Fayans matkabıyla herhangi bir yüksek hız çeliği nasıl delinir?
Avrupa tanımına göre yüksek hız çeliği P6M5 veya HSS sınıfı nasıl delinir? Örneğin, mekanik bir testere bıçağından bir bıçak yaptık ve sap pedlerini takmak ve sabitlemek için pimler için içinde 5-6 mm çapında delikler açmamız gerekiyor.
Aynı işlem, bazı yararlı ürünler yapabileceğiniz 1Х6ВФ çelikten metal için bir demir testeresi bıçağı delmek için de gerekli olabilir. 9HF çelikten yapılmış mekanik bir testereden alınan bir bıçak parçası yalnızca bıçak yapmak için değil aynı zamanda örneğin standart olmayan anahtarlıklar için de uygundur.

Dikkate alınan tüm ve diğer yüksek hız çelikleri kaliteleri, farklı tasarımlara sahip fayanslar için mızrak şeklindeki (tüy) matkaplar kullanılarak delinir. Örneğin, saplar yuvarlak veya altıgen yapılır ve bu, ana iş olan sondaj için temel öneme sahip değildir.

Hemen hemen tüm inşaat mağazalarında veya her türlü aleti satan satış noktalarında serbestçe satılmaktadır.Çok önemli olan, bu tip ve amaca yönelik matkapların cazip olması, çünkü ucuz olmalarıdır.
Ayrıca yüksek hız çeliklerini delmek için çeşitli şekil ve tasarımlarda kesicilere ihtiyacınız olacaktır. Onların yardımıyla açılan deliğin doğruluğu, temizliği, şekli ve gerekli çapı sağlanır.

Aşağıdaki örnekleri delmemiz gerekiyor:
Metal için demir testeresi bıçağıyla başlayalım. Alet olarak, bir elmas çarkta birden fazla kez bilenmiş, kullanılmış bir fayans matkap ucunu seçeceğiz. Yani uzun süre fabrika bileme işleminden hiçbir şey kalmadı ki bu şüphesiz en iyi sonucu verecekti.
Aletimizi elektrikli matkabın mandrenine takıyoruz ve yağlama veya soğutma kullanmadan delmeye başlıyoruz. Çalışma modu olarak düşük hızı seçiyoruz. Sürecin yavaş olduğunu fark ediyoruz, ancak biraz sabırla, bir süre sonra bıçağın üzerinde matkabımızın şeklinden kaynaklanan bir tür havşa şeklinde konik bir çöküntü belirir.

Diğer tarafta bir tüberkül görünene kadar deliyoruz.

Bundan sonra tuvali ters çevirip tüberküle odaklanarak işleme devam ediyoruz.


Bir taraftan diğerine dönüşümlü olarak delerek istenilen boyuta ulaşana kadar deliğin çapında bir artış sağlıyoruz.

Bir sonraki örnek, bir çerçeve testeresinden alınan bir bıçaktır. Delme yerini malzemenin en fazla sertliğe sahip olduğu diş tabanında seçiyoruz.

Süreç aynı zamanda çok hızlı değil, istikrarlı bir şekilde ilerliyor. Bu, matkabın etrafındaki talaşların giderek artan hacminden görülebilir.

Aleti bir yandan diğer yana hafifçe sallarsanız işin daha hızlı gittiğini fark ederiz. Bu, talaşların kesme alanından uzaklaştırılmasına yardımcı olur.
Aletin ucu metalin tüm kalınlığını geçip numunemizin diğer tarafında küçük bir yumru oluşturana kadar bir tarafta delmeye devam ediyoruz.

Metalin kalınlığı metal bıçağınkinden daha fazla olduğundan, işlemin yarısında matkabı değiştirmek veya kullandığımız matkabı yeniden keskinleştirmek zorunda kalacağız. Bundan sonra numuneyi ters çevirip delmeye devam ediyoruz.


Matkabın sadece birkaç turundan sonra açık bir delik oluşur. İşleme devam ederek birleşen kısım için gerekli çapı elde ediyoruz.
Uygun bir kesici kullanarak deliği açın.

Bizim durumumuzda konik şekilli bir alet kullanmak en uygunudur. Gerekli delik boyutuna ulaşmak ve ona silindirik bir şekil vermek daha kolay ve hızlıdır.

Sonuçta, büyük konik uçlu bir tüy matkabı kullandıktan sonra deliğin çapı farklı çıkıyor: numunenin yüzeyine daha yakın daha büyük ve merkezde daha küçük.

Bıçağı mekanik bir testereyle delmeye başlayalım.

Bunu yapmak için ayrıca dişlere daha yakın bir bölge seçiyoruz çünkü bu yerde özel sertleşme nedeniyle metal daha serttir.


İşlem önceki iki örneğe kıyasla daha hızlı görünüyor. Bu, talaş oluşumunun yoğunluğundan ve arka taraftan delik açılmadan bir açık deliğin üretilmesinden görülebilir.

Kesicilerden biri, önceki durumlarda olduğu gibi deliğin istenilen çapa getirilmesine ve ona silindirik bir şekil verilmesine yardımcı olacaktır.




Uygulamada, ana avantajları erişilebilirlik ve ucuz fiyat olan sıradan Çin tüy matkaplarıyla her türlü yüksek hız çeliğinin delinebileceğine ikna olduk.Ayrıca bu durumda, deliklerin çapının belirlendiği ve silindirik bir şekil verildiği standart kesiciler kullanışlıdır.
Delme için keten tohumu yağı kullanılması (paslanmaz çelikle çalışırken kullanılır ve oleik asit içerir), verimliliği artırmak, aleti daha az keskinleştirmek ve işlemenin temizliğini artırmak mümkün olacaktır.
Uygulama, önce daha küçük çaplı, ardından daha büyük matkaplar kullanırsanız, yüksek hız çeliklerini delme işleminin daha verimli hale geleceğini göstermektedir.
Bazı ustalar, Almanya'da üretilen ve beton işlerinde kullanılan vidaları veya vidaları, yüksek hız çeliklerini delmek için alet olarak kullanır. Ayırt edici özelliği, kafasında “H” (Sertleştirilmiş - sertleştirilmiş) harfinin bulunmasıdır.
Aynı işlem, bazı yararlı ürünler yapabileceğiniz 1Х6ВФ çelikten metal için bir demir testeresi bıçağı delmek için de gerekli olabilir. 9HF çelikten yapılmış mekanik bir testereden alınan bir bıçak parçası yalnızca bıçak yapmak için değil aynı zamanda örneğin standart olmayan anahtarlıklar için de uygundur.

Gerekli araçlar ve örnekler
Dikkate alınan tüm ve diğer yüksek hız çelikleri kaliteleri, farklı tasarımlara sahip fayanslar için mızrak şeklindeki (tüy) matkaplar kullanılarak delinir. Örneğin, saplar yuvarlak veya altıgen yapılır ve bu, ana iş olan sondaj için temel öneme sahip değildir.

Hemen hemen tüm inşaat mağazalarında veya her türlü aleti satan satış noktalarında serbestçe satılmaktadır.Çok önemli olan, bu tip ve amaca yönelik matkapların cazip olması, çünkü ucuz olmalarıdır.
Ayrıca yüksek hız çeliklerini delmek için çeşitli şekil ve tasarımlarda kesicilere ihtiyacınız olacaktır. Onların yardımıyla açılan deliğin doğruluğu, temizliği, şekli ve gerekli çapı sağlanır.

Aşağıdaki örnekleri delmemiz gerekiyor:
- 9HF çelikten yapılmış çerçeve testeresinden bir parça.
- 1Х6ВФ çelik sınıfından yapılmış metal için demir testeresinden bıçak.
- HSS çelikten yapılmış mekanik testere bıçağı.
Yüksek hız çeliği numunelerini delme işlemi
Metal için demir testeresi bıçağıyla başlayalım. Alet olarak, bir elmas çarkta birden fazla kez bilenmiş, kullanılmış bir fayans matkap ucunu seçeceğiz. Yani uzun süre fabrika bileme işleminden hiçbir şey kalmadı ki bu şüphesiz en iyi sonucu verecekti.
Aletimizi elektrikli matkabın mandrenine takıyoruz ve yağlama veya soğutma kullanmadan delmeye başlıyoruz. Çalışma modu olarak düşük hızı seçiyoruz. Sürecin yavaş olduğunu fark ediyoruz, ancak biraz sabırla, bir süre sonra bıçağın üzerinde matkabımızın şeklinden kaynaklanan bir tür havşa şeklinde konik bir çöküntü belirir.

Diğer tarafta bir tüberkül görünene kadar deliyoruz.

Bundan sonra tuvali ters çevirip tüberküle odaklanarak işleme devam ediyoruz.

Bir taraftan diğerine dönüşümlü olarak delerek istenilen boyuta ulaşana kadar deliğin çapında bir artış sağlıyoruz.

Bir sonraki örnek, bir çerçeve testeresinden alınan bir bıçaktır. Delme yerini malzemenin en fazla sertliğe sahip olduğu diş tabanında seçiyoruz.

Süreç aynı zamanda çok hızlı değil, istikrarlı bir şekilde ilerliyor. Bu, matkabın etrafındaki talaşların giderek artan hacminden görülebilir.

Aleti bir yandan diğer yana hafifçe sallarsanız işin daha hızlı gittiğini fark ederiz. Bu, talaşların kesme alanından uzaklaştırılmasına yardımcı olur.
Aletin ucu metalin tüm kalınlığını geçip numunemizin diğer tarafında küçük bir yumru oluşturana kadar bir tarafta delmeye devam ediyoruz.

Metalin kalınlığı metal bıçağınkinden daha fazla olduğundan, işlemin yarısında matkabı değiştirmek veya kullandığımız matkabı yeniden keskinleştirmek zorunda kalacağız. Bundan sonra numuneyi ters çevirip delmeye devam ediyoruz.


Matkabın sadece birkaç turundan sonra açık bir delik oluşur. İşleme devam ederek birleşen kısım için gerekli çapı elde ediyoruz.
Uygun bir kesici kullanarak deliği açın.

Bizim durumumuzda konik şekilli bir alet kullanmak en uygunudur. Gerekli delik boyutuna ulaşmak ve ona silindirik bir şekil vermek daha kolay ve hızlıdır.

Sonuçta, büyük konik uçlu bir tüy matkabı kullandıktan sonra deliğin çapı farklı çıkıyor: numunenin yüzeyine daha yakın daha büyük ve merkezde daha küçük.

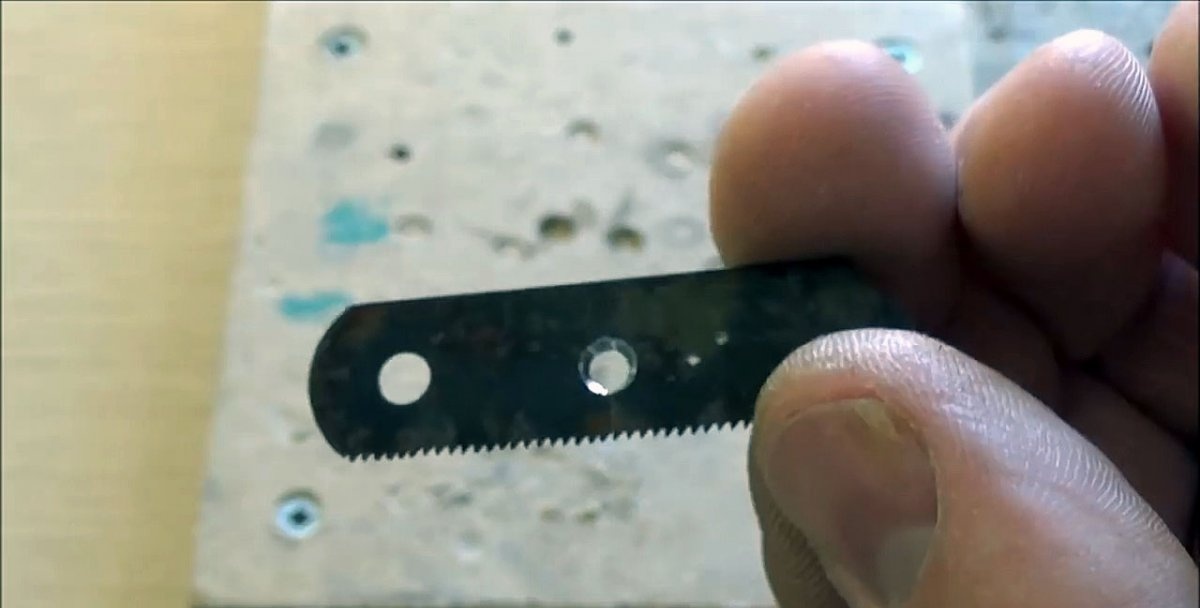
Bıçağı mekanik bir testereyle delmeye başlayalım.

Bunu yapmak için ayrıca dişlere daha yakın bir bölge seçiyoruz çünkü bu yerde özel sertleşme nedeniyle metal daha serttir.


İşlem önceki iki örneğe kıyasla daha hızlı görünüyor. Bu, talaş oluşumunun yoğunluğundan ve arka taraftan delik açılmadan bir açık deliğin üretilmesinden görülebilir.

Kesicilerden biri, önceki durumlarda olduğu gibi deliğin istenilen çapa getirilmesine ve ona silindirik bir şekil verilmesine yardımcı olacaktır.




Uygulamada, ana avantajları erişilebilirlik ve ucuz fiyat olan sıradan Çin tüy matkaplarıyla her türlü yüksek hız çeliğinin delinebileceğine ikna olduk.Ayrıca bu durumda, deliklerin çapının belirlendiği ve silindirik bir şekil verildiği standart kesiciler kullanışlıdır.
Son İpuçları ve Notlar
Delme için keten tohumu yağı kullanılması (paslanmaz çelikle çalışırken kullanılır ve oleik asit içerir), verimliliği artırmak, aleti daha az keskinleştirmek ve işlemenin temizliğini artırmak mümkün olacaktır.
Uygulama, önce daha küçük çaplı, ardından daha büyük matkaplar kullanırsanız, yüksek hız çeliklerini delme işleminin daha verimli hale geleceğini göstermektedir.
Bazı ustalar, Almanya'da üretilen ve beton işlerinde kullanılan vidaları veya vidaları, yüksek hız çeliklerini delmek için alet olarak kullanır. Ayırt edici özelliği, kafasında “H” (Sertleştirilmiş - sertleştirilmiş) harfinin bulunmasıdır.
Videoyu izle
Benzer ana sınıflar






Özellikle ilginç






Yorumlar (23)
