Drill extension gamit ang friction welding

Ang lathe ay isang multifunctional na piraso ng kagamitan na maaaring magamit upang magsagawa ng iba't ibang mga gawain, kabilang ang precision friction welding ng mga bahagi. Maaari itong maging kapaki-pakinabang kung kailangan mong mag-extend ng drill o iba pang tool. Kapag hinang ang isang drill gamit ang maginoo na hinang, imposibleng isentro nang tama ang shank, samakatuwid, kapag gumagamit ng naturang kagamitan, ang malakas na runout ay sinusunod. Kung ang extension ay isinasagawa sa isang lathe sa pamamagitan ng alitan, kung gayon ang problemang ito ay halos maalis.
Kagamitan, materyales at kasangkapan:
- makinang panlalik;
- drill chuck para sa tailstock;
- mag-drill;
- baras para sa pagpapalawak ng shank;
- pamutol.
Friction welding drill

Ang unang hakbang ay ang pumili ng isang baras ng parehong diameter ng drill shank. Bago ang hinang, ang dulo ng workpiece ay dapat na leveled. Naka-clamp ito sa spindle ng makina at dinidikdik gamit ang pamutol. Ang drill mismo ay may makinis na shank end, kaya hindi ito nangangailangan ng paghahanda.

Ang isang drill na may shank exit na humigit-kumulang 15 mm ay naka-clamp sa spindle.

Ang isang drill chuck ay naka-install sa tailstock ng makina, kung saan ang isang baras para sa extension ay naayos.

Upang maisagawa ang friction welding at hindi makapinsala sa makina, mas mahusay na itakda ang bilis sa humigit-kumulang 60-70% ng maximum na posible. Ngayon ay maaari mong i-on ang spindle rotation.
Pagkatapos simulan ang makina, kailangan mong dahan-dahang itulak ang quill, pagkonekta sa shank ng drill at sa dulo ng extension rod.
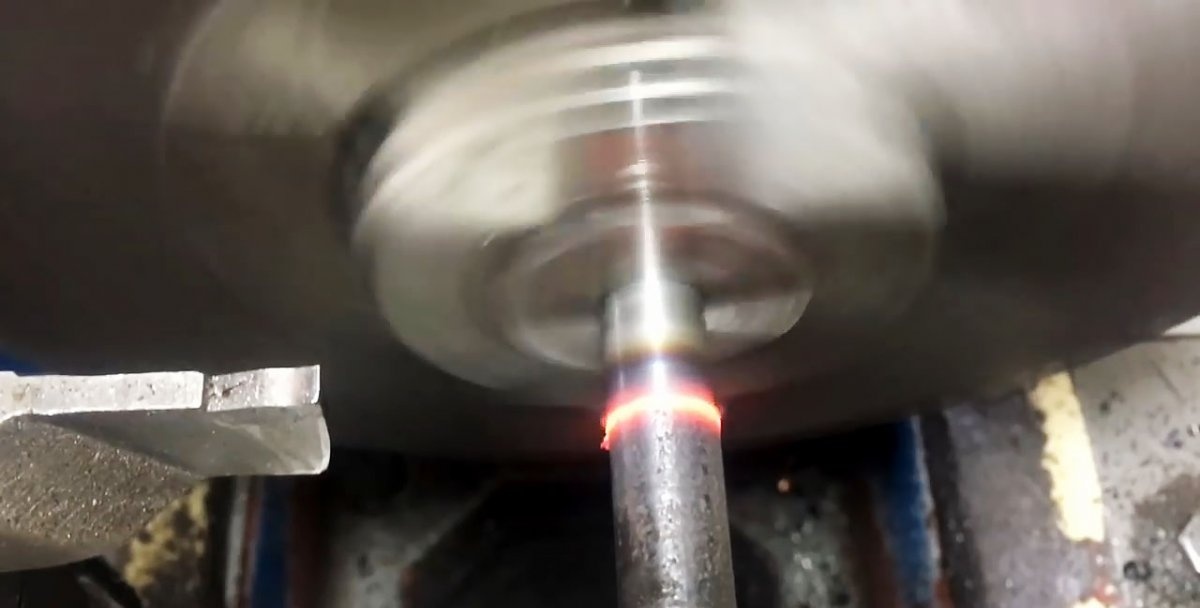
Ang mga pinindot na bahagi ay magsisimulang kuskusin.
Sa una ay magkakaroon ng bahagyang pagyuko at pagpalo, na may kasamang mga chips na lumilipad palabas, ngunit pagkatapos ng ilang segundo ito ay titigil.
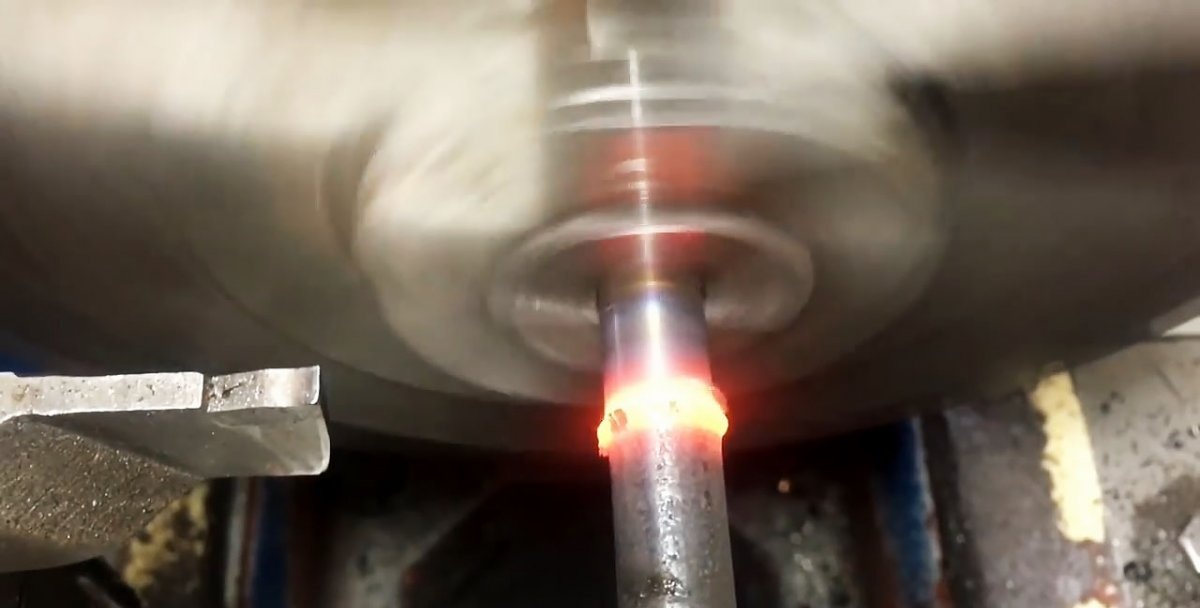
Habang gumagalaw ang quill na may baras patungo sa shank, tumataas ang puwersa ng friction, na humahantong sa malakas na pag-init ng mga bahagi.

Kapag nahati ang metal hanggang sa makuha ang plastic mass sa punto ng friction, dapat ihinto ang makina. Sa huling sandali, mahalagang itulak nang kaunti pa ang quill. Ang tinunaw na bakal mula sa dalawang bahagi ay pinakuluang magkasama, na nagreresulta sa hinang.

Kung ang isang pinahabang drill ay kinakailangan upang makagawa ng isang malalim na butas, pagkatapos ay ang halamang-singaw sa site ng splice ay dapat na lupa off gamit ang isang pamutol.


Kung hindi, ang pampalapot ay hindi magkasya sa drilled hole. Gayunpaman, ang paggiling sa fungus ay magbabawas sa pagiging maaasahan ng pangkabit, dahil ang lugar ng hinang ay nabawasan.
Kapag nagpapalawak sa isang lathe, hindi posible na ganap na maiwasan ang runout ng pinahabang drill, ngunit ito ay magiging katanggap-tanggap para sa pagsasagawa ng mga pang-araw-araw na gawain. Upang makamit ang maaasahang hinang, mahalagang painitin nang mabuti ang mga workpiece bago patayin ang pag-ikot ng spindle. Hindi kailangang matakot na ang cutting edge ng drill ay mawawala ang hardening nito dahil medyo malayo ito sa hot shank.
Panoorin ang video
Mga katulad na master class

Friction welding

Drilling machine centering attachment para sa precision drilling

Paano maayos na patalasin ang isang drill sa pamamagitan ng kamay

Ang pinakasimpleng lathe na maaaring gawin sa loob ng 15 minuto

Paano ka pa makakagawa ng square hole?

Paano gumawa ng isang drill mula sa isang tindig para sa pagbabarena hardened bakal
Lalo na kawili-wili






Mga komento (0)
