Paano ka pa makakagawa ng square hole?
Ang paggawa ng isang parisukat na butas sa matibay na mga metal na walang espesyal na kagamitan ay hindi madali. Gayunpaman, maaari rin itong gawin sa mga unibersal na makina. Ngunit para dito kailangan mong gawin ang tinatawag nang maaga. Watts drill at template para dito.
Gayundin, upang makagawa ng isang Watts drill, kailangan mo ng isang high-speed steel rod, at para sa isang template, isang bakal na bilog.

Gamit ang isang NGF-110 milling machine, gumagawa kami ng tatlong longitudinal grooves sa workpiece. Ang proseso ay magpapatuloy nang may pagsisikap, dahil ang mga materyal na katangian ng isang carbide cutter ay hindi mas mataas kaysa sa isang high-speed cutter.


Susunod, i-clamp namin ang workpiece na may mga grooves sa isang vice at gawin ang profile ng tatlong pagputol ng ngipin gamit ang isang gilingan, simula sa mga puwang. Patalasin namin ang dulo ng drill, ngunit huwag patalasin ang mga gilid ng gilid.


Sa mga espesyal na kagamitan para sa paggawa ng mga square hole, ang Watts drill ay hindi lamang umiikot sa paligid ng longitudinal axis nito, ngunit ang axis mismo ay gumagawa ng isang tilapon na inilarawan ng apat na ellipsoidal arc. Ngunit pipiliin natin ang ibang landas.


Ang ikalawang bahagi ay isang template kung saan ang Watts drill ay iikot. Sa aming kaso, ang diameter ng drill ay 15 mm. Nangangahulugan ito na ang parisukat na ginawa niya ay magiging 15x15 mm.
Upang matiyak na ang Watts drill ay hindi jam sa tunay na template, inilalagay namin ito sa isang strip ng plastic na may 15x15 mm square at simulan upang i-rotate ang drill. Hindi ito dapat kumagat o putulin ang mga shavings mula sa mga gilid ng parisukat.
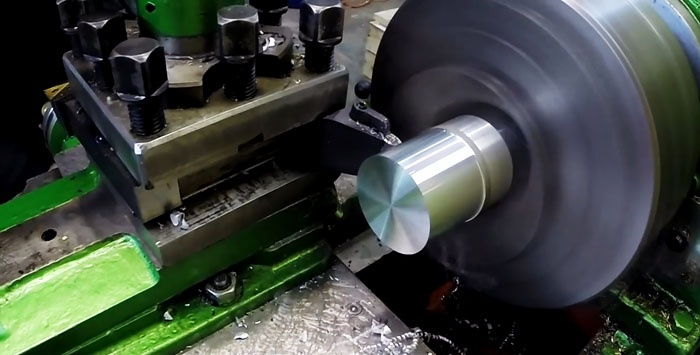
I-clamp namin ang blangko ng copier sa lathe chuck at gilingin ang dulo. Pagkatapos ay gumamit ng 15 mm drill para mag-drill ng through hole sa gitna at i-drill ito gamit ang malaking diameter na drill sa kinakailangang lalim.
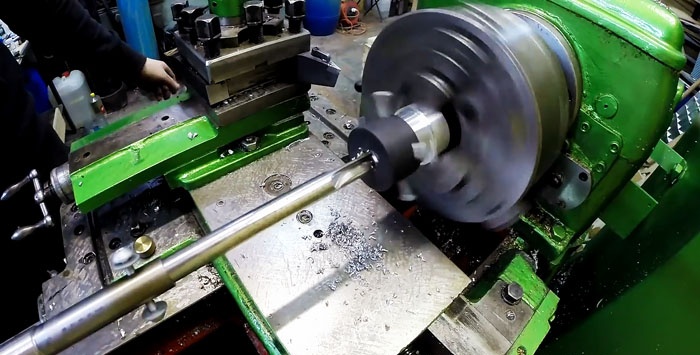
Gamit ang isang pass-through cutter, inaayos namin ang panloob na diameter ng malaking butas at gilingin ang workpiece mula sa labas. Mas malapit sa harap na dulo ng template, mag-drill ng 4 na butas nang pantay-pantay sa isang bilog, gupitin ang mga thread para sa bolts upang ma-secure ang copier sa workpiece kung saan gagawa ng square hole.

Gamit ang isang scriber at isang naghahati na ulo, gumuhit kami ng apat na linya sa likod na bahagi ng blangko ng template, na, intersecting, ay bumubuo ng isang inilarawan na parisukat na 15 × 15 mm sa paligid ng isang butas na may diameter na 15 mm.
Sa mga panloob na sulok ng minarkahang parisukat, mag-drill ng 4 na butas na may manipis na drill. I-clamp namin ang copier cup sa isang vice at gumamit ng file para bumuo ng square hole mula sa round hole. Ang template at Watts drill ay idinisenyo upang gumana nang magkasama.



Upang tumigas, painitin ang template sa isang muffle furnace at ibaba ito sa isang lalagyan na may langis ng makina.

Upang mabawasan ang pagbaluktot ng Watts drill sa panahon ng operasyon, gumawa kami ng extension para dito.Papayagan nito ang square hole na gawing coaxial ang haba. Sinigurado namin ang drill sa extension na may dalawang bolts.
Inaayos namin ang drill na may extension sa headstock ng lathe. Upang subukan ang tool, gumawa tayo ng isang parisukat na butas sa materyal na aluminyo.

Giling namin ang dulo at gilid na ibabaw ng workpiece.
Ini-install namin ang template sa workpiece at gumamit ng drill upang gumawa ng isang maliit na bilog na butas sa lugar ng hinaharap na parisukat.


Upang mapahina ang banggaan ng Watts drill sa template square, lubricate ang lugar na ito ng CV joint grease.

Ipinasok namin ang drill sa parisukat ng copier at paikutin ang workpiece sa pamamagitan ng chuck sa pamamagitan ng kamay. Kung wala kang nararamdamang pag-jam o pagkagat, i-on ang makina.
Inilipat namin ang tool pasulong at nakikita ang mga kumplikadong paggalaw na ginawa ng drill sa lugar ng template. Pagkaraan ng ilang oras, ang mga chips ay nagsisimulang lumitaw, na nagpapahiwatig na ang proseso ay nagsimula na.
Nang maabot ang nais na lalim, patayin ang makina, alisin ang headstock gamit ang tool, alisin ang template at paghiwalayin ang isang silindro na mga 30 mm ang haba mula sa workpiece gamit ang isang cutting tool.
Tinitiyak namin na ang parisukat na butas ay ginawa kasama ang haba nang hindi nakakagambala sa pagkakahanay at nakahalang laki. Matagumpay na nakapasa sa unang pagsubok ang aming mga device.

Lumipat tayo sa isang mas kumplikadong proseso - paggawa ng isang parisukat na butas sa isang blangko na bakal. Dinidikdik din namin ito sa dulo at gilid na ibabaw. Binabalot namin at sinigurado ang template. Dinadala namin ang tool at simulan ang pagbabarena.
Ang vibration ng drill at ang hitsura ng mga chips ay nagpapahiwatig na ang proseso ay isinasagawa. Pinapakain namin ang tool sa parehong 30 mm. Pagkatapos ay alisin ang template at putulin ang blangko gamit ang resultang square hole.
Pagkatapos ng paggiling sa mga dulo ng mga workpiece na may mga parisukat na butas, tinitiyak namin na ang mga ito ay may mataas na kalidad sa pahaba at nakahalang direksyon, anuman ang materyal - aluminyo o bakal.
Ang drill at template square ay nanatiling buo at hindi man lang naging mapurol, ibig sabihin, handa na silang magtrabaho muli.
Malinaw na para sa bawat sukat ng isang square hole kailangan mo ng isang hiwalay na Watts drill, at ang template, kung magiging malikhain ka, ay maaaring gawing unibersal sa loob ng ilang mga limitasyon.
Kakailanganin
- lathe at milling machine;
- Bulgarian;
- metal file;
- pagpasa at pagputol ng mga pamutol;
- twist drills;
- pamutol ng disk;
- mga spanner;
- kagamitan sa pagpapatigas;
- calipers;
- pagputol ng likido.
Gayundin, upang makagawa ng isang Watts drill, kailangan mo ng isang high-speed steel rod, at para sa isang template, isang bakal na bilog.
Gumagawa ng Watts drill
Gamit ang isang NGF-110 milling machine, gumagawa kami ng tatlong longitudinal grooves sa workpiece. Ang proseso ay magpapatuloy nang may pagsisikap, dahil ang mga materyal na katangian ng isang carbide cutter ay hindi mas mataas kaysa sa isang high-speed cutter.
Susunod, i-clamp namin ang workpiece na may mga grooves sa isang vice at gawin ang profile ng tatlong pagputol ng ngipin gamit ang isang gilingan, simula sa mga puwang. Patalasin namin ang dulo ng drill, ngunit huwag patalasin ang mga gilid ng gilid.
Sa mga espesyal na kagamitan para sa paggawa ng mga square hole, ang Watts drill ay hindi lamang umiikot sa paligid ng longitudinal axis nito, ngunit ang axis mismo ay gumagawa ng isang tilapon na inilarawan ng apat na ellipsoidal arc. Ngunit pipiliin natin ang ibang landas.
Paggawa ng template
Ang ikalawang bahagi ay isang template kung saan ang Watts drill ay iikot. Sa aming kaso, ang diameter ng drill ay 15 mm. Nangangahulugan ito na ang parisukat na ginawa niya ay magiging 15x15 mm.
Upang matiyak na ang Watts drill ay hindi jam sa tunay na template, inilalagay namin ito sa isang strip ng plastic na may 15x15 mm square at simulan upang i-rotate ang drill. Hindi ito dapat kumagat o putulin ang mga shavings mula sa mga gilid ng parisukat.
I-clamp namin ang blangko ng copier sa lathe chuck at gilingin ang dulo. Pagkatapos ay gumamit ng 15 mm drill para mag-drill ng through hole sa gitna at i-drill ito gamit ang malaking diameter na drill sa kinakailangang lalim.
Gamit ang isang pass-through cutter, inaayos namin ang panloob na diameter ng malaking butas at gilingin ang workpiece mula sa labas. Mas malapit sa harap na dulo ng template, mag-drill ng 4 na butas nang pantay-pantay sa isang bilog, gupitin ang mga thread para sa bolts upang ma-secure ang copier sa workpiece kung saan gagawa ng square hole.
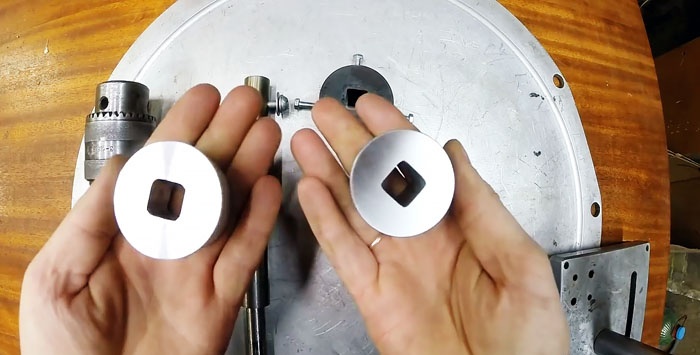
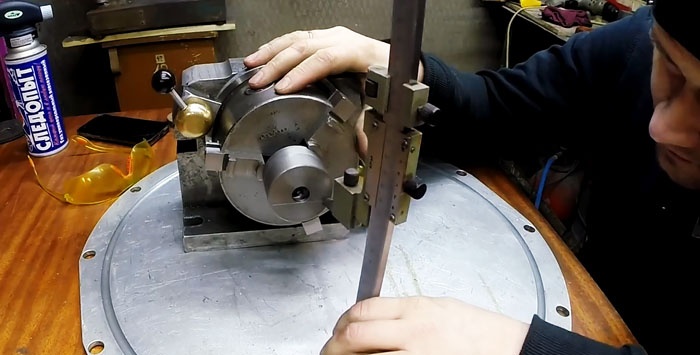
Gamit ang isang scriber at isang naghahati na ulo, gumuhit kami ng apat na linya sa likod na bahagi ng blangko ng template, na, intersecting, ay bumubuo ng isang inilarawan na parisukat na 15 × 15 mm sa paligid ng isang butas na may diameter na 15 mm.
Sa mga panloob na sulok ng minarkahang parisukat, mag-drill ng 4 na butas na may manipis na drill. I-clamp namin ang copier cup sa isang vice at gumamit ng file para bumuo ng square hole mula sa round hole. Ang template at Watts drill ay idinisenyo upang gumana nang magkasama.
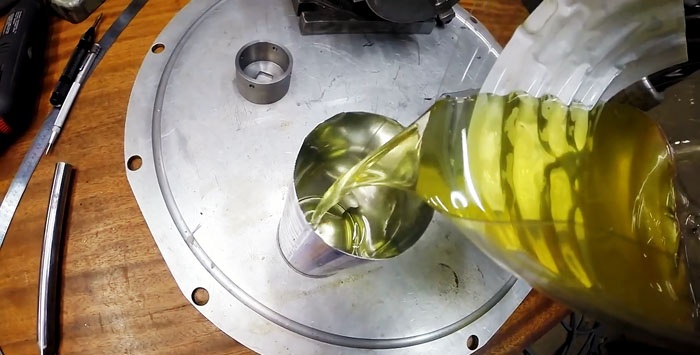
Upang tumigas, painitin ang template sa isang muffle furnace at ibaba ito sa isang lalagyan na may langis ng makina.
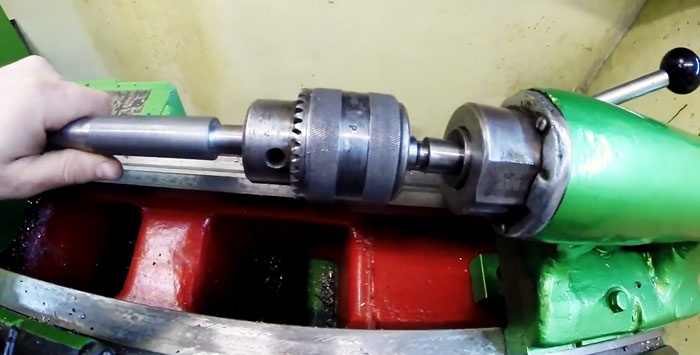
Upang mabawasan ang pagbaluktot ng Watts drill sa panahon ng operasyon, gumawa kami ng extension para dito.Papayagan nito ang square hole na gawing coaxial ang haba. Sinigurado namin ang drill sa extension na may dalawang bolts.
Proseso ng paggawa ng square hole
Inaayos namin ang drill na may extension sa headstock ng lathe. Upang subukan ang tool, gumawa tayo ng isang parisukat na butas sa materyal na aluminyo.
Giling namin ang dulo at gilid na ibabaw ng workpiece.
Ini-install namin ang template sa workpiece at gumamit ng drill upang gumawa ng isang maliit na bilog na butas sa lugar ng hinaharap na parisukat.
Upang mapahina ang banggaan ng Watts drill sa template square, lubricate ang lugar na ito ng CV joint grease.
Ipinasok namin ang drill sa parisukat ng copier at paikutin ang workpiece sa pamamagitan ng chuck sa pamamagitan ng kamay. Kung wala kang nararamdamang pag-jam o pagkagat, i-on ang makina.
Inilipat namin ang tool pasulong at nakikita ang mga kumplikadong paggalaw na ginawa ng drill sa lugar ng template. Pagkaraan ng ilang oras, ang mga chips ay nagsisimulang lumitaw, na nagpapahiwatig na ang proseso ay nagsimula na.
Nang maabot ang nais na lalim, patayin ang makina, alisin ang headstock gamit ang tool, alisin ang template at paghiwalayin ang isang silindro na mga 30 mm ang haba mula sa workpiece gamit ang isang cutting tool.
Tinitiyak namin na ang parisukat na butas ay ginawa kasama ang haba nang hindi nakakagambala sa pagkakahanay at nakahalang laki. Matagumpay na nakapasa sa unang pagsubok ang aming mga device.
Lumipat tayo sa isang mas kumplikadong proseso - paggawa ng isang parisukat na butas sa isang blangko na bakal. Dinidikdik din namin ito sa dulo at gilid na ibabaw. Binabalot namin at sinigurado ang template. Dinadala namin ang tool at simulan ang pagbabarena.
Ang vibration ng drill at ang hitsura ng mga chips ay nagpapahiwatig na ang proseso ay isinasagawa. Pinapakain namin ang tool sa parehong 30 mm. Pagkatapos ay alisin ang template at putulin ang blangko gamit ang resultang square hole.
resulta
Pagkatapos ng paggiling sa mga dulo ng mga workpiece na may mga parisukat na butas, tinitiyak namin na ang mga ito ay may mataas na kalidad sa pahaba at nakahalang direksyon, anuman ang materyal - aluminyo o bakal.
Ang drill at template square ay nanatiling buo at hindi man lang naging mapurol, ibig sabihin, handa na silang magtrabaho muli.
Malinaw na para sa bawat sukat ng isang square hole kailangan mo ng isang hiwalay na Watts drill, at ang template, kung magiging malikhain ka, ay maaaring gawing unibersal sa loob ng ilang mga limitasyon.
Panoorin ang video
Mga katulad na master class

Paano gumawa ng mga square hole na may mga round drill, pamamaraan

Paano tumpak na mag-drill ng isang butas sa gilid sa isang bilog na workpiece

Paano gumawa ng isang parisukat na butas

Paano magsunog ng butas sa matigas na bakal

Paano mag-drill ng isang mabilis na pamutol - P18 na bakal

Drill extension gamit ang friction welding
Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (1)
