Paano magluto ng isang profile nang hindi nasusunog

Ang mga kasanayan sa welding ay nabuo nang may karanasan. Ito ay medyo normal kung, sa una, kapag hinang, ang manipis na pader na metal ay sinusunog, ang mga tahi ay nakahiga nang hindi pantay, at ang mga sloppy na kuwintas ay nakuha. Upang gawing katanggap-tanggap ang hinang sa unang pagkakataon, kailangan mong sundin ang ilang mga tip.
Kagamitan:
- welding machine;
- welder mask;
- mga electrodes 3 mm.

Welding metal na may tuloy-tuloy na tahi na 2 mm
Para sa welding profile pipe na may conventional inverter, mas mainam na gumamit ng 3 mm electrodes. Kung ang kapal ng mga pader ng metal ay 2 mm lamang, kung gayon ang kasalukuyang ay nakatakda sa 85A. Ang dulo ng welding electrode ay inilalagay sa 45 degrees sa mga tubo na hinangin.


Ang arko ay nag-aapoy, at pagkatapos na magsimulang matunaw ang elektrod, ito ay maayos na iginuhit patungo sa sarili nito. Nang maabot ang dulo ng tahi, lumalabas ito sa ibabaw.
Mga welding pipe na may pader na 1.5 mm na may paghihiwalay
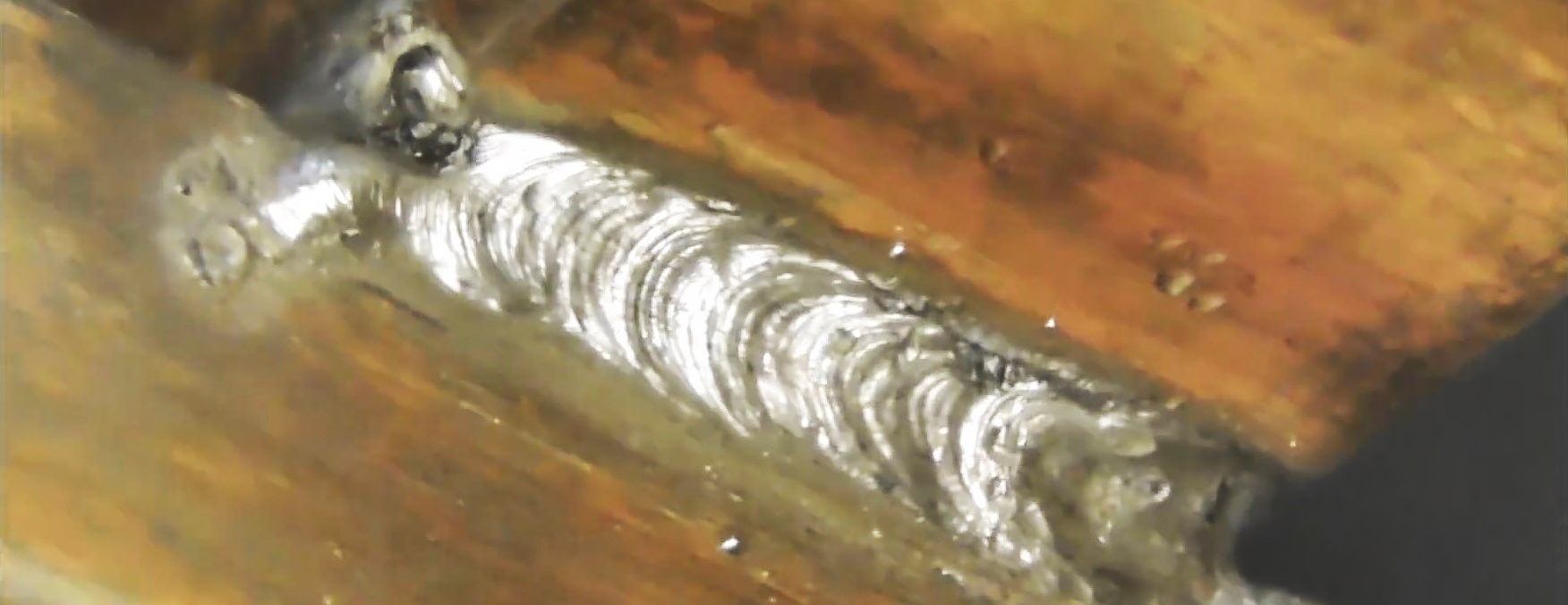
Para sa mga tubo na may manipis na pader, ginagamit din ang isang 3 mm na elektrod, ngunit ang kasalukuyang sa welding machine ay nakatakda sa 75A. Kung nagsasagawa ka ng isang arko sa pamamagitan ng naturang metal, ito ay mag-overheat at masusunog. Sa kasong ito, kailangan mo ring simulan ang pagluluto mula sa isang malayong punto, hawak ang elektrod sa 45 degrees. Pagkatapos mag-apoy sa arko, ito ay hinila patungo sa sarili nitong 10 mm at lalabas nang isang segundo.

Pagkatapos ay ang isang pagpindot ay ginawa sa lugar ng luha, at ang tahi ay hinila ng isa pang 10 mm.Sa pamamagitan ng pagkagambala sa ganitong paraan, posible na maiwasan ang sobrang pag-init ng metal at pagkasunog. Ang pamamaraang ito ay makakatulong kahit na sa mas manipis na pader na mga tubo.


Panoorin ang video
Upang malinaw na makita ang buong proseso kasama ang mga nuances nito, panoorin ang video:Mga katulad na master class












