3 paraan upang magwelding ng manipis na metal nang hindi nasusunog

Hindi napakadali para sa isang baguhan na welder na magwelding ng manipis na sheet metal o manipis na pader na mga tubo na may isang conventional welding inverter. Ang elektrod ay sumunog sa produkto, na nagreresulta sa isang malungkot na larawan sa halip na isang malakas na koneksyon na may maayos na tahi. Sa katunayan, maaari mong malaman kung paano maglagay ng halos gawa sa pabrika na tahi kahit na sa manipis na pader na metal, ngunit nangangailangan ito ng tamang patnubay ng elektrod. Tingnan natin ang 3 paraan ng hinang, na pinakamainam para sa hinang manipis na sheet na bakal, mga tubo, atbp.
1. Welding na may pagbabalik
Ang pamamaraang ito ng paggabay sa dulo ng elektrod ay nagsasangkot ng isang return suture. Upang gawin ito, ang buong haba ng welded seam ay dapat na mental na hinati ng mga marka sa mga palugit na 5 mm. Ang dulo ng elektrod ay unang nag-apoy, at mabilis na umuusad, pagkatapos ay babalik at nagtatagal. Sa sandaling nabuo ang sapat na nadeposito na metal sa lugar na ito, kailangan mong mabilis na sumulong at bumalik sa susunod na marka.

Kaya, ang elektrod ay hindi nananatili sa isang lugar sa loob ng mahabang panahon. Ang pasulong na paglilipat ay nagbibigay ng oras para sa tinunaw na metal na tumigas.Ginagawang posible ng pamamaraang ito na mag-aplay ng makapal, mataas na kalidad na tahi na mapagkakatiwalaang pinagsasama ang mga workpiece.

2. Tuwid na hinang
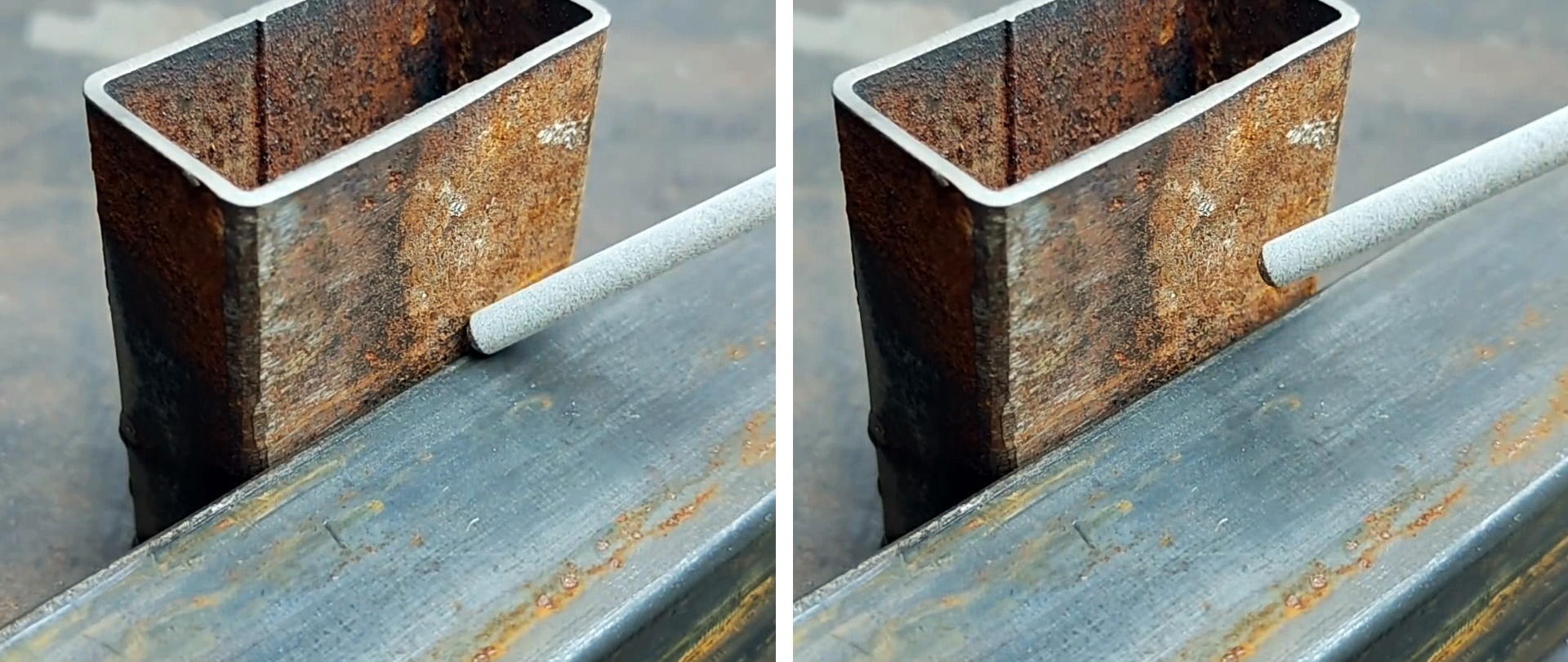
Ito ang pinakamabilis at pinakamadaling paraan ng hinang. Kinakailangan na mag-apoy ang elektrod at ipasa ito sa magkasanib na bahagi. Sa kasong ito, ang tip ay dapat mahuli sa likod ng may hawak. Kung kailangan mo ng isang malawak na tahi, maaari mong bahagyang gabayan ang elektrod sa isang landas na parang alon, na inililipat ito pakaliwa at pakanan.

Upang magwelding sa ganitong paraan, kinakailangan upang ayusin ang kasalukuyang hinang sa kasalukuyang kapal ng bakal, at natural na gumamit ng isang elektrod ng inirerekomendang cross-section. Sa pamamagitan ng pagmamasid sa lahat ng mga kondisyon at pagpili ng pinakamainam na bilis ng pag-unlad, hindi ka masusunog sa pamamagitan ng metal.

3. Welding na may electrode separation
Ang pamamaraang ito ay halos kapareho sa nauna. Ang elektrod ay isinasagawa sa isang katulad na paraan, ngunit pagkatapos ng 0.5-1 cm ng tahi ay lumalabas ito sa isang iglap. Pagkatapos ay bumalik ito sa break point at nagpapatuloy ang welding. Ang pag-pause na ito ay nagpapahintulot sa iyo na maiwasan ang kritikal na overheating ng metal, kung saan ito ay masusunog.
Ang welding sa ganitong paraan ay marahil ang pinakamadali para sa isang baguhan.

Mahalaga lang na huwag mag-pause ng masyadong mahaba, dahil kung tumigas ang tahi, hindi magiging madali ang electrode sa susunod na hawakan mo ito.

Panoorin ang video
Katulad na mga master class












