Paano gumawa ng isang mahusay na stand para sa isang gilingan ng anggulo mula sa isang lumang pump ng kotse
Ano ang pagkakapareho ng isang walang silbi na bomba sa isang perpektong gumaganang gilingan? Mukhang wala: ang una ay mabuti lamang bilang scrap metal, at ang pangalawa ay magsisilbi sa nilalayon nitong layunin sa loob ng mahabang panahon.
Ngunit huwag tayong magmadali - ang yunit na ito ay maaaring maging batayan para sa paggawa ng isang gawang bahay na stand para sa isang gilingan ng anggulo, na magpapasimple at magpapataas ng katumpakan ng pagputol ng mga bilog at profile pipe, anggulo, channel, atbp. sa anumang anggulo.

Bilang karagdagan sa nabanggit na grinder at pump, kakailanganin namin ang mga sumusunod na materyales at produkto:
Para sa trabaho kakailanganin namin: mga kagamitan sa pagsukat, drill, tap, grinder, welding, wrenches, vice, atbp.
Minarkahan at pinutol namin ang dalawang magkaparehong blangko mula sa channel ng bakal, na magsisilbing batayan ng aming stand para sa gilingan, pati na rin ang isang maliit na fragment.

Upang ma-secure ang lumang pump sa base ng stand, i-drill out ang isa sa mga butas sa boss upang tumugma sa diameter ng pangalawang butas. Ginagawa namin ang parehong sa isang pinahabang nut.

Inilalagay namin ang drilled nut sa ilalim ng ulo ng bolt at sinulid ito sa butas sa flange ng pump at higpitan ito ng isang pinahabang nut sa kabilang panig. Ginagawa namin ang parehong sa isang bolt na naka-install sa isang butas na may isang boss, ngunit walang drilled nut.

Inaayos namin ang pump na may mga mani sa isang bisyo at gumagamit ng isang gilingan upang alisin ang bahagi ng flange na nakausli sa kabila ng kanilang eroplano at matatagpuan sa pagitan nila.
Sa pump gear disk, nag-drill kami ng dalawang blind hole na may diameter na simetriko sa gitnang axis nito at pinutol ang mga thread sa kanila gamit ang isang gripo.


Giling namin ang fragment ng channel sa lahat ng panig gamit ang isang gilingan, inaalis ang mga burr, kalawang at bilugan ang mga gilid.
Ini-install namin ang pump dito upang ang tatlong pinahabang nuts sa bolts ay magkasya nang mahigpit sa flange ng fragment ng channel at hinangin ang mga ito gamit ang semi-awtomatikong hinang.

Gamit ang isang gilingan, pinutol namin ang isang bahagi mula sa pantay na anggulo ng anggulo at nag-drill ng dalawang butas nang pahaba sa gitna mula sa isang dulo sa istante, gamit ang mga sinulid na butas sa pump gear disk bilang isang template.
Gumamit ng gilingan upang bahagyang bawasan ang taas ng cap ng gear axis upang hindi ito makagambala sa mahigpit na pagkakaakma ng sulok sa gear rim at higpitan ito sa gear na may dalawang bolts.

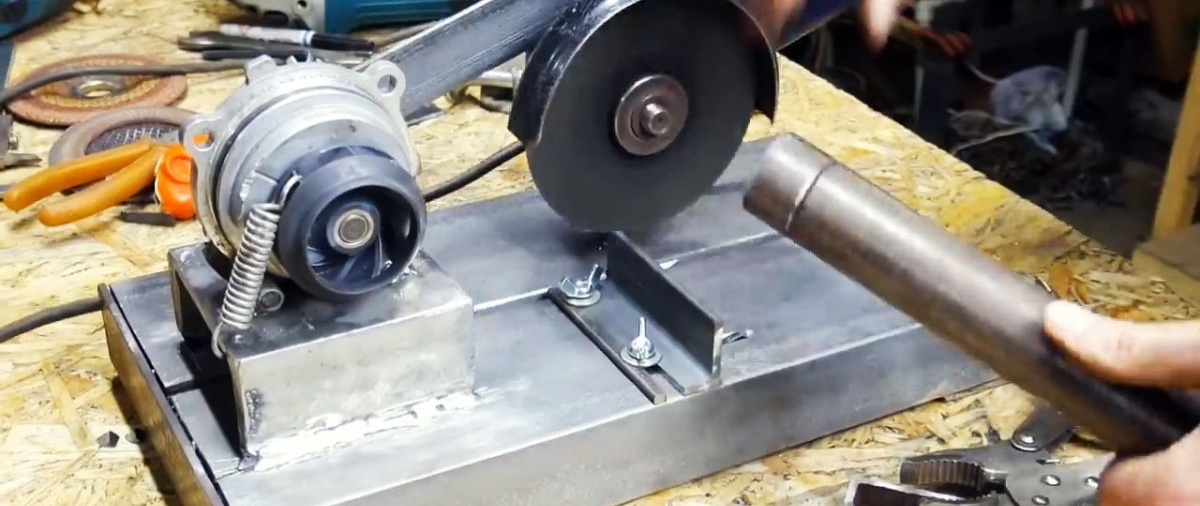
Pansamantala naming inalis ang proteksiyon na pambalot mula sa gilingan, i-install ang cutting disc at i-tornilyo ang sulok gamit ang pump sa tool na may bolt sa halip na ang inalis na hawakan.
Naglalagay kami ng dalawang channel na may nakataas na istante, naglalagay ng isang plato sa pagitan ng mga ito na may kapal na bahagyang mas malaki kaysa sa kapal ng cutting disc. Ang pagkakaroon ng napatunayan ang katumpakan ng pag-install ng gilingan ng anggulo, hinangin namin ang isang fragment ng channel na may pump na naka-attach dito, simetriko na nauugnay sa mga halves ng base ng rack.
Inihanay namin ang mga dulo ng mga channel, bilugan ang mga panlabas na sulok ng mga binti at hinangin ang isang cross-section ng isang pantay na flange anggulo sa kanila upang ayusin ang puwang sa pagitan ng mga channel kung saan ang disk ay iikot.


Sa gilid ng pump impeller, sa flange ng maikling channel, gumawa kami ng isang butas para sa hooking ang extension spring, at ikinakabit namin ang isa pa sa impeller blade.
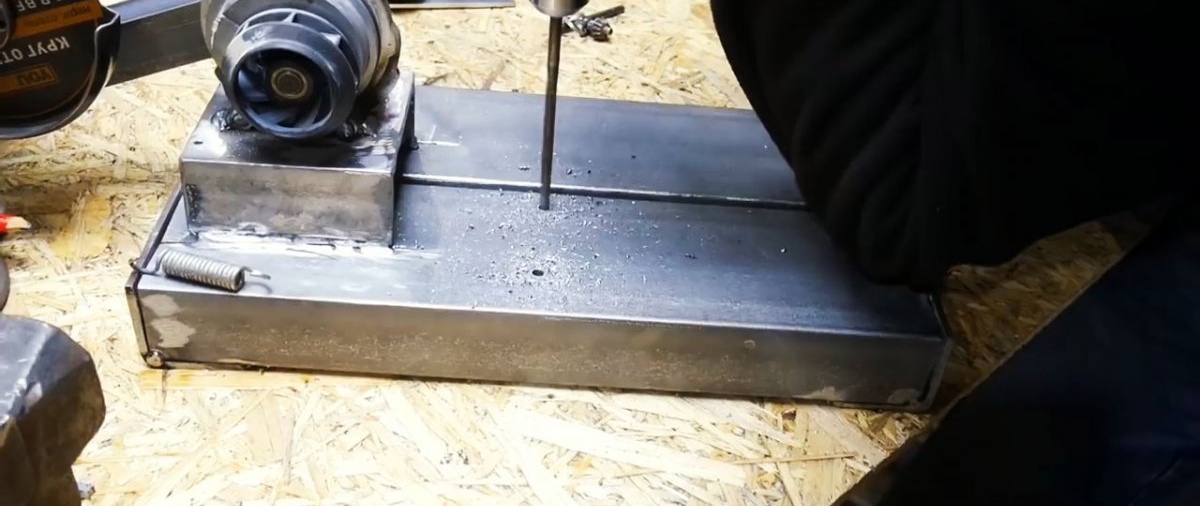
Pinutol namin ang isang pantay na flange na sulok at markahan ang isang istante sa isang dulo para sa isang bilog na butas, at sa kabilang banda para sa isang pahaba na butas na may dulo na labasan at ginagawa ang mga ito gamit ang isang drill at gilingan.


Ini-install namin ang istante ng sulok na walang mga butas sa tapat ng gitna ng cutting disk sa isang tamang anggulo at markahan ang mga projection ng mga butas sa sulok sa channel. Nag-drill kami ng isang bilog at isa pang pahaba na butas na patayo sa sulok.


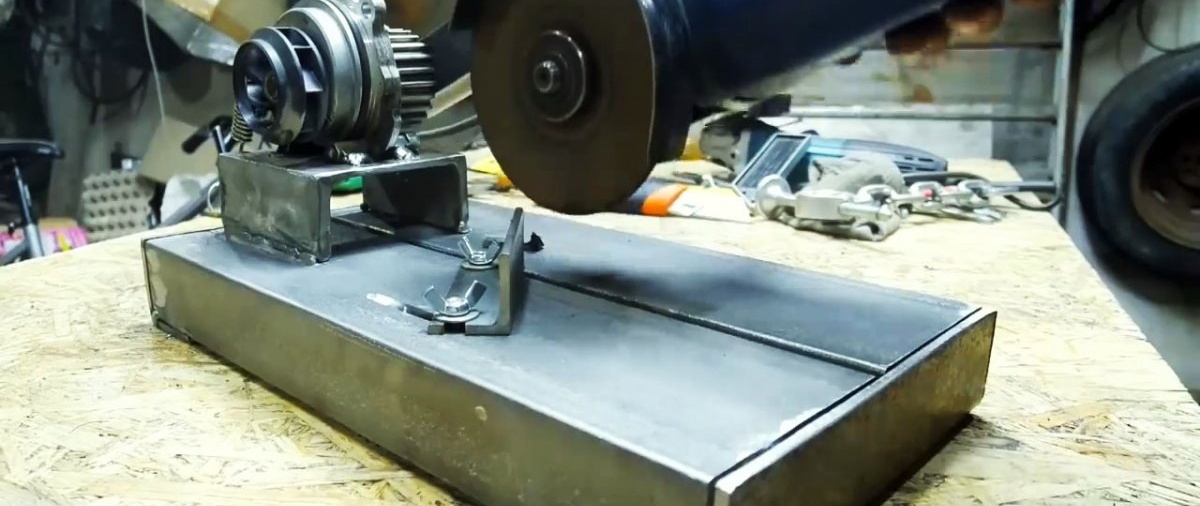
Sinigurado namin ang anggulo sa channel na may bolts at dalawang wing nuts. Ngayon ay maaari mong, pagpindot sa mga workpiece laban sa sulok, gupitin ang mga ito sa 90 degrees o sa anumang iba pang anggulo, binabago ang posisyon ng sulok.



I-disassemble namin ang pag-install, punasan ang lahat ng bahagi, takpan ang mga lugar na hindi maipinta ng papel, at mag-apply ng dalawang uri ng pintura - kulay abo at orange. Sa sandaling matuyo ang pintura, ibinabalik namin ang pag-install at ito ay ganap na handa para sa paggamit.


Ngunit huwag tayong magmadali - ang yunit na ito ay maaaring maging batayan para sa paggawa ng isang gawang bahay na stand para sa isang gilingan ng anggulo, na magpapasimple at magpapataas ng katumpakan ng pagputol ng mga bilog at profile pipe, anggulo, channel, atbp. sa anumang anggulo.

Kakailanganin
Bilang karagdagan sa nabanggit na grinder at pump, kakailanganin namin ang mga sumusunod na materyales at produkto:
- channel;
- pantay na anggulo;
- isang set ng bolts, extended nuts at wing nuts;
- extension spring;
- spray ng pintura sa dalawang kulay.
Para sa trabaho kakailanganin namin: mga kagamitan sa pagsukat, drill, tap, grinder, welding, wrenches, vice, atbp.
Ang proseso ng paggawa ng stand para sa isang angle grinder mula sa pump ng kotse
Minarkahan at pinutol namin ang dalawang magkaparehong blangko mula sa channel ng bakal, na magsisilbing batayan ng aming stand para sa gilingan, pati na rin ang isang maliit na fragment.

Upang ma-secure ang lumang pump sa base ng stand, i-drill out ang isa sa mga butas sa boss upang tumugma sa diameter ng pangalawang butas. Ginagawa namin ang parehong sa isang pinahabang nut.

Inilalagay namin ang drilled nut sa ilalim ng ulo ng bolt at sinulid ito sa butas sa flange ng pump at higpitan ito ng isang pinahabang nut sa kabilang panig. Ginagawa namin ang parehong sa isang bolt na naka-install sa isang butas na may isang boss, ngunit walang drilled nut.

Inaayos namin ang pump na may mga mani sa isang bisyo at gumagamit ng isang gilingan upang alisin ang bahagi ng flange na nakausli sa kabila ng kanilang eroplano at matatagpuan sa pagitan nila.
Sa pump gear disk, nag-drill kami ng dalawang blind hole na may diameter na simetriko sa gitnang axis nito at pinutol ang mga thread sa kanila gamit ang isang gripo.


Giling namin ang fragment ng channel sa lahat ng panig gamit ang isang gilingan, inaalis ang mga burr, kalawang at bilugan ang mga gilid.
Ini-install namin ang pump dito upang ang tatlong pinahabang nuts sa bolts ay magkasya nang mahigpit sa flange ng fragment ng channel at hinangin ang mga ito gamit ang semi-awtomatikong hinang.

Gamit ang isang gilingan, pinutol namin ang isang bahagi mula sa pantay na anggulo ng anggulo at nag-drill ng dalawang butas nang pahaba sa gitna mula sa isang dulo sa istante, gamit ang mga sinulid na butas sa pump gear disk bilang isang template.
Gumamit ng gilingan upang bahagyang bawasan ang taas ng cap ng gear axis upang hindi ito makagambala sa mahigpit na pagkakaakma ng sulok sa gear rim at higpitan ito sa gear na may dalawang bolts.

Pansamantala naming inalis ang proteksiyon na pambalot mula sa gilingan, i-install ang cutting disc at i-tornilyo ang sulok gamit ang pump sa tool na may bolt sa halip na ang inalis na hawakan.
Naglalagay kami ng dalawang channel na may nakataas na istante, naglalagay ng isang plato sa pagitan ng mga ito na may kapal na bahagyang mas malaki kaysa sa kapal ng cutting disc. Ang pagkakaroon ng napatunayan ang katumpakan ng pag-install ng gilingan ng anggulo, hinangin namin ang isang fragment ng channel na may pump na naka-attach dito, simetriko na nauugnay sa mga halves ng base ng rack.
Inihanay namin ang mga dulo ng mga channel, bilugan ang mga panlabas na sulok ng mga binti at hinangin ang isang cross-section ng isang pantay na flange anggulo sa kanila upang ayusin ang puwang sa pagitan ng mga channel kung saan ang disk ay iikot.


Sa gilid ng pump impeller, sa flange ng maikling channel, gumawa kami ng isang butas para sa hooking ang extension spring, at ikinakabit namin ang isa pa sa impeller blade.
Pinutol namin ang isang pantay na flange na sulok at markahan ang isang istante sa isang dulo para sa isang bilog na butas, at sa kabilang banda para sa isang pahaba na butas na may dulo na labasan at ginagawa ang mga ito gamit ang isang drill at gilingan.


Ini-install namin ang istante ng sulok na walang mga butas sa tapat ng gitna ng cutting disk sa isang tamang anggulo at markahan ang mga projection ng mga butas sa sulok sa channel. Nag-drill kami ng isang bilog at isa pang pahaba na butas na patayo sa sulok.

Sinigurado namin ang anggulo sa channel na may bolts at dalawang wing nuts. Ngayon ay maaari mong, pagpindot sa mga workpiece laban sa sulok, gupitin ang mga ito sa 90 degrees o sa anumang iba pang anggulo, binabago ang posisyon ng sulok.

I-disassemble namin ang pag-install, punasan ang lahat ng bahagi, takpan ang mga lugar na hindi maipinta ng papel, at mag-apply ng dalawang uri ng pintura - kulay abo at orange. Sa sandaling matuyo ang pintura, ibinabalik namin ang pag-install at ito ay ganap na handa para sa paggamit.


Panoorin ang video
Mga katulad na master class

Paggawa ng mahabang cutting stand para sa isang gilingan ng anggulo

Homemade high-performance pump para sa pumping ng tubig sa

Pagputol ng attachment para sa isang drill mula sa isang grinder disc

Paano dagdagan ang pag-andar ng isang gilingan ng anggulo na may naaalis na kagamitan

Matatanggal na aparato para sa pagputol ng mga bilog sa sheet metal na may

Isang simpleng stand para sa isang angle grinder
Lalo na kawili-wili






Mga komento (4)
