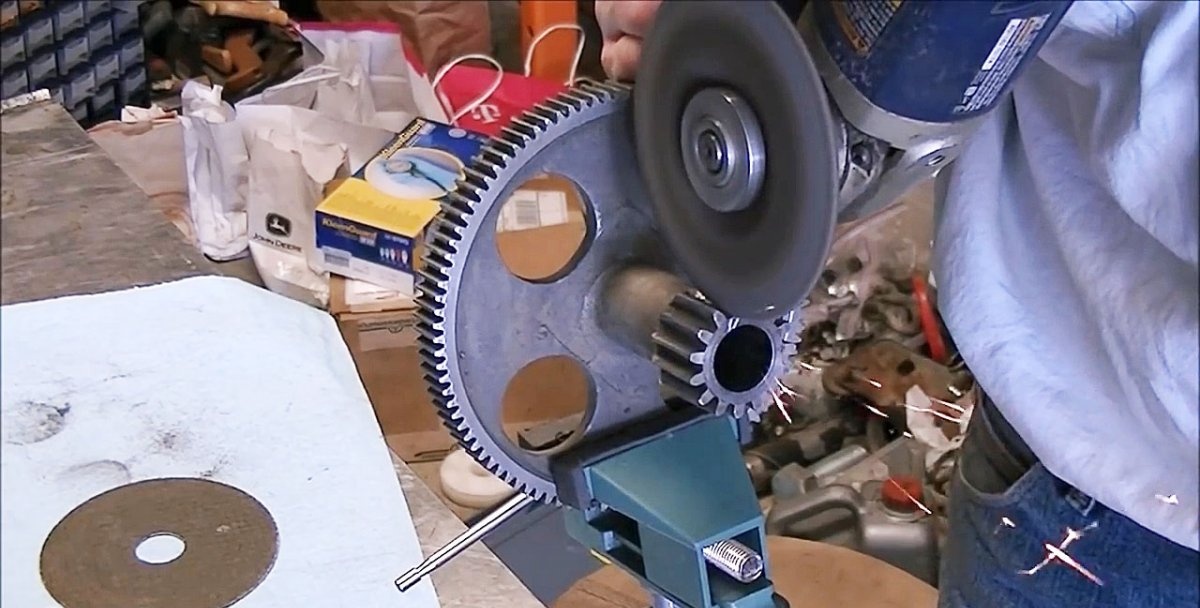
ในตอนท้ายคุณสามารถใช้สว่านเพื่อทำให้ฐานหยาบได้ สิ่งนี้จะช่วยให้มั่นใจได้ถึงการเชื่อมต่อที่แข็งแกร่งยิ่งขึ้นระหว่างวัสดุที่เชื่อมกับเหล็กหล่อ


กระบวนการบัดกรีด้วยความร้อน
เริ่มต้นด้วยการให้ความร้อนทั่วถึงและสม่ำเสมอโดยใช้คบเพลิงแก๊ส-อะเซทิลีนทั้งบริเวณบัดกรีและส่วนที่อยู่ติดกันของเฟือง มิฉะนั้นโอกาสที่จะเกิดรอยแตกร้าวในชิ้นส่วนเหล็กหล่อจะเพิ่มขึ้น
จากนั้นพื้นที่บัดกรีและแท่งทองแดงที่มีซิลิกา (ซิลิโคน) เล็กน้อยจะถูกทำให้ร้อนแดงซึ่งหลังจากให้ความร้อนแล้วจะถูกหย่อนลงในภาชนะที่มีฟลักซ์ซึ่งประกอบด้วยบอแรกซ์เป็นส่วนใหญ่โดยเติมแมกนีเซียมจำนวนเล็กน้อย
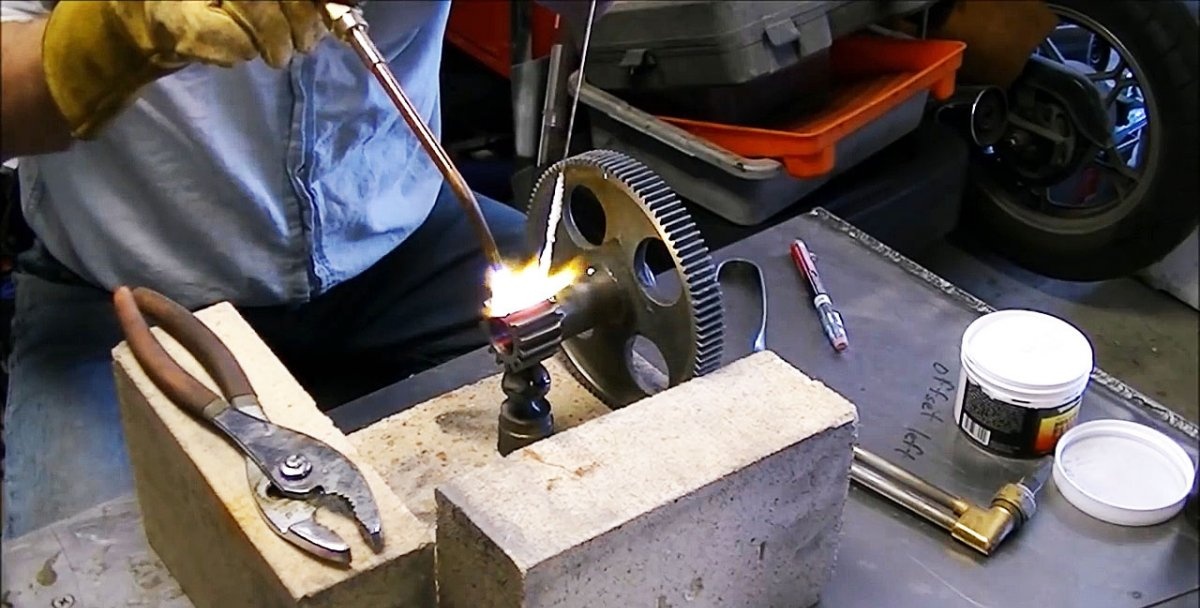
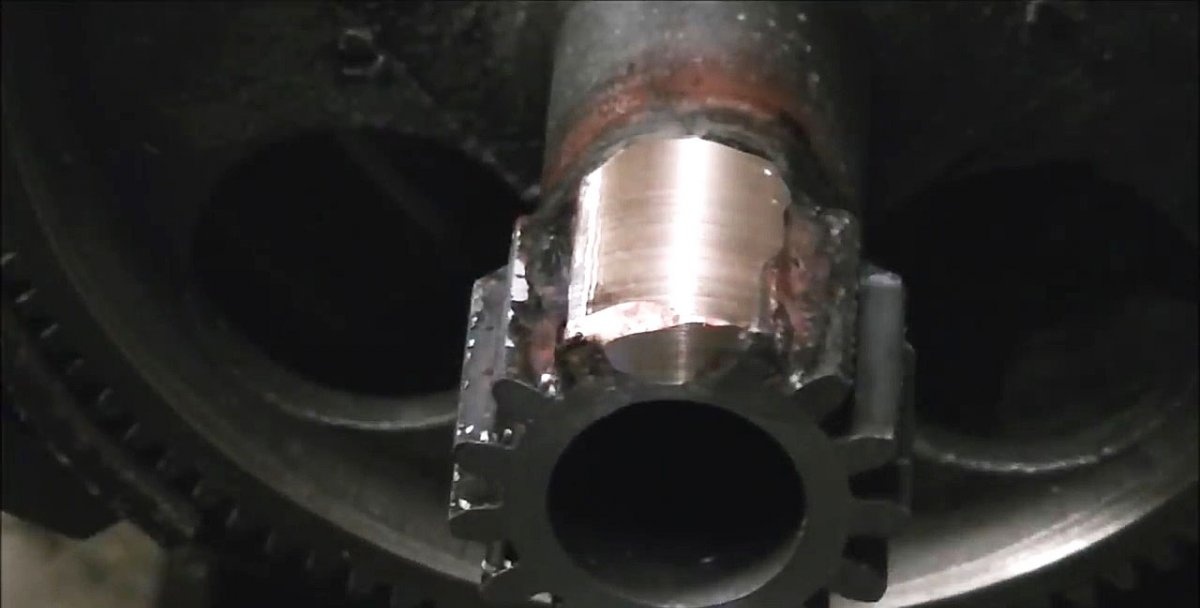
ถัดไป แท่งซิลิโคนบรอนซ์ที่เคลือบด้วยฟลักซ์จะถูกวางไว้เหนือโพรงและหลอมโดยใช้เปลวไฟของคบเพลิงอะเซทิลีน การดำเนินการนี้จะดำเนินต่อไปจนกว่าโลหะบัดกรีซิลิคอนบรอนซ์จะเติมปริมาตรทั้งหมดของช่องระหว่างฟันที่ยังอยู่ในสภาพสมบูรณ์ที่อยู่ติดกัน
ในตอนท้ายของขั้นตอนนี้ เพื่อให้การบัดกรีไม่แตกร้าวเนื่องจากการทำความเย็นอย่างรวดเร็ว เราจึงคลุมชิ้นส่วนที่กำลังคืนสภาพด้วยผ้าห่มเชื่อมไฟเบอร์กลาส และปล่อยทิ้งไว้จนเย็นตัวช้าๆ ตามเวลาที่กำหนด

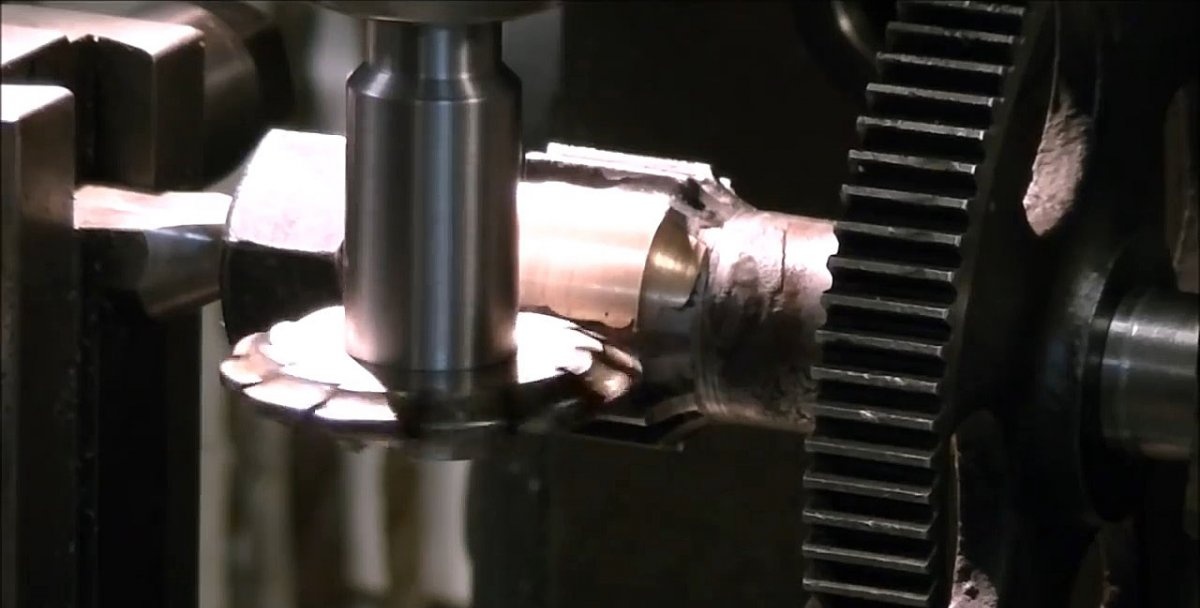
กระบวนการตัดเฉือนปลายเกียร์แบบประสาน
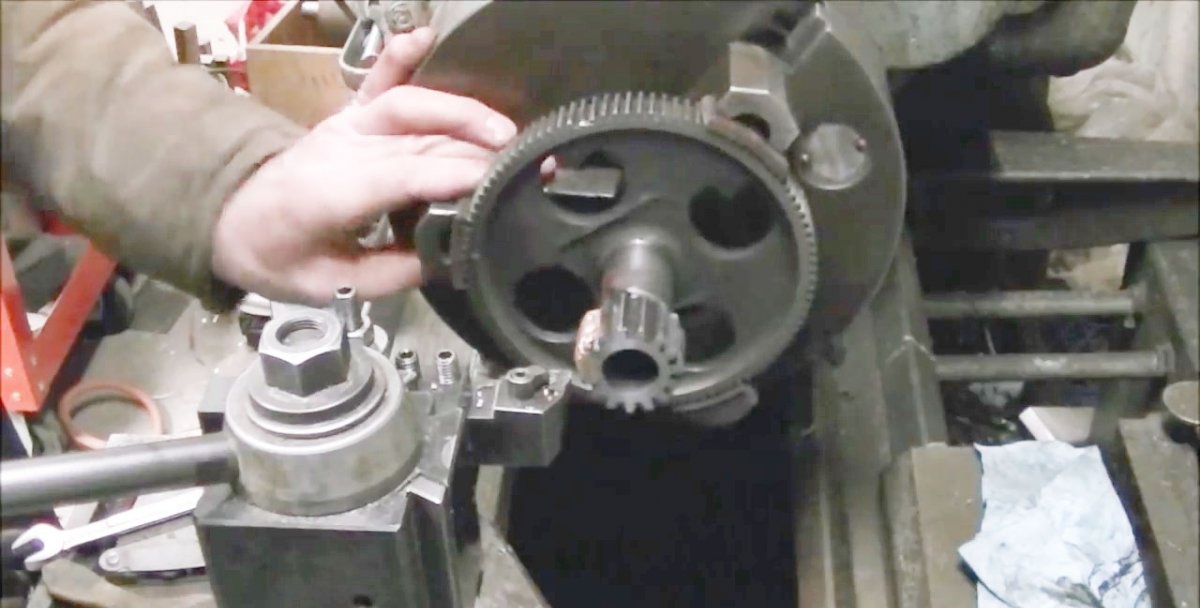
เรายึดล้อเฟืองเข้ากับหัวจับของเครื่องกลึงแล้วใช้หัววัดตั้งบล็อกโดยให้ระยะรันเอาท์ขั้นต่ำที่อนุญาตได้ โดยเคาะเฟืองด้านใดด้านหนึ่งด้วยค้อนหากจำเป็น
จากนั้นใช้เครื่องตัดเพื่อเอาเม็ดบัดกรีที่ยื่นออกมาเกินปลายเฟืองออก เมื่อสิ้นสุดการกลึงเราจะบดพื้นที่การประมวลผลด้วยกระดาษทราย


การเตรียมบล็อกและเครื่องตัดสำหรับงาน

เราวางเฟืองและบล็อกเฟืองบนเครื่องกลึงบนเพลาที่เตรียมไว้ล่วงหน้าโดยการขันน็อตและตัวตั้งระยะทรงกระบอกให้แน่น

ในการสร้างที่ยึดสำหรับเครื่องตัดเราใช้แท่งเหล็กที่มีความยาวและมีเส้นผ่านศูนย์กลางใหญ่กว่ารูยึดในเครื่องมือเล็กน้อย เรายึดมันเข้ากับหัวจับเครื่องกลึง และขั้นแรกให้เจาะรูเล็กๆ จากปลายด้านหนึ่งด้วยสว่านตั้งศูนย์ จากนั้นเราจะขยายด้วยสว่านบิดให้ได้ขนาดที่ต้องการ
ต่อไป เราจะยึดก๊อกไว้ที่ส่วนท้ายของเครื่องจักรแล้วสอดเข้าไปในรูที่ปลายก้านเราเลื่อนส่วนหัวไปด้านหลังและตัดด้ายด้วยตนเอง โดยใช้ข้อเหวี่ยงหมุนก๊อก เราขันสลักเกลียวแบบโฮมเมดที่มีหัวทรงกระบอกแบนและช่องเจาะสี่เหลี่ยมสองอันที่อยู่ในตำแหน่งสมมาตรซึ่งสัมพันธ์กับศูนย์กลางของแกนเข้าไปในเกลียวที่เกิดขึ้นเพื่อยึดด้วยกุญแจพิเศษ

จากนั้นเราก็ปิดแกนอีกด้านหนึ่งแล้วบดให้มีความยาวตามที่ต้องการเพื่อให้ตรงกับเส้นผ่านศูนย์กลางของแกนหมุนของเครื่องกัด เราทำการกลึงโดยมีการตรวจสอบเส้นผ่านศูนย์กลางเป็นระยะเพื่อไม่ให้ขนาดคลายตัว ในตอนท้ายเราขัดบริเวณเลี้ยวด้วยเทปกระดาษทรายแล้วเช็ดด้วยผ้า
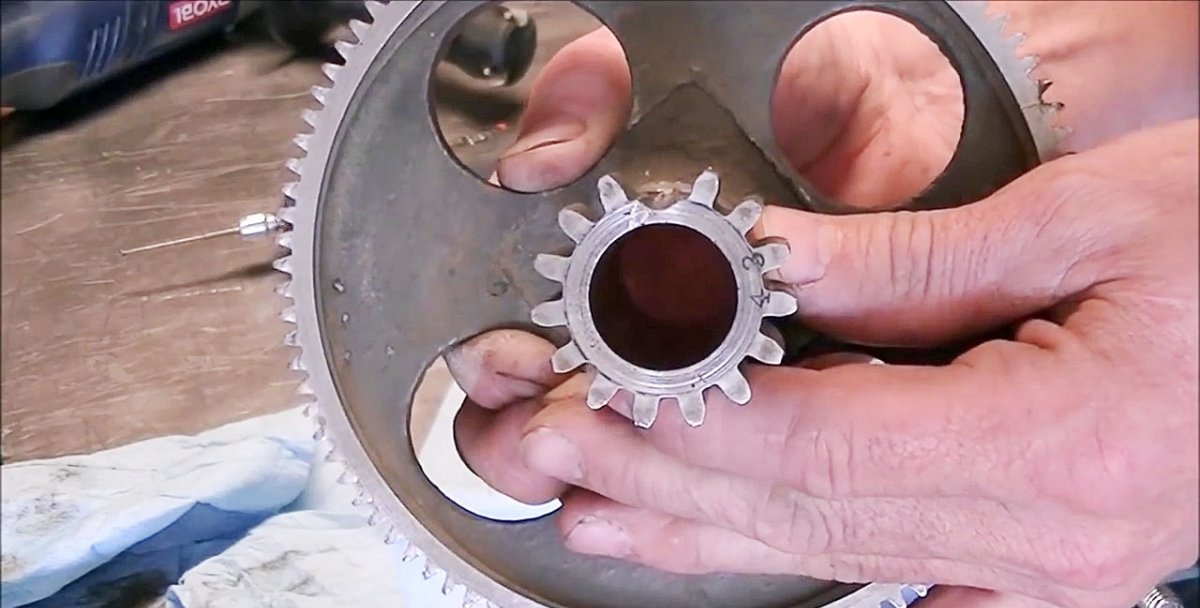
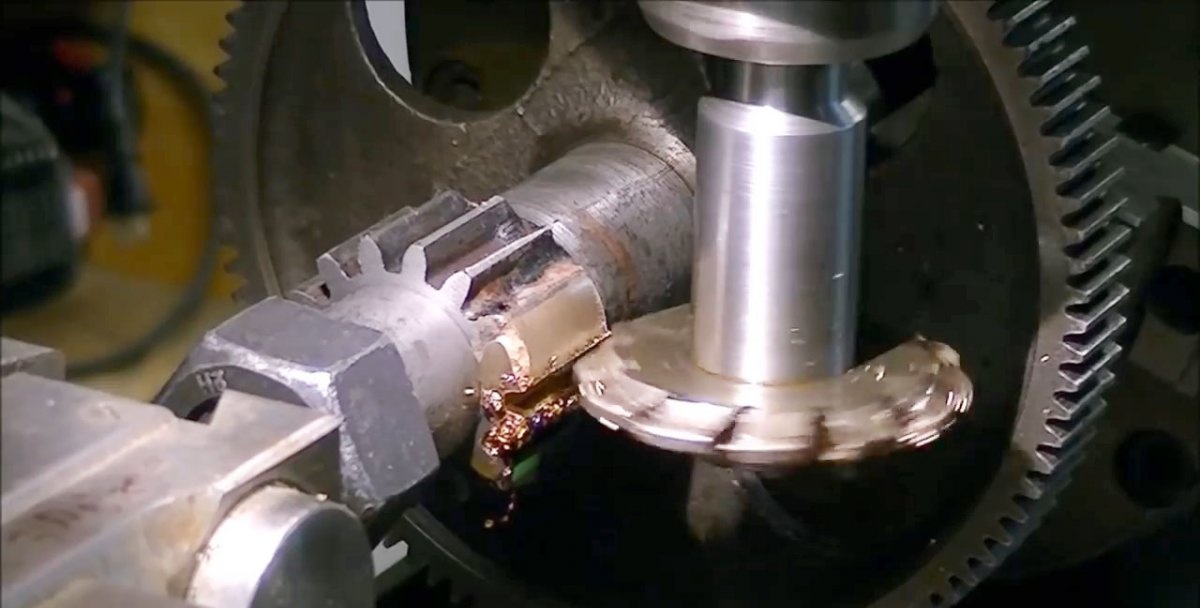
การสร้างโปรไฟล์ฟัน
เรายึดที่ยึดใบมีดไว้ในแกนหมุนของเครื่องกัดและบดแกนให้มีขนาดเท่ารูในเครื่องตัดโดยวัดเส้นผ่านศูนย์กลางด้วยไมโครมิเตอร์เป็นระยะ ในตอนท้ายเราขัดร่องด้วยกระดาษทรายแล้วเช็ดด้วยผ้าขี้ริ้ว
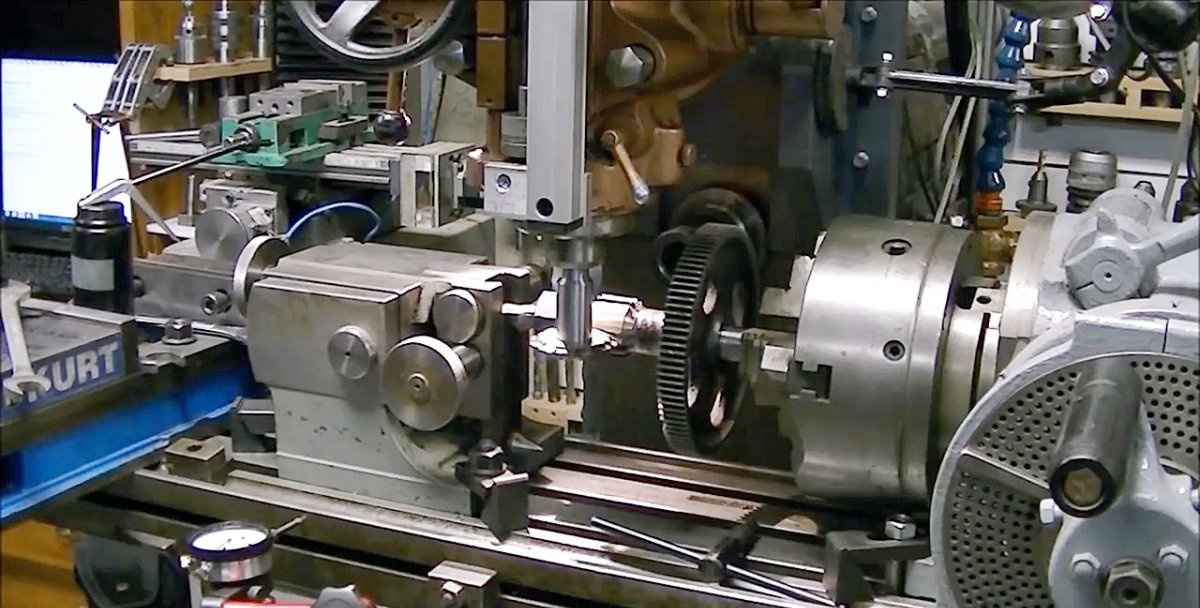
เราใส่คัตเตอร์ลงบนที่ยึดและยึดที่ส่วนท้ายด้วยสลักเกลียวยึดด้วยมือก่อนและที่ส่วนท้ายด้วยกุญแจพิเศษพร้อมข้อเหวี่ยง เราติดตั้งหัวแบ่งและส่วนท้ายบนโต๊ะทำงานของเครื่องกัด ด้วยการยึดแท่งเหล็กตรงที่สมบูรณ์แบบระหว่างพวกมัน เราจะจัดตำแหน่งยูนิตเหล่านี้เพื่อให้แน่ใจว่ามีความสอดคล้องกันสูงสุดในระนาบแนวตั้งและแนวนอน ในการทำเช่นนี้ เราใช้หัววัดและปรับตำแหน่งของส่วนท้ายให้สัมพันธ์กับหัวแบ่ง หลังจากจัดแนวแล้ว หน่วยเหล่านี้จะยึดเข้ากับโต๊ะเครื่องกัดอย่างแน่นหนา
การดำเนินการที่สำคัญที่สุดคือการจัดตำแหน่งคัตเตอร์ที่แม่นยำโดยสัมพันธ์กับเฟืองที่กำลังนำกลับคืน ในการทำเช่นนี้ เราใช้คาลิปเปอร์ ไมโครมิเตอร์ และไม้บรรทัดโลหะ
เราแบ่งลักษณะของหัวตามจำนวนฟันและรับจำนวนรอบของด้ามจับต่อ 1 ฟัน โดยปกติผลลัพธ์จะเป็นเลขเศษส่วน ค่านี้จะพบได้ในวงกลมตัวหาร
ตอนนี้คุณสามารถเปิดแกนหมุนของเครื่องกัดและเริ่มสร้างฟันผุช่องใดช่องหนึ่งที่กำลังบูรณะได้ ควรทำเช่นนี้ใน 2-3 รอบเพื่อไม่ให้พื้นผิวเสียหาย เมื่อสร้างฟันจำเป็นต้องเอาอนุภาคของวัสดุที่ตัดออกจากเครื่องตัดและหล่อลื่นเครื่องมือ ต่อไปเราเลื่อนคัตเตอร์ออกไปแล้วหมุนเกียร์ด้วยหัวแบ่งหนึ่งขั้นแล้วทำซ้ำขั้นตอนก่อนหน้าอีกครั้ง


หมายเหตุหนึ่ง
เหตุใดจึงต้องใช้ซิลิคอนบรอนซ์เพื่อสร้างฟันบนเฟืองเหล็กหล่อ การเชื่อมช่องระหว่างฟันด้วยอิเล็กโทรดเหล็กหล่อแล้วดำเนินการด้วยเครื่องตัดเกียร์ไม่ปลอดภัยกว่าหรือ?
หากคุณทำเช่นนี้ เนื่องจากอุณหภูมิสูง เหล็กหล่อจะ "ฟอกขาว" และสร้างพื้นที่ที่แทบจะไม่สามารถตัดเฉือนได้ ซิลิโคนบรอนซ์มีความแข็งแรงใกล้เคียงกับเหล็กหล่อสีเทา และมีความต้านทานแรงดึงสูงกว่าด้วยซ้ำ ในขณะเดียวกัน การประมวลผลตามที่เราเห็นนั้นไม่ใช่เรื่องยากเลย
ดูวิดีโอ
ชั้นเรียนปริญญาโทที่คล้ายกัน






น่าสนใจเป็นพิเศษ






ความคิดเห็น (16)
