Device para sa awtomatikong hinang ng profile pipe joints
Medyo mahirap para sa isang baguhan na welder na sabay-sabay na subaybayan ang tamang pag-aayos ng mga bahagi na sasamahan at ang pagsisimula ng proseso ng hinang. Karaniwan, kapag hinawakan ng elektrod ang welding site, ang pag-aayos ay nasira. Upang mapadali at i-automate ang proseso ng hinang, maaari kang gumawa ng isang simpleng aparato at hindi ito nangangailangan ng mga kasanayan ng isang bihasang espesyalista o mahirap na mga materyales.

Kakailanganin
Mga materyales:- Steel plate;
- bolts;
- pabilog na bakal na pamalo.
- Scriler at metal square;
- Bulgarian;
- bench vice;
- martilyo;
- core;
- mag-drill;
- tapikin;
- welding machine;
- hinangin na mga bahagi.
Proseso ng paggawa ng awtomatikong welding fixture
Minarkahan namin ang bakal na strip ng mga ibinigay na sukat gamit ang isang scriber at isang metal square.

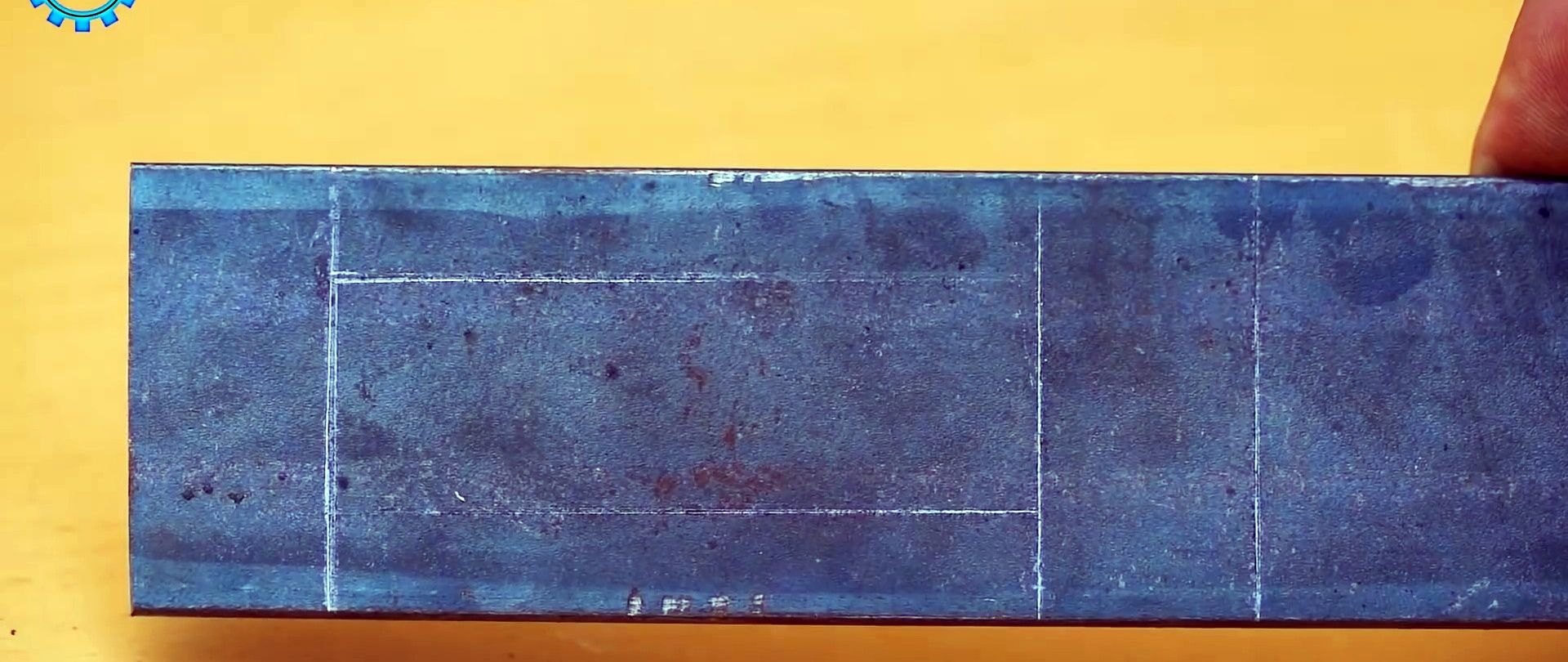
Ayon sa mga marka, gumawa kami ng mababaw na transverse grooves, kung saan pinutol namin ang isang hugis-parihaba na puwang na may gilingan ng tinantyang lapad.

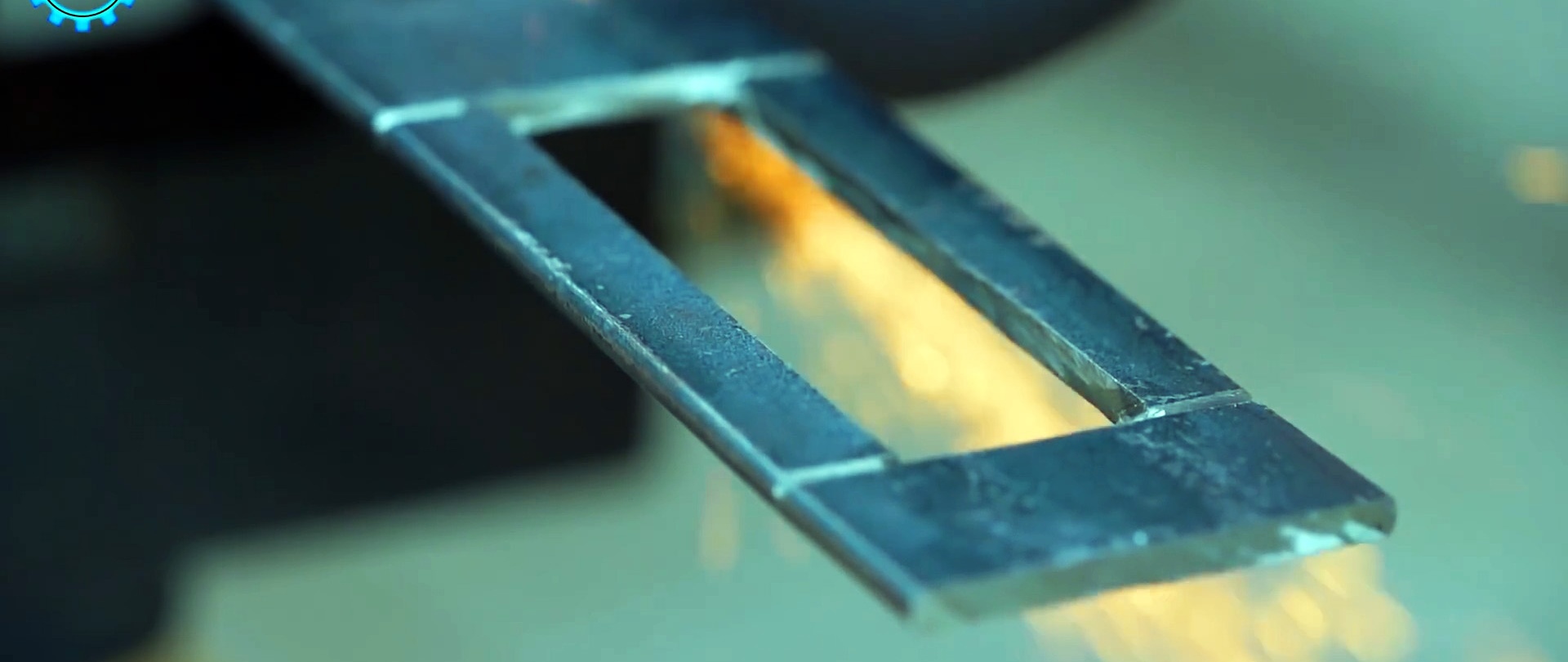
Pinutol namin ang workpiece mula sa bakal na strip.Halili naming i-clamp ang workpiece sa isang vice sa antas ng mga hiwa at, gamit ang isang martilyo, yumuko ito sa isang tamang anggulo patungo sa mga grooves.

Sa gitna ng mga hubog na istante ay nag-tap kami at nag-drill sa mga butas, kung saan pinutol namin ang mga thread gamit ang isang gripo.

I-screw ang isang bolt sa mga sinulid na butas.

Nag-drill kami ng central through hole ng kinakailangang diameter sa isang round steel rod.

Ini-install namin ang baras na may butas sa isang bahagyang anggulo upang ang dulo nito ay tumutugma sa panloob na gilid ng makitid na bahagi ng puwang at nakadirekta palabas at paitaas.

Sa posisyon na ito, hinangin namin ang baras sa frame at nag-drill ng isang nakahalang na butas dito mula sa tuktok na sentro, kung saan pinutol din namin ang isang thread. I-screw ang bolt sa sinulid na butas.

Handa nang gamitin ang device.

Pinipili namin ang mga seksyon ng pipe ng profile bilang mga bahagi na hinangin ng butt.

Ini-install namin ang aparato sa tuktok ng mga bahagi na hinangin sa "mga binti" nito pababa upang ang joint ay nasa gitna ng slot.

Ipinasok namin ang pinahiran na elektrod sa baras na may butas sa itaas. Upang matiyak na ang mga bahagi na hinangin ay mananatiling nakatigil, inaayos namin ang mga ito sa pamamagitan ng pag-screwing sa dalawang side bolts.
Inihanay namin ang dulo ng elektrod sa panimulang punto ng weld, yumuko ito upang ito ay namamalagi sa magkasanib na bahagi. Iyon ay, ang hinang ay magaganap, tulad ng dati, na may isang nakahiga na elektrod.

Ikinonekta namin ang may hawak sa kabilang dulo ng elektrod, itakda ang mga kinakailangang parameter ng proseso ng hinang at i-on ang welding machine.
Matapos ang arko ay nasasabik, ang proseso ay nagpapatuloy, maaaring sabihin ng isa, awtomatikong: ang mga bahagi ay nakatigil, at ang arko ay gumagalaw habang ang elektrod ay natutunaw.

Sa pagkumpleto ng hinang, tanggalin ang aparato sa pamamagitan ng pag-unscrew muna sa mga bolts na nagse-secure sa mga bahagi.
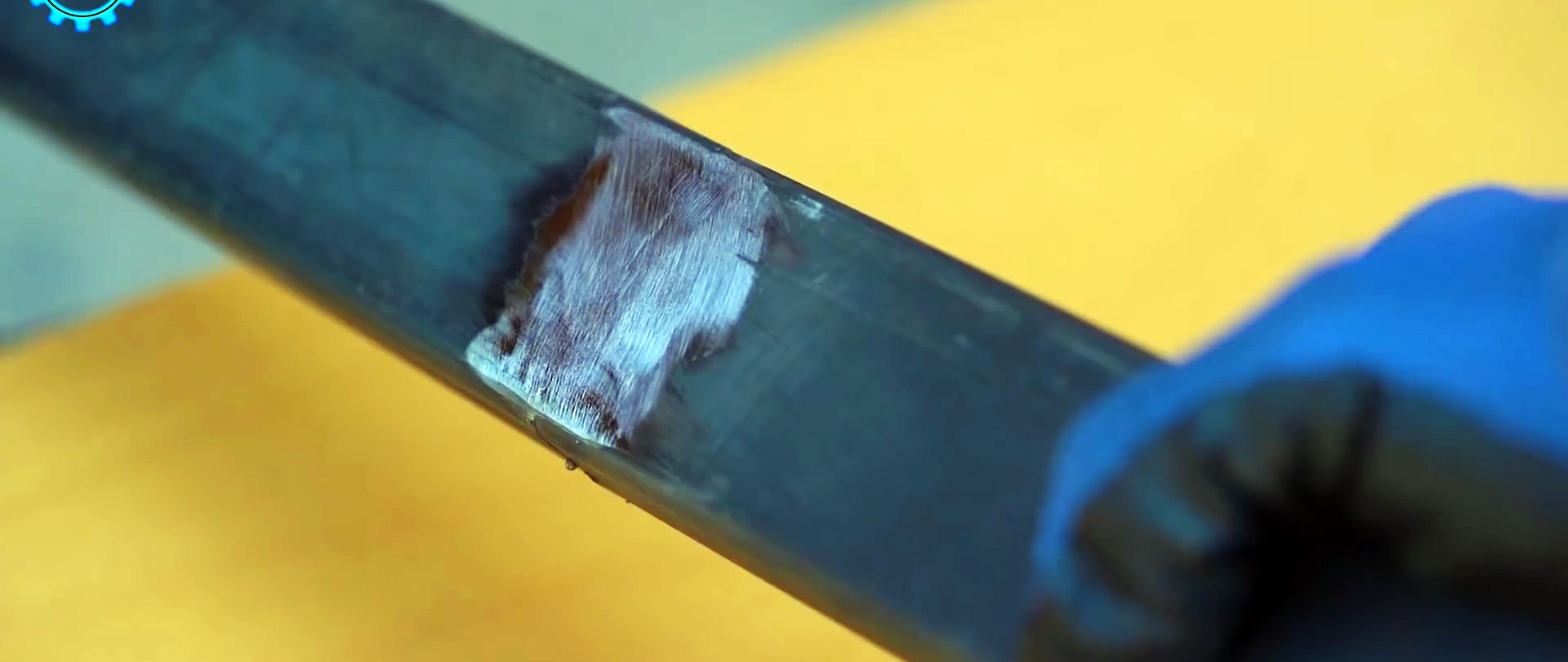
Ang pagkakaroon ng matalo sa slag at nilinis ang tahi gamit ang isang gilingan, tinitiyak namin na ito ay may mataas na kalidad sa hugis at istraktura.


Ang mga benepisyo ng isang simpleng aparato ay halata.

Panoorin ang video
Katulad na mga master class






Lalo na kawili-wili






