Paano gumawa ng pamutol ng bola gamit ang iyong sariling mga kamay
Ang mga pang-industriya na gawa na mga cutter na hugis bola ay bihirang makita sa merkado at kadalasang idinisenyo upang magsagawa ng isang partikular na operasyon sa isang partikular na bahagi. Karaniwang hindi posibleng gamitin ang mga ito para sa pagproseso ng iba pang mga produkto. At hindi sila mura dahil sa mataas na kalidad na bakal na napupunta sa kanilang produksyon, kumplikadong teknolohiya sa pagpoproseso, kumplikadong mga proseso ng hardening at maliliit na batch ng produksyon.

Ang lahat ng mga salik na ito ay nagpipilit sa mga manggagawa, kapag kailangan ang gayong instrumento, na maghanap ng mga independiyenteng paraan ng paggawa nito. Ang mga ito ay madalas na kailangan ng mga nag-aayos ng mga kotse, motorsiklo at iba pang mga sasakyan.
Ang paggamit ng mga simpleng ball mill, halimbawa, ang mga channel sa mga cylinder head ng engine ay nababato sa panahon ng kanilang pag-aayos. Sa praktikal, sila lang ang makakapagproseso ng mga curved channel na may mataas na kalidad at katumpakan. Walang ibang uri ng pamutol ang angkop para sa naturang gawain. Maaari kang gumamit ng isang conventional electric drill bilang isang drive para sa isang home-made ball cutter.
Ang ball cutter (cone cutter, burr cutter) ay maaaring gawin mula sa isang bola na may angkop na diameter mula sa ball bearing o mula sa ball joint para sa pagpipiloto o pagsususpinde ng isang kotse. Ang mga matigas na bakal ay ginagamit upang gawin ang mga bahaging ito, kaya ang mga pamutol na ginawa mula sa mga ito ay magkakaroon ng magagandang katangian ng pagputol.
Pumili tayo ng bola mula sa isang tindig na may diameter na 33 mm bilang blangko. Ano ang maaaring kailanganin natin upang makagawa ng roller cutter?
Maaari kang makayanan gamit ang isang minimum na tool:
Ang hanay ng mga kinakailangang materyales, na isinasaalang-alang ang pag-andar ng isang self-made burr cutter, ay maikli din.
Kakailanganin namin ang:
Siyempre, kung susundin mo ang lahat ng mga teknolohikal na canon ng paggawa ng isang tool mula sa matigas na metal, dapat muna itong ma-temper upang mapadali ang kasunod na machining. Ngunit para dito kailangan mo ng muffle furnace, na wala kami. Dahil dito, kakailanganin namin ng kaunting oras, pagsisikap at pagsusuot sa pagputol at pag-ikot ng mga disc, na hindi masyadong mahirap, dahil gumagawa lamang kami ng isang pamutol ng bola.
Muli, gumamit ng caliper upang sukatin ang diameter ng napiling bola at siguraduhing kailangan mong alisin ang isang 0.5 mm na layer ng metal mula sa ibabaw nito. Pagkatapos ng lahat, kailangan namin ng isang pamutol na may diameter na 32 mm.

Ang mandrel ay maaaring gawin sa pamamagitan ng pagbabarena ng bulag na butas sa bola, na sinusundan ng threading.Ngunit hindi ito magiging napakadaling gawin, dahil sa kasong ito ay tiyak na kailangan mong palabasin ang metal ng workpiece, magkaroon ng isang espesyal na aparato para sa paghawak ng bola sa panahon ng pagproseso at, siyempre, isang drilling machine, na hindi magagamit.

Samakatuwid, kami ay tumira sa opsyon na may isang welded nut at isang mandrel screwed sa thread ng hardware. Upang gawin ito, i-clamp ang bola sa isang vice at gumamit ng welding machine upang i-secure ang nut sa workpiece. Sa pagkumpleto ng hinang, mabilis na palamigin ang nagresultang joint sa tubig upang maiwasan ang paglabas ng metal ng bola.


Ligtas naming i-screw ang mandrel sa nut at i-secure ito sa spindle ng isang electric drill o grinder, na, sa turn, ay dapat na maayos na maayos gamit ang mga clamp o isang vice. Ang lahat ay handa na upang ayusin ang diameter ng bola sa nais na laki.

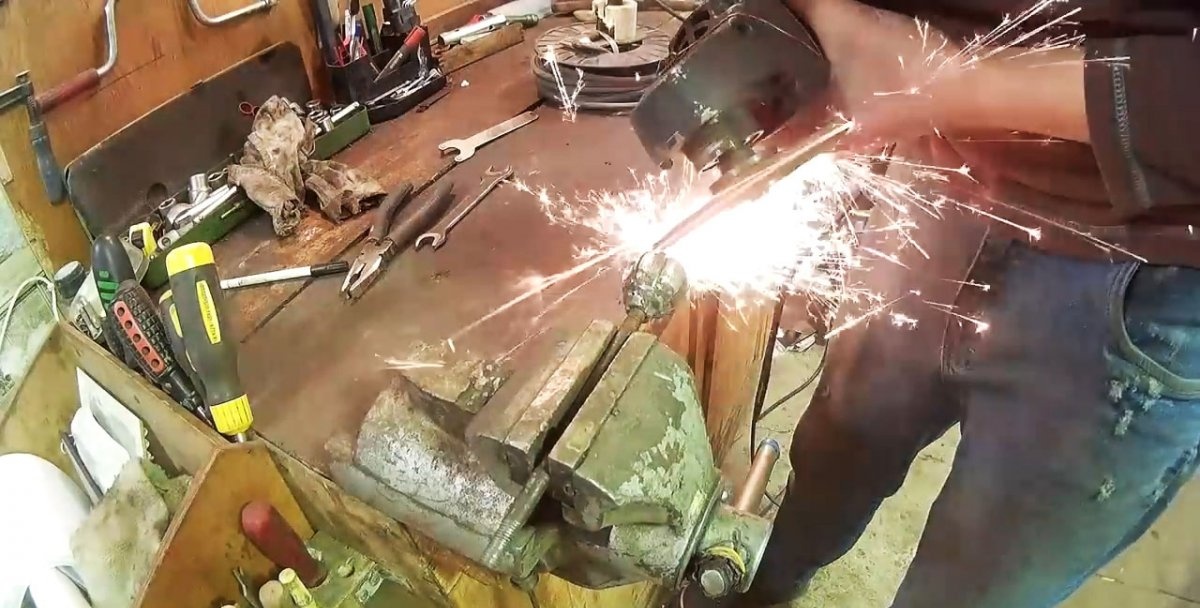
Upang gawin ito, paikutin namin ang spindle na naka-secure ang workpiece at simulan ang pag-alis ng metal gamit ang isang turning disc at isang gilingan, na patuloy na sinusubaybayan ang diameter ng bola na pinoproseso gamit ang isang caliper.

Ang pagkakaroon ng natanggap ang nais na nakahalang laki (32 mm), huminto kami sa pagproseso.
Ngayon ang lahat ay handa na upang mabuo ang pagputol ng mga ngipin. Ise-secure namin ang workpiece sa pamamagitan ng shank sa isang metal vice at, gamit ang isang gilingan na may cutting disc, magsimulang gawin ang mga longitudinal grooves na kakailanganin upang makakuha ng mga cutting edge.

Ang tanong ay lumitaw: gaano karaming mga grooves ang dapat kong gawin? Ang sagot ay malinaw: mas mahirap ang materyal na pinoproseso, mas marami ang dapat. Dahil ibabalik namin ang isang bloke ng silindro ng motorsiklo na gawa sa duralumin, sapat na upang gumawa ng 10 grooves upang makakuha ng 9 cutting edge.
Gamit ang isang turning disc, inaalis namin ang labis na metal upang makakuha ng isang trapezoidal na profile ng mga ngipin na nakadirekta sa direksyon ng pag-ikot ng tool.Ang operasyong ito ay ang pinaka-kumplikado at mahalaga, kaya dapat itong isagawa nang may buong atensyon at katumpakan. Pagkatapos nito, maaari nating ipagpalagay na ang pamutol ay ganap na handa para sa nilalayon na gawain.

Ito ay nananatiling subukan ito sa aksyon sa isang bloke ng silindro mula sa isang Ural na motorsiklo o iba pang may parehong laki ng butas. Sa panahon ng operasyon, ang pamutol ay dapat na pana-panahong lubricated na may langis. Upang ang proseso ay nagpapatuloy nang mas intensively at walang hindi kinakailangang pagsisikap sa drive.

 Ang tanging bagay na nais kong bigyan ng babala tungkol sa ay ang lugar ng pagproseso ng upuan ng balbula, na gawa sa bakal. Kapag papalapit dito, dapat mong bawasan ang feed at hawakan nang mahigpit ang tool upang hindi ito masira sa iyong mga kamay, na maaaring magresulta sa pinsala o pinsala sa workpiece.
Ang tanging bagay na nais kong bigyan ng babala tungkol sa ay ang lugar ng pagproseso ng upuan ng balbula, na gawa sa bakal. Kapag papalapit dito, dapat mong bawasan ang feed at hawakan nang mahigpit ang tool upang hindi ito masira sa iyong mga kamay, na maaaring magresulta sa pinsala o pinsala sa workpiece.

Kapag nagtatrabaho sa isang pamutol ng bola, dapat mong protektahan ang iyong mga mata gamit ang salaming de kolor at magsuot ng guwantes sa iyong mga kamay. Siyempre, ang gilingan ay dapat magkaroon ng proteksiyon na takip. Ang katotohanan ay na kapag nagpoproseso ng malambot na mga metal, ang mga chips ay naiiba sa laki, na may posibilidad na lumipad sa lahat ng direksyon at sa mahabang distansya.
Tulad ng para sa tool, mas kapaki-pakinabang na ilagay ang mga cutting edge hindi longitudinally sa axis ng pag-ikot, ngunit sa isang anggulo. Pagkatapos ang pamutol ay gagana nang mas malambot, mas mahusay at ang panganib ng hindi awtorisadong pag-twist ay mababawasan.
Upang maalis ang tangential runout ng tool, mas kumikita ang paggawa ng cutter mula sa car steering ball joint. Pagkatapos ay hindi na kailangang gumawa ng isang mandrel, dahil mayroon na ito at perpektong nakasentro na may kaugnayan sa bola.

Ang lahat ng mga salik na ito ay nagpipilit sa mga manggagawa, kapag kailangan ang gayong instrumento, na maghanap ng mga independiyenteng paraan ng paggawa nito. Ang mga ito ay madalas na kailangan ng mga nag-aayos ng mga kotse, motorsiklo at iba pang mga sasakyan.
Ang paggamit ng mga simpleng ball mill, halimbawa, ang mga channel sa mga cylinder head ng engine ay nababato sa panahon ng kanilang pag-aayos. Sa praktikal, sila lang ang makakapagproseso ng mga curved channel na may mataas na kalidad at katumpakan. Walang ibang uri ng pamutol ang angkop para sa naturang gawain. Maaari kang gumamit ng isang conventional electric drill bilang isang drive para sa isang home-made ball cutter.
Ang ball cutter (cone cutter, burr cutter) ay maaaring gawin mula sa isang bola na may angkop na diameter mula sa ball bearing o mula sa ball joint para sa pagpipiloto o pagsususpinde ng isang kotse. Ang mga matigas na bakal ay ginagamit upang gawin ang mga bahaging ito, kaya ang mga pamutol na ginawa mula sa mga ito ay magkakaroon ng magagandang katangian ng pagputol.
Pumili tayo ng bola mula sa isang tindig na may diameter na 33 mm bilang blangko. Ano ang maaaring kailanganin natin upang makagawa ng roller cutter?
Mga tool at materyales
Maaari kang makayanan gamit ang isang minimum na tool:
- Grinder na may cutting at turning disc.
- Welding machine.
- Vise para sa metal.
- Caliper at marker.
Ang hanay ng mga kinakailangang materyales, na isinasaalang-alang ang pag-andar ng isang self-made burr cutter, ay maikli din.
Kakailanganin namin ang:
- Diameter ng bola 33 mm.
- tornilyo.
- Mandrel na may sinulid sa isang dulo.
- Bloke ng silindro ng motorsiklo.
Ang proseso ng paggawa ng roller cutter
Siyempre, kung susundin mo ang lahat ng mga teknolohikal na canon ng paggawa ng isang tool mula sa matigas na metal, dapat muna itong ma-temper upang mapadali ang kasunod na machining. Ngunit para dito kailangan mo ng muffle furnace, na wala kami. Dahil dito, kakailanganin namin ng kaunting oras, pagsisikap at pagsusuot sa pagputol at pag-ikot ng mga disc, na hindi masyadong mahirap, dahil gumagawa lamang kami ng isang pamutol ng bola.
Muli, gumamit ng caliper upang sukatin ang diameter ng napiling bola at siguraduhing kailangan mong alisin ang isang 0.5 mm na layer ng metal mula sa ibabaw nito. Pagkatapos ng lahat, kailangan namin ng isang pamutol na may diameter na 32 mm.

Ang mandrel ay maaaring gawin sa pamamagitan ng pagbabarena ng bulag na butas sa bola, na sinusundan ng threading.Ngunit hindi ito magiging napakadaling gawin, dahil sa kasong ito ay tiyak na kailangan mong palabasin ang metal ng workpiece, magkaroon ng isang espesyal na aparato para sa paghawak ng bola sa panahon ng pagproseso at, siyempre, isang drilling machine, na hindi magagamit.

Samakatuwid, kami ay tumira sa opsyon na may isang welded nut at isang mandrel screwed sa thread ng hardware. Upang gawin ito, i-clamp ang bola sa isang vice at gumamit ng welding machine upang i-secure ang nut sa workpiece. Sa pagkumpleto ng hinang, mabilis na palamigin ang nagresultang joint sa tubig upang maiwasan ang paglabas ng metal ng bola.


Ligtas naming i-screw ang mandrel sa nut at i-secure ito sa spindle ng isang electric drill o grinder, na, sa turn, ay dapat na maayos na maayos gamit ang mga clamp o isang vice. Ang lahat ay handa na upang ayusin ang diameter ng bola sa nais na laki.

Upang gawin ito, paikutin namin ang spindle na naka-secure ang workpiece at simulan ang pag-alis ng metal gamit ang isang turning disc at isang gilingan, na patuloy na sinusubaybayan ang diameter ng bola na pinoproseso gamit ang isang caliper.

Ang pagkakaroon ng natanggap ang nais na nakahalang laki (32 mm), huminto kami sa pagproseso.
Ngayon ang lahat ay handa na upang mabuo ang pagputol ng mga ngipin. Ise-secure namin ang workpiece sa pamamagitan ng shank sa isang metal vice at, gamit ang isang gilingan na may cutting disc, magsimulang gawin ang mga longitudinal grooves na kakailanganin upang makakuha ng mga cutting edge.

Ang tanong ay lumitaw: gaano karaming mga grooves ang dapat kong gawin? Ang sagot ay malinaw: mas mahirap ang materyal na pinoproseso, mas marami ang dapat. Dahil ibabalik namin ang isang bloke ng silindro ng motorsiklo na gawa sa duralumin, sapat na upang gumawa ng 10 grooves upang makakuha ng 9 cutting edge.
Gamit ang isang turning disc, inaalis namin ang labis na metal upang makakuha ng isang trapezoidal na profile ng mga ngipin na nakadirekta sa direksyon ng pag-ikot ng tool.Ang operasyong ito ay ang pinaka-kumplikado at mahalaga, kaya dapat itong isagawa nang may buong atensyon at katumpakan. Pagkatapos nito, maaari nating ipagpalagay na ang pamutol ay ganap na handa para sa nilalayon na gawain.
Ito ay nananatiling subukan ito sa aksyon sa isang bloke ng silindro mula sa isang Ural na motorsiklo o iba pang may parehong laki ng butas. Sa panahon ng operasyon, ang pamutol ay dapat na pana-panahong lubricated na may langis. Upang ang proseso ay nagpapatuloy nang mas intensively at walang hindi kinakailangang pagsisikap sa drive.



Mga Babala at Tala
Kapag nagtatrabaho sa isang pamutol ng bola, dapat mong protektahan ang iyong mga mata gamit ang salaming de kolor at magsuot ng guwantes sa iyong mga kamay. Siyempre, ang gilingan ay dapat magkaroon ng proteksiyon na takip. Ang katotohanan ay na kapag nagpoproseso ng malambot na mga metal, ang mga chips ay naiiba sa laki, na may posibilidad na lumipad sa lahat ng direksyon at sa mahabang distansya.
Tulad ng para sa tool, mas kapaki-pakinabang na ilagay ang mga cutting edge hindi longitudinally sa axis ng pag-ikot, ngunit sa isang anggulo. Pagkatapos ang pamutol ay gagana nang mas malambot, mas mahusay at ang panganib ng hindi awtorisadong pag-twist ay mababawasan.
Upang maalis ang tangential runout ng tool, mas kumikita ang paggawa ng cutter mula sa car steering ball joint. Pagkatapos ay hindi na kailangang gumawa ng isang mandrel, dahil mayroon na ito at perpektong nakasentro na may kaugnayan sa bola.
Panoorin ang video
Mga katulad na master class

Paano mag-drill ng isang mabilis na pamutol - P18 na bakal

Aling pamutol ang kukuha ng tindig

Mga kalamangan at kahinaan ng pagtatayo ng isang bahay mula sa mga bloke ng cinder
Pangkalahatang-ideya ng mga uri ng mga disc para sa mga gilingan

Paano magsunog ng butas sa matigas na bakal

Paano buhayin ang ball valve kung ito ay jammed
Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (0)
