Homemade threading machine
Sa mga nababakas na koneksyon, pangkaraniwan ang mga sinulid na koneksyon. Pinapayagan nila, kung kinakailangan, na i-disassemble ang pagpupulong sa mga bahagi nang walang pinsala, at pagkatapos ay muling buuin ang mga ito. Para sa kadahilanang ito, ang lahat ng mga uri ng thread-cutting device ay idinisenyo at ginawa sa malalaking dami, kapwa ng industriya at ng maraming manggagawa.
Sa ibaba ay isinasaalang-alang namin ang isang variant ng isang thread-cutting machine batay sa isang de-koryenteng motor at, naka-mount sa axis nito, isang friction unregulated drive sa anyo ng isang rubber-coated bushing.
Mga kinakailangang accessories
Upang hindi magambala sa trabaho, dapat kang bumili, maghanap at maghanda:
- dalawang ferrous metal plate na may sukat na 150 × 120 × 20 mm na may butas sa gitna sa tuktok na may diameter na 30 mm;
- dalawang steel disk na may diameter na 200 mm, isang kapal na 10 mm na may isang single-sided hub na may panlabas na diameter na 40 mm at isang panloob na butas na 25+ mm na may tatlong radial hole na may M8 thread;
- dalawang tanso o tansong bushings na may panlabas at panloob na diameter na 30+ mm at 25+ mm, ayon sa pagkakabanggit, para sa pagpindot sa mga butas ng mga plato na 150x120x20 mm;
- blangko para sa pangunahing ehe na gawa sa bakal na 400 m ang haba at 25+ mm ang lapad pagkatapos lumiko;
- dalawang seksyon ng pipe na 100 mm ang haba at may diameter na: panlabas - 40 mm, panloob - 25+ mm;
- dalawang steel rods na 300 mm ang haba at 25 mm ang diameter (final size) na may blind hole sa isang dulo na may M10 thread;
- isang steel plate na 180 mm ang lapad, 150 mm ang taas, 8 mm ang kapal na may tatsulok na recess sa gitna sa itaas para lumabas ang gripo at dalawang butas sa mga gilid sa ibaba para sa M10 bolts;
- dalawang bakal na anggulo 35×35 mm, 150 mm ang haba na may dalawang butas sa mga gilid para sa isang M8 bolt;
- dalawang bakal na sulok na 35×35 mm, 500 mm ang haba na may mga dulong beveled sa 45°;
- ang parehong haba 400 mm;
- steel sheet na may sukat na 500 × 400 × 3 mm;
- switch ng motor;
- collet chuck mula sa isang electric drill;
- hardware (bolts, nuts, washers sa M8 at M10).
Kagamitan at kasangkapan
Upang ihanda ang mga bahagi at tipunin ang threading machine kakailanganin namin:
- makinang panlalik;
- gilingan;
- bench vice;
- welding machine;
- wrenches;
- suntok at martilyo;
- oiler na may lubricating oil;
- likido para sa degreasing ibabaw;
- tinain;
- spray gun, atbp.
Ang proseso ng paghahanda ng mga bahagi at pag-assemble ng makina
Ang ilang mga bahagi ay ganap na handa para sa pagpupulong, ang iba ay nangangailangan ng karagdagang trabaho.
1. Sa gilingan sa wakas ay natapos na namin (alisin ang mga burr, bilugan at gilingin) ang lahat ng mga gilid at ibabaw ng 150x120x20 mm na mga plato, na gaganap sa pangunahing pag-andar ng kapangyarihan sa makina, na nagbibigay ng pagkakapare-pareho sa laki at ang kinakailangang katigasan sa system bilang isang buo.

2. I-clamp namin ang mga tansong bushings sa chuck ng lathe at inaayos ang diameter ng bore sa isang sukat na garantisadong upang matiyak ang kanilang mahigpit na pagkakasya sa mga butas na inilaan para sa kanila.
3.Pinindot namin ang mga bushings gamit ang isang bench vice, tinitiyak na sila ay ganap na nakaupo sa mga butas na inilaan para sa kanila, hanggang sa ang mga balikat ng bushings ay nakasalalay sa ibabaw ng mga plato.

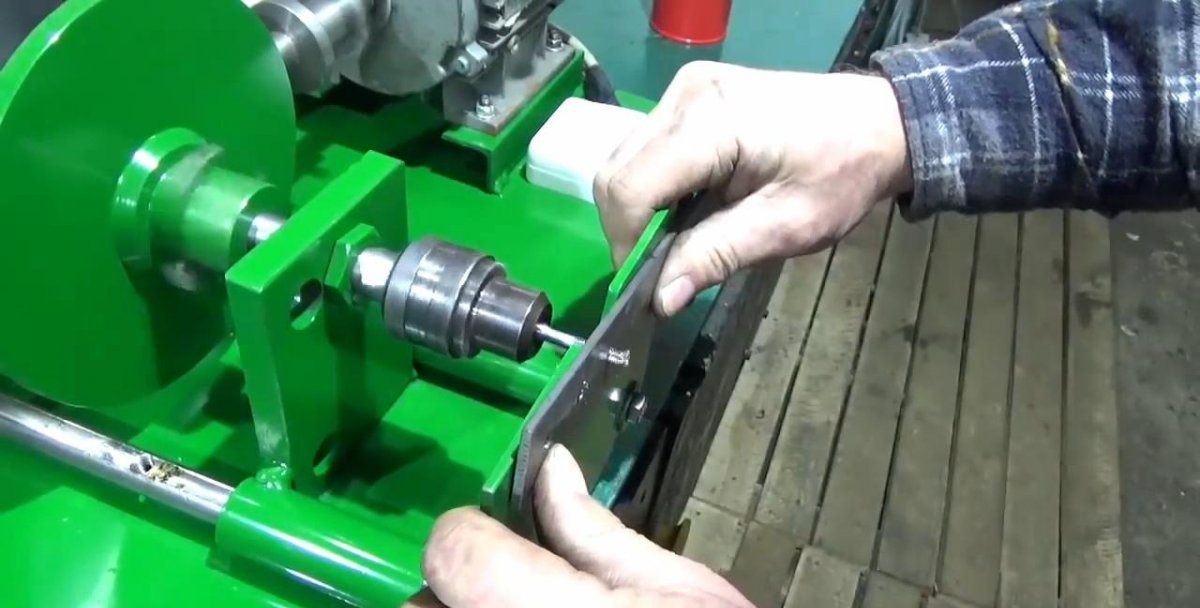
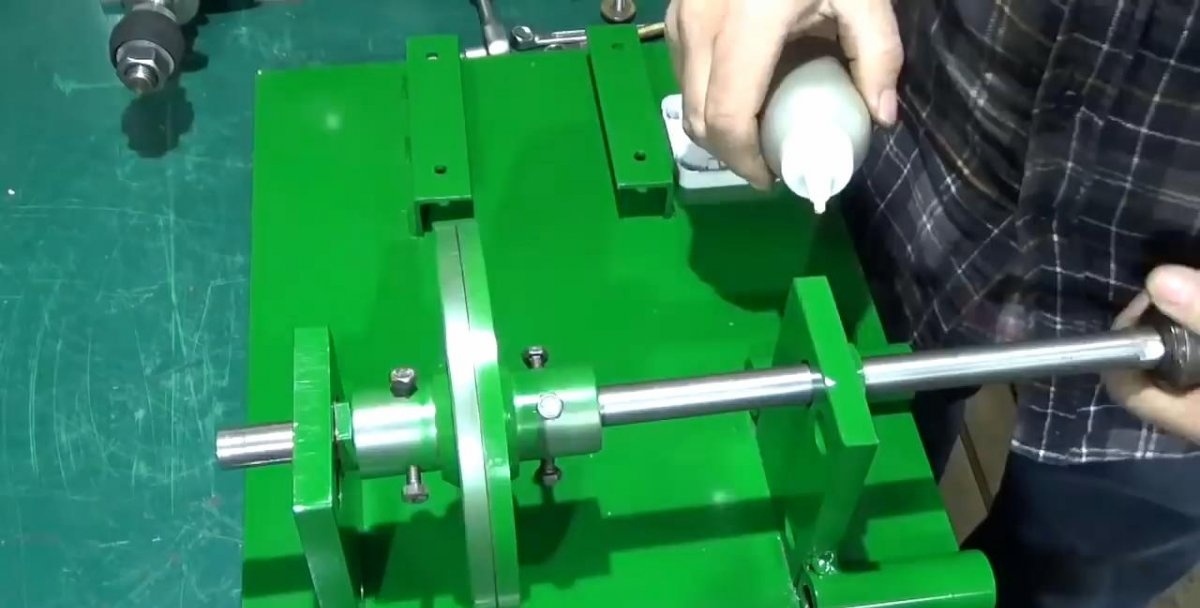
4. I-install ang workpiece para sa pangunahing axis ng makina sa lathe. Upang matiyak ang minimal na radial runout ng workpiece habang umiikot, tanggalin ang rear support ng lathe at pansamantalang maglagay ng chuck na may centering drill sa lugar nito at, i-on ang makina, gumawa ng recess sa dulo ng workpiece para sa rear support. ng lathe.

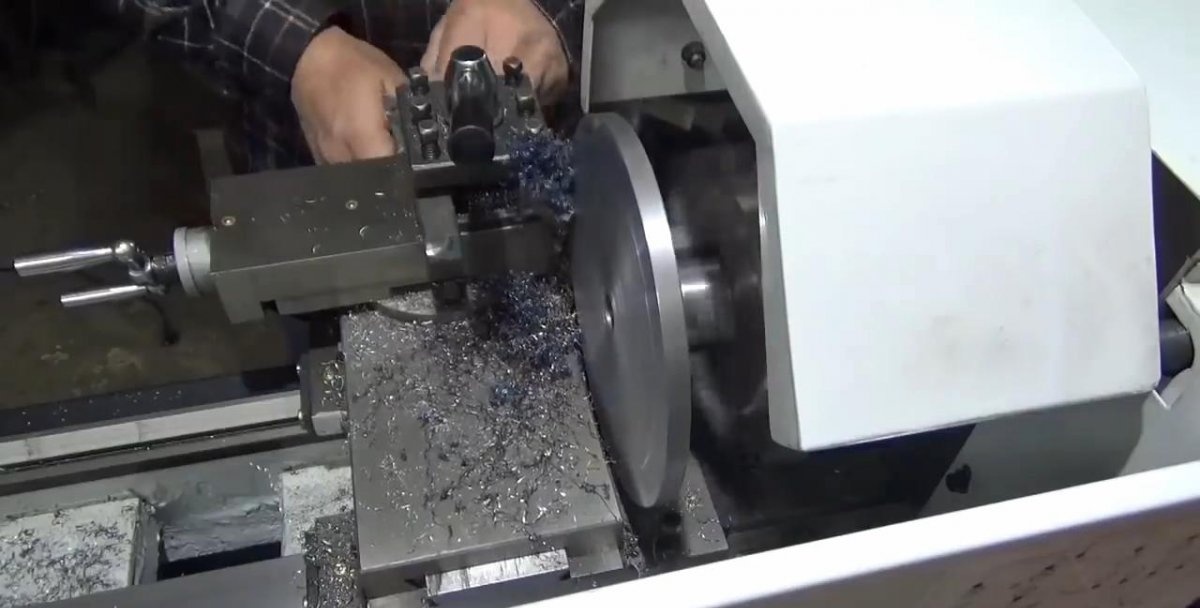
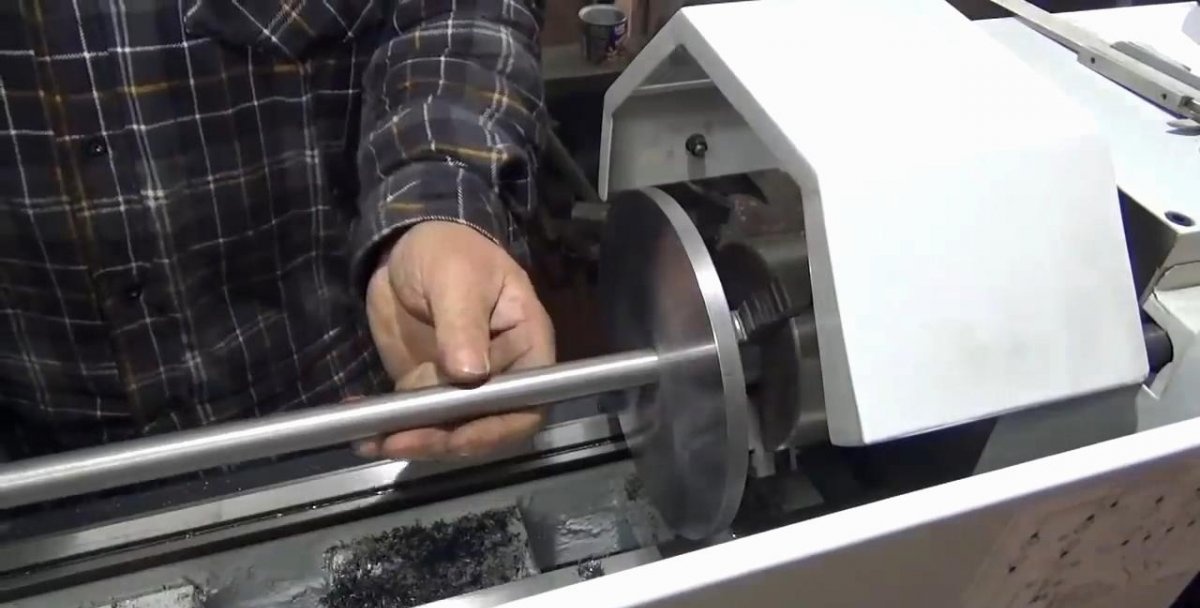
5. Nagsasagawa kami ng panlabas na pag-ikot ng workpiece, kinokontrol ang diameter gamit ang isang caliper upang hindi pahinain ang hinaharap na pangunahing axis. Ang pagkakaroon ng nakamit ang tinukoy na laki, sinusuri namin ang libreng pag-slide ng axis kasama ang bushing ng power support ng threading machine. Kung hindi ito sapat, i-on ang lathe at gilingin ang bushing sa ehe.

6. Giling namin ang gumaganang dulo ng axle sa ilalim ng upuan ng collet chuck, degrease ito sa tulong ng isang naaangkop na likido at secure ang chuck.

7. Sa pamamagitan ng pag-on ng lathe, inihanay namin ang mga ibabaw ng mga disk na makikipag-ugnayan sa bushing ng drive na pinahiran ng goma, at makamit ang kinakailangang diameter ng butas sa hub. Sinusuri namin ang katumpakan sa pamamagitan ng pagpasok ng axis at pag-ikot nito, na may sabay-sabay na paggalaw ng ehe. Ang mga paggalaw na ito ay dapat gawin nang walang jamming o jamming.
8. Naglalagay kami ng mga sulok sa kahabaan ng perimeter ng base ng makina, pagsamahin ang mga ito sa mga sulok at hinangin ang mga ito nang magkasama at sa base sheet.

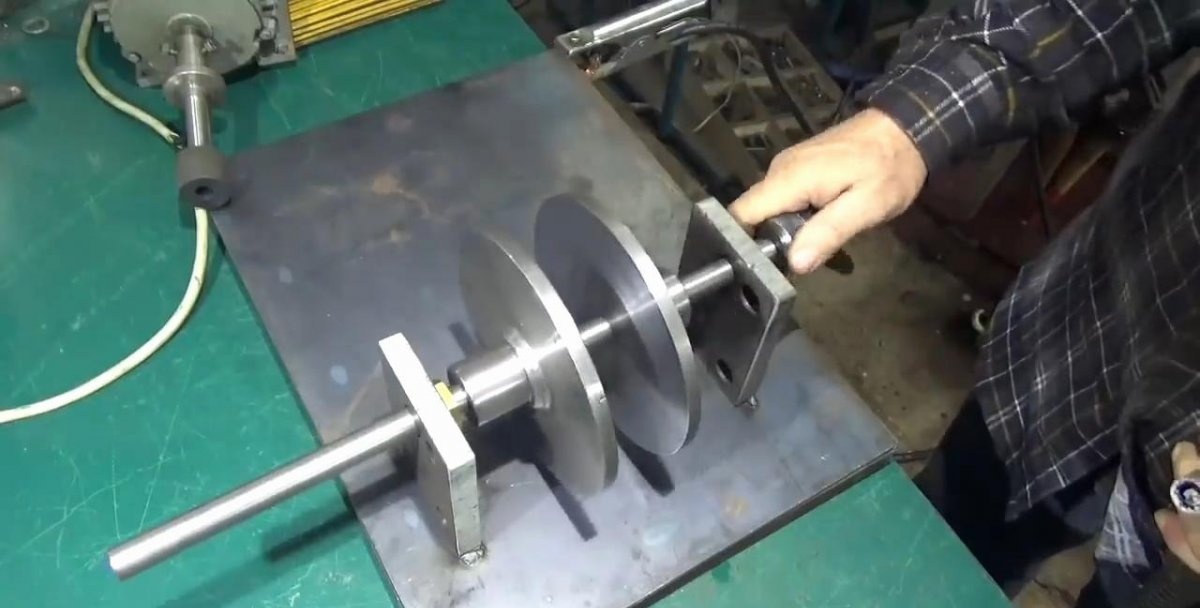
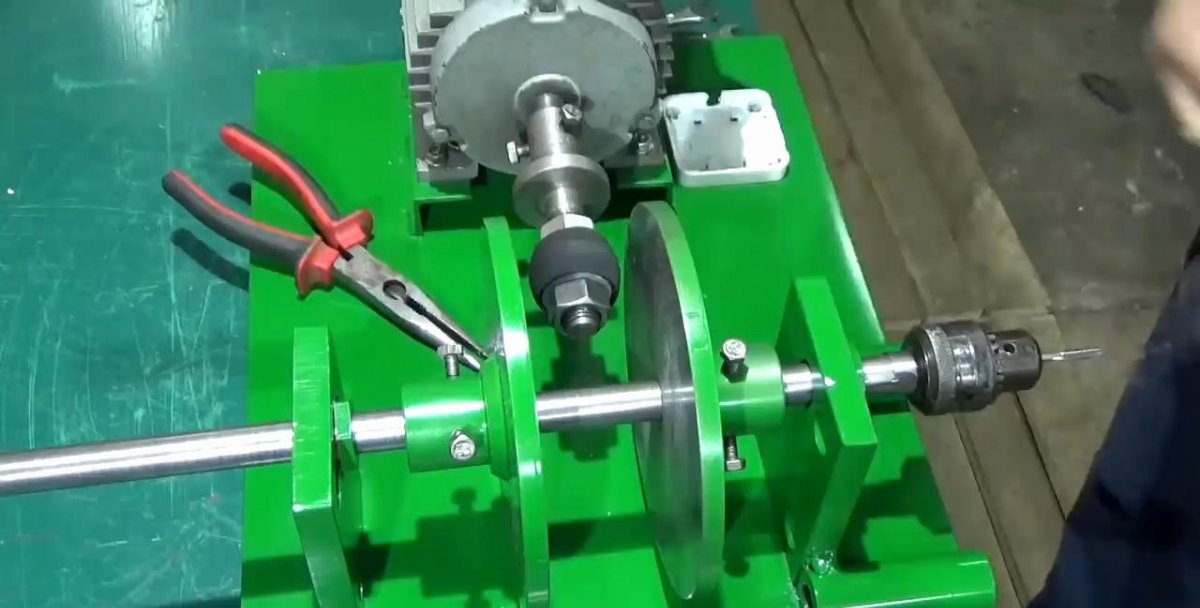
9. Sa isang gilid ng base na-install namin ang pangunahing axis na may dalawang suporta, sa pagitan ng kung saan mayroong dalawang driven disk para sa pagtatrabaho at pag-idle. Sinusubukan namin ang mga gabay na may mga tubo at isang de-koryenteng motor na may friction (pinahiran ng goma) na bushing na naka-mount sa axis nito.

10.Muli naming sinusuri ang kawastuhan at katumpakan ng layout at, gamit ang isang welding machine, hinangin ang mga suporta ng kapangyarihan ng pangunahing axis sa base ng makina. Pagkatapos nito, muli naming sinusuri ang kalayaan ng pag-ikot ng ehe sa mga suporta at ang paggalaw nito pabalik-balik.

11. Sa mga panlabas na gilid ng front power support, sa mga lugar kung saan ito nakikipag-ugnayan sa base, nag-flush sa harap na gilid nito, hinangin namin ang mga cylindrical na gabay kung saan lilipat ang mga guide rod.

12. Minarkahan namin ang mga istante ng mga sulok para sa de-koryenteng motor, markahan ng isang center punch ang mga lokasyon ng mga butas para sa pag-mount ng motor at i-drill ang mga ito para sa M8 bolts. Ini-install namin ang mga sulok na may motor na nakakabit sa kanila, suriin ang katumpakan ng pag-install (perpendicularity ng motor axis sa pangunahing axis ng makina) at hinangin ang mga sulok sa base.
13. Pagkatapos ay muli naming i-disassemble ang layout ng makina at pintura ang mga bahagi, hindi kasama ang mga nakikipag-ugnayan sa isa't isa (axle, bushings, gabay, gumaganang ibabaw ng mga disk, atbp.). Hayaang matuyo ang pintura at magpatuloy sa panghuling pagpupulong ng makina, pagpapadulas ng mga gasgas na ibabaw ng langis ng makina.
14. Inaayos namin ang de-koryenteng motor sa na-verify na lugar at inilalagay ang mga gabay sa lugar. I-screw namin ang isang panel na may puwang para sa isang tap sa kanilang mga dulo sa harap. Hinihigpitan namin ang mga bolts na nagse-secure ng mga disc sa pangunahing axle laban sa longitudinal displacement, bahagyang pinindot ang mga ito laban sa drive friction bushing.
15. I-assemble at isara ang takip ng switch ng motor. Ang thread cutting machine ay ganap na handa para sa paggamit.

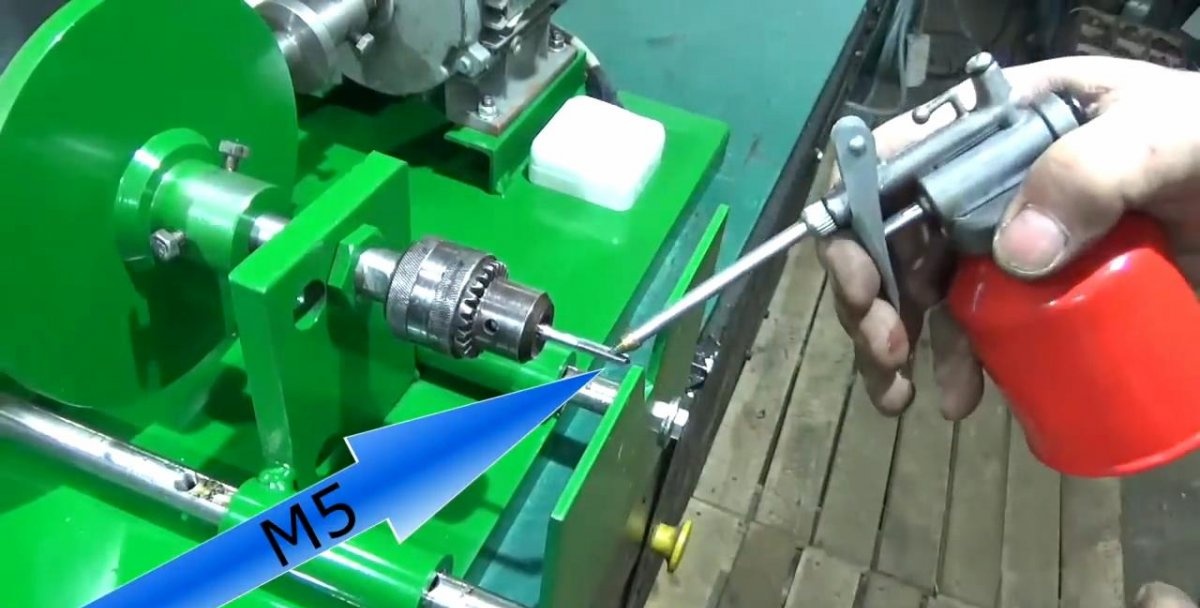
16. Sinusuri namin ang pagganap nito sa pamamagitan ng halili na pagputol ng mga thread sa mga butas para sa M5, M6 at M8, pre-lubricating ang mga gripo. Kapag pinindot ang sumusuporta sa ibabaw na may bahagi kung saan ang thread ay drilled, ang tool ay umiikot sa kanan at pinutol ang thread.Kapag hinihila pabalik ang isang sinulid na bahagi, ang gripo ay magsisimulang umikot sa kaliwa at humiwalay sa resultang sinulid.


Manood ng detalyadong video
Manood ng detalyadong mga tagubilin sa video kung paano gumawa ng thread-cutting machine gamit ang iyong sariling mga kamay.
Mga katulad na master class

Makina para sa pagputol ng metal mula sa isang electric meat grinder

Paano gumawa ng mini metal bending machine

Ligtas na paraan upang maglagay ng baby swing

Paano mag-install ng saw blade sa isang trimmer

Paano gumawa ng drum sanding at calibrating machine para sa kahoy

Paano tumpak na mag-drill ng isang butas sa gilid sa isang bilog na workpiece
Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (0)
