Çelik borunun çapı sürtünmeyle nasıl azaltılır?
Bugünün incelemesi bir borunun çapının sürtünme yoluyla azaltılmasına odaklanacaktır. 5 dakika içinde dişli bir boru yapılacak! Bu bir şaka değil ve materyale video kanıtları eklenmiştir.
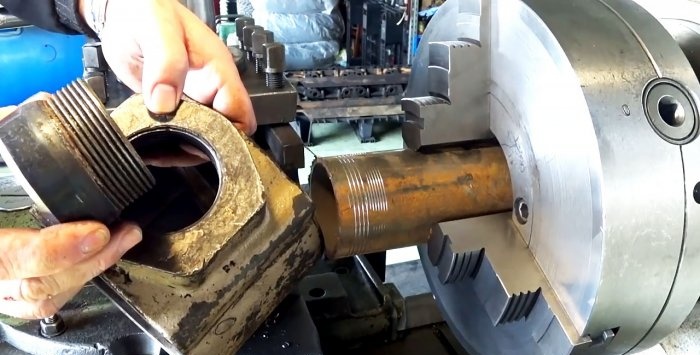
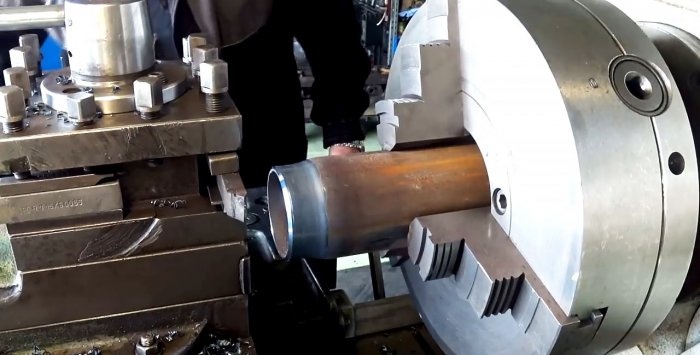
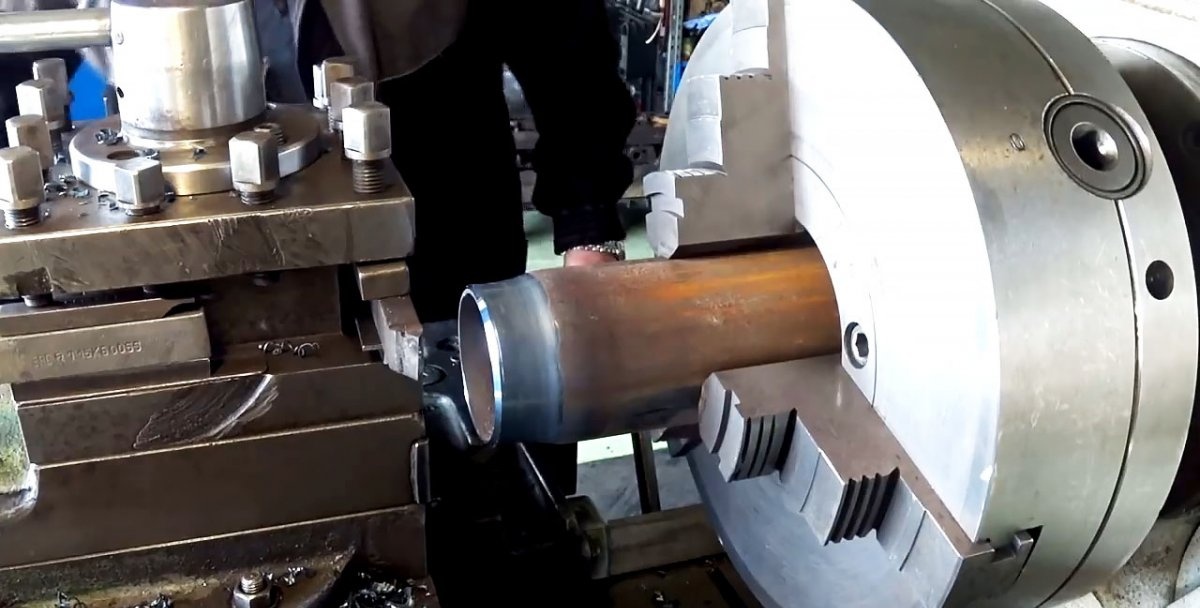
Örneğin, mahfazayı bir motor pnömatik marş motorundan alıyoruz. Bunun için daha sonra haşlanacak dişli bir boru yapmanız gerekir. İş parçası, dış çapı 76 mm olan bir borudur. Başlangıç kısmı 70 mm'ye düşürülmeli ve dişli olmalıdır.
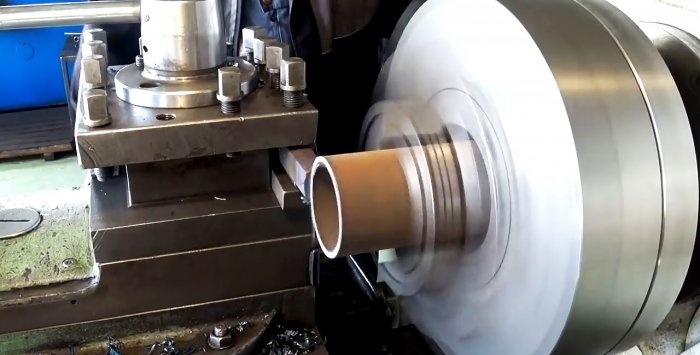
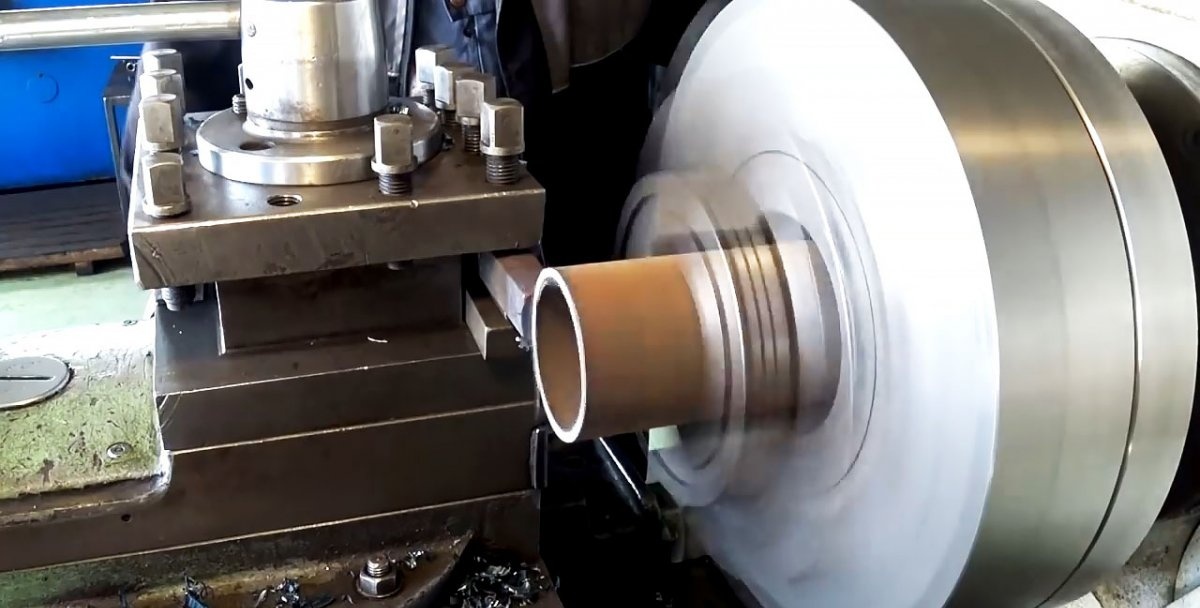
Usta önce borunun bir kısmını çelik kesicinin ucuyla gerekli 70 mm çapa kadar daraltır. İş parçasının boyutunu bir kumpasla kontrol etmeniz gerekir. Kaba büzülme işlemi 630 rpm hızında gerçekleştirilir.

Tüm işlem birkaç geçişte gerçekleştirilir.

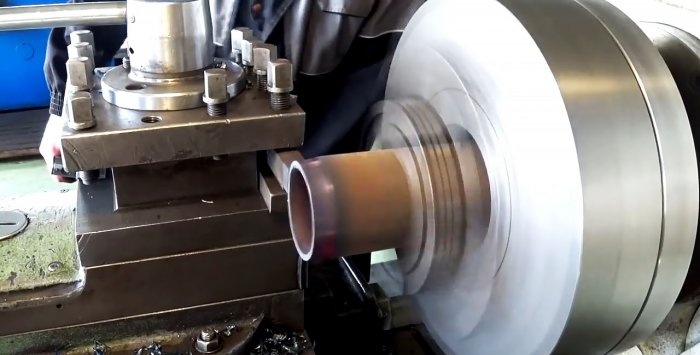
Boru büzülür ve daha da gerilir.
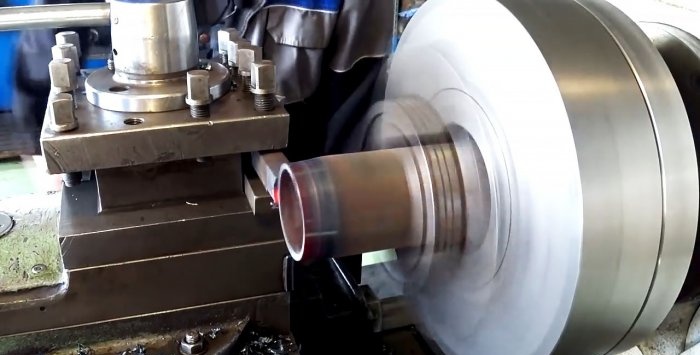
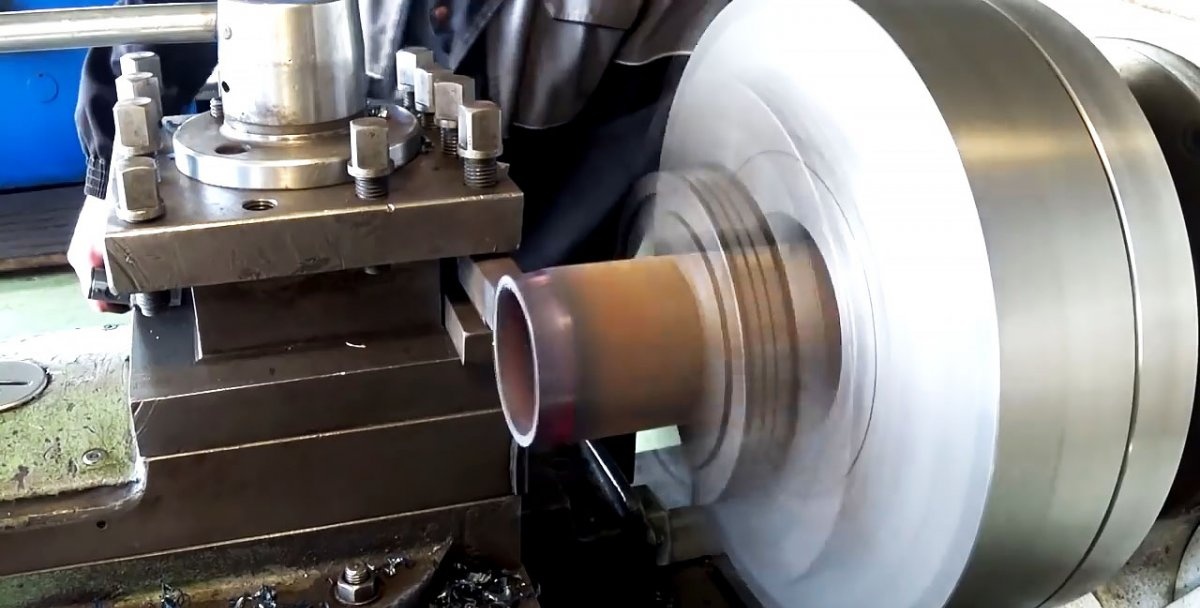
Daha sonra, basınç platformlu hareketli taşıyıcı dişe göre ayarlanır. Kesici ve makine ayarları değiştirilir. İpliği kesmeden önce pah kaldırılır.
Diş kesme işlemi 400 rpm hızında gerçekleştirilecektir. Diş derecesi: M70 adım 3. Bunun için seçilen kesici çubuklu bir kesicidir.
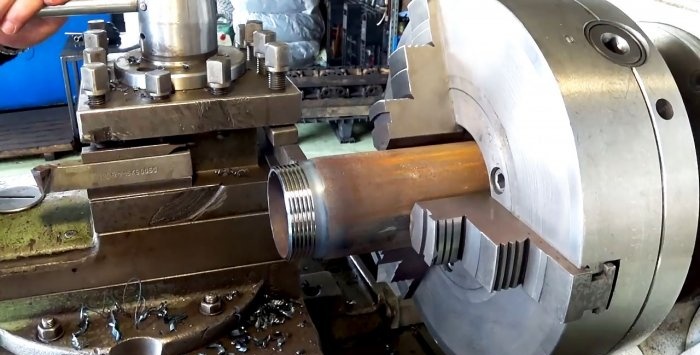
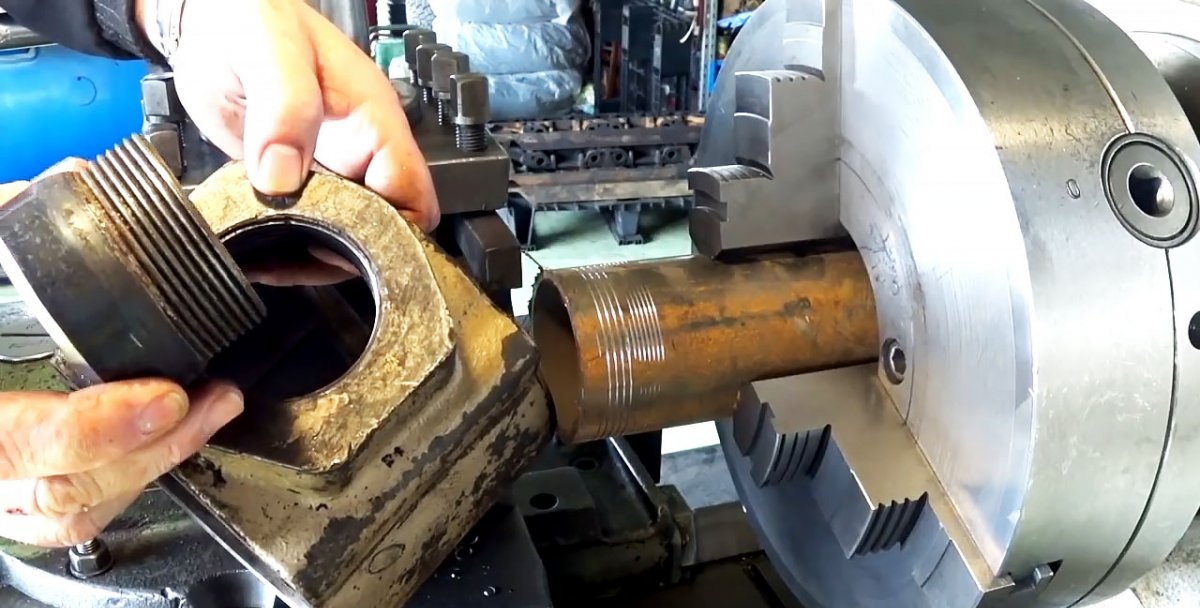
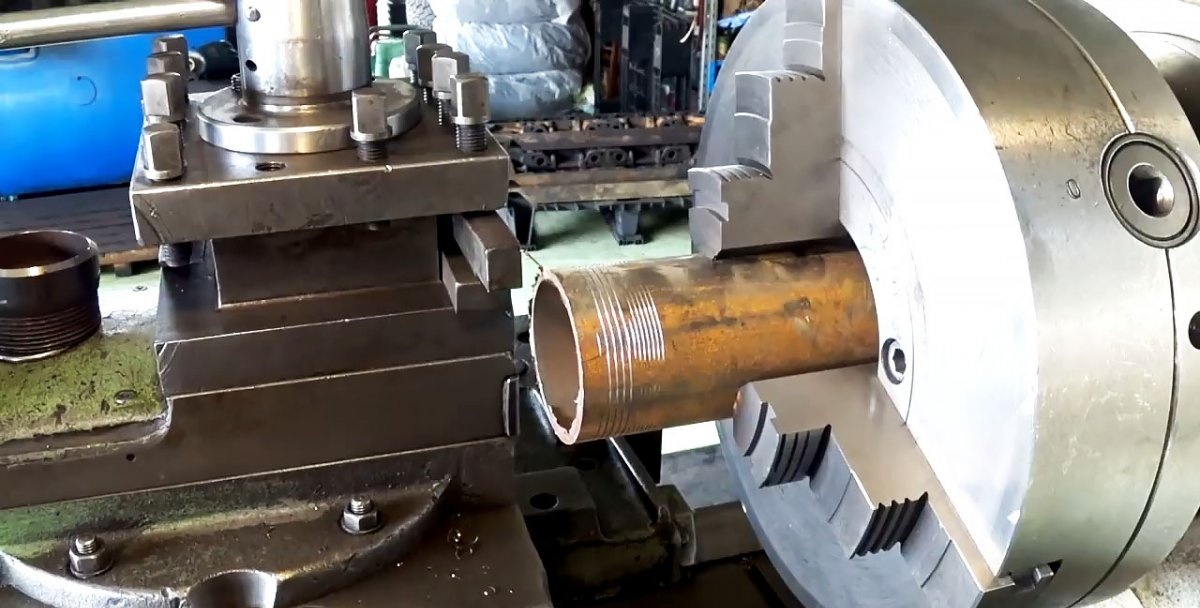
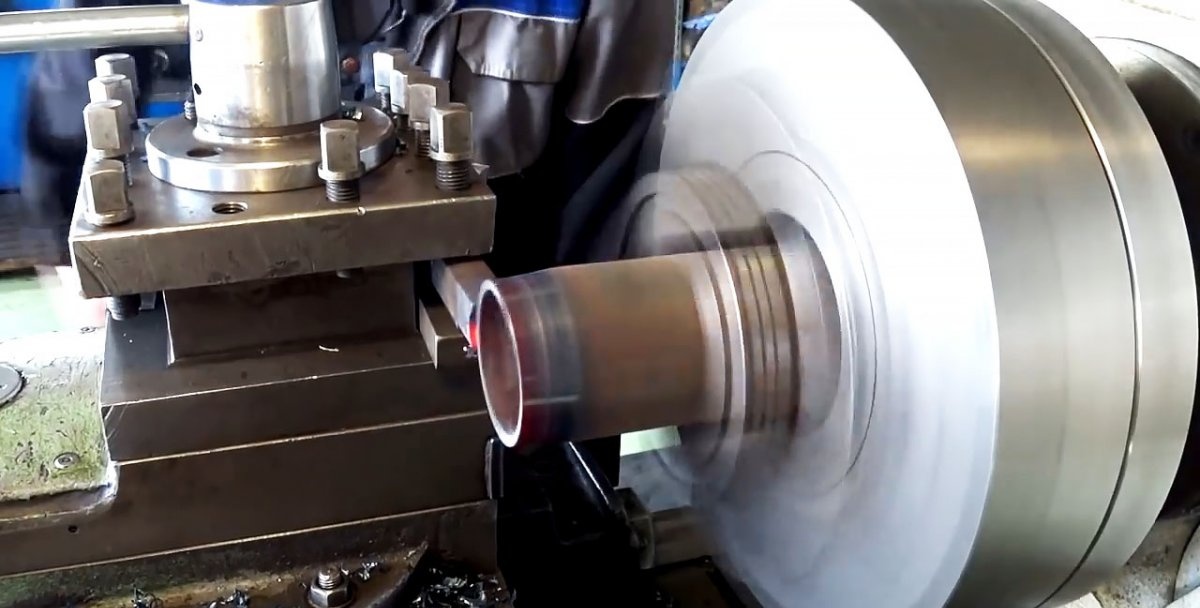
Dört geçişte hesaplanan diş derinliğinin tamamı kesilir.Sonuç olarak, boruyu havalı marş muhafazasının kafasına sabitlemeye yetecek kadar 6 diş elde edildi.
İpliği kesmeyi bitiren usta, iş parçasını bükülmüş bir kesiciyle keser.

Bu nokta dikkat çekicidir, çünkü genellikle özel tipte bir kesici yüzey kesme için tasarlanmıştır. Avantajı, bunu maksimum doğrulukla yapmanıza izin vermesidir. Ancak bu durumda önemli değildir, ancak bir kesici ile yapılan pah, daha dayanıklı bir kaynak için kullanışlıdır. Daha sonra derzin hiç fark edilmeyeceği şekilde temizlenebilir.

Düzeltme sırasında metal ısınır, bu nedenle bu işlem sırasında iş parçasını bir şeyle, örneğin bir elektrot parçası veya çubukla desteklemek ve ardından soğutmak en uygunudur. Hepimizin gördüğü gibi, DIP-3001M63 vida kesme tezgahı, özellikle arkasında gerçek tornalama ustaları olduğunda, bu tür görevlerle iyi başa çıkıyor.
Örneğin, mahfazayı bir motor pnömatik marş motorundan alıyoruz. Bunun için daha sonra haşlanacak dişli bir boru yapmanız gerekir. İş parçası, dış çapı 76 mm olan bir borudur. Başlangıç kısmı 70 mm'ye düşürülmeli ve dişli olmalıdır.
Büzülme yoluyla borunun çapının azaltılması
Usta önce borunun bir kısmını çelik kesicinin ucuyla gerekli 70 mm çapa kadar daraltır. İş parçasının boyutunu bir kumpasla kontrol etmeniz gerekir. Kaba büzülme işlemi 630 rpm hızında gerçekleştirilir.
Tüm işlem birkaç geçişte gerçekleştirilir.
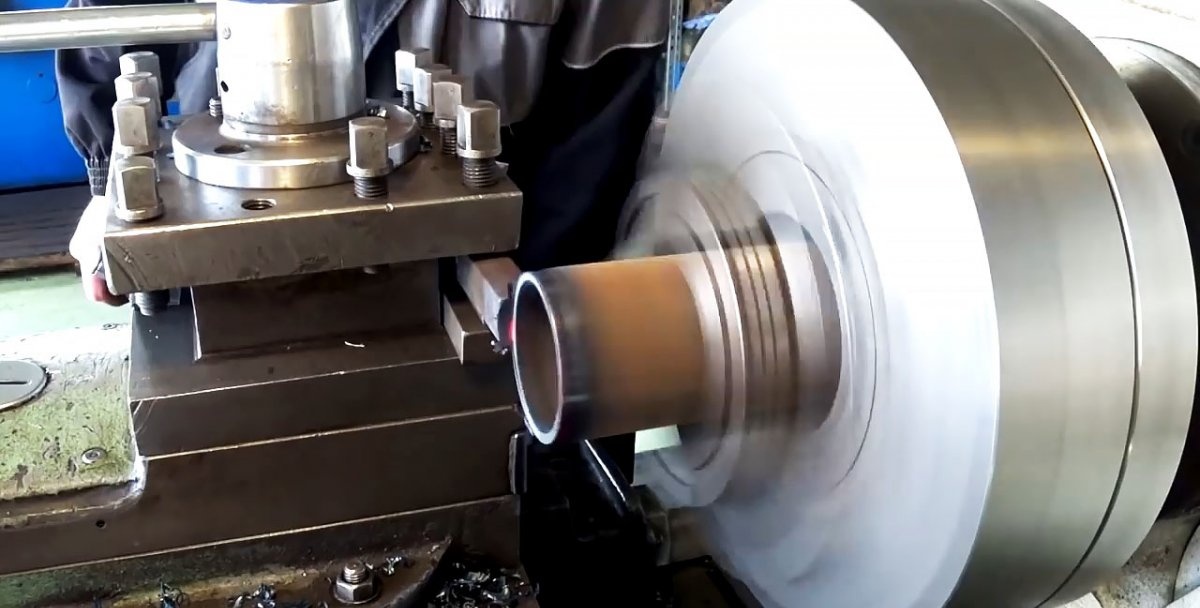
Boru büzülür ve daha da gerilir.
Daha sonra, basınç platformlu hareketli taşıyıcı dişe göre ayarlanır. Kesici ve makine ayarları değiştirilir. İpliği kesmeden önce pah kaldırılır.
Diş kesme işlemi 400 rpm hızında gerçekleştirilecektir. Diş derecesi: M70 adım 3. Bunun için seçilen kesici çubuklu bir kesicidir.
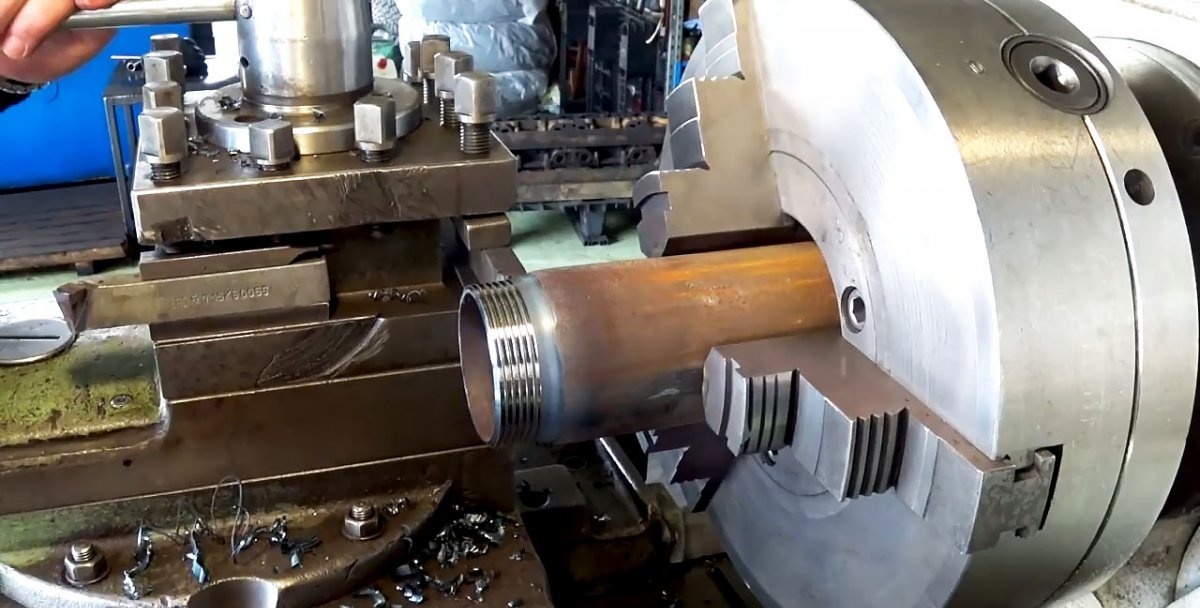
Dört geçişte hesaplanan diş derinliğinin tamamı kesilir.Sonuç olarak, boruyu havalı marş muhafazasının kafasına sabitlemeye yetecek kadar 6 diş elde edildi.
İpliği kesmeyi bitiren usta, iş parçasını bükülmüş bir kesiciyle keser.
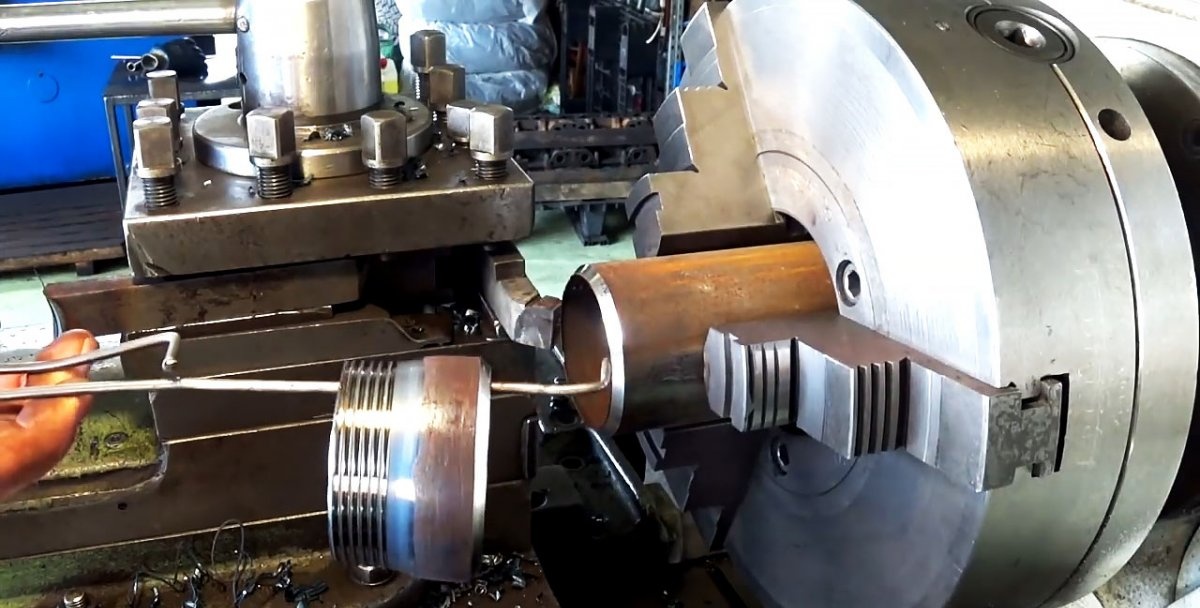
Bu nokta dikkat çekicidir, çünkü genellikle özel tipte bir kesici yüzey kesme için tasarlanmıştır. Avantajı, bunu maksimum doğrulukla yapmanıza izin vermesidir. Ancak bu durumda önemli değildir, ancak bir kesici ile yapılan pah, daha dayanıklı bir kaynak için kullanışlıdır. Daha sonra derzin hiç fark edilmeyeceği şekilde temizlenebilir.
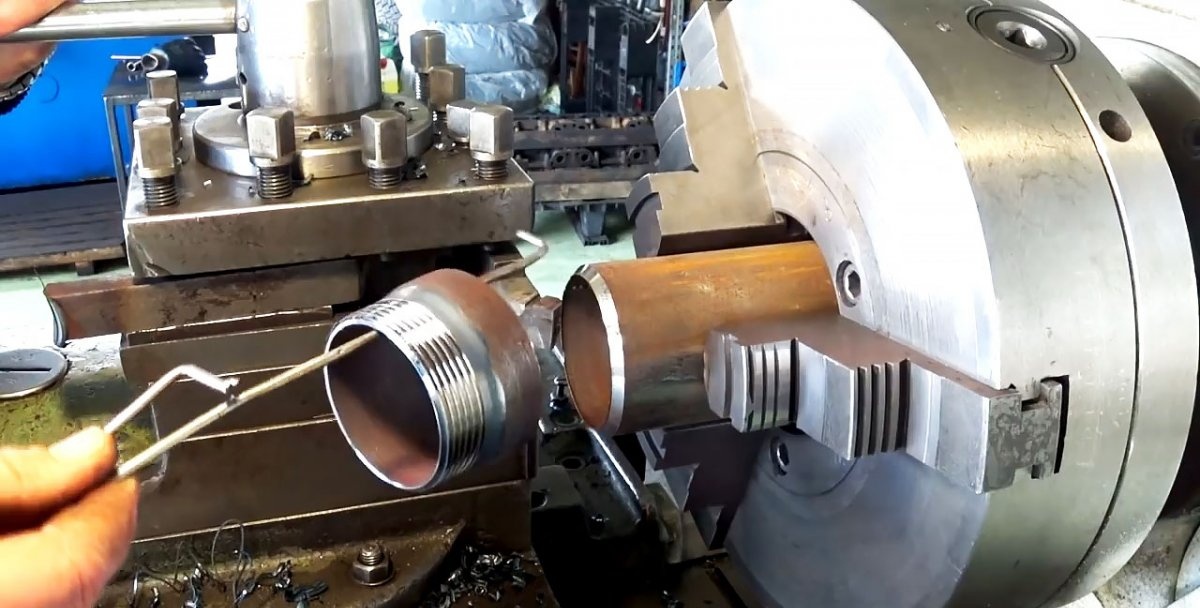
Düzeltme sırasında metal ısınır, bu nedenle bu işlem sırasında iş parçasını bir şeyle, örneğin bir elektrot parçası veya çubukla desteklemek ve ardından soğutmak en uygunudur. Hepimizin gördüğü gibi, DIP-3001M63 vida kesme tezgahı, özellikle arkasında gerçek tornalama ustaları olduğunda, bu tür görevlerle iyi başa çıkıyor.
Videoyu izle
Benzer ana sınıflar






Özellikle ilginç






Yorumlar (4)
