Kendin yap boru bükücü - basit ve neredeyse ücretsiz
Çelik bir boruyu istenilen yarıçapta belirli bir açıda bükme ihtiyacı çok sık ortaya çıkmaz. Ancak böyle bir görev ortaya çıkarsa, özel ekipmanın yokluğunda kaçınılmaz olarak çözülmesi zor bir soruna dönüşür.
Yuvarlak borular söz konusu olduğunda bağlantı parçaları bazen yardımcı olur. Dikdörtgen ve kare borular için böyle bir çözüm yoktur. Yalnızca cıvatalı montaj sunulmaktadır.
Boruyu ayrı bölümlerden kaynaklayarak bükmek, durumdan çıkmanın en iyi yolu değildir. Zordur ve genellikle güvenilmezdir.
Onlarca yıldır kanıtlanmış, teknolojik açıdan en gelişmiş seçenek, kalite ve performans özelliklerinden ödün vermeden herhangi bir kesitteki boruyu bükmenize olanak tanıyan bir boru bükücü olmuştur ve öyle olmaya da devam etmektedir.
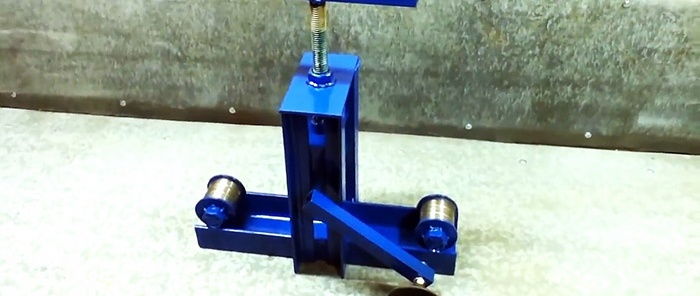
Mekanik tahrikli bu kadar kompakt bir makineyi kendi ellerinizle yapabilirsiniz. Biraz çalışma gerektirecek ama buna değer. Ucuza bir boru bükücü satın alamazsınız. Aşağı yukarı değerli görünen bir cihazın mağazalardaki minimum fiyatı birkaç bin ruble'den başlıyor. Aynı zamanda kalitesi ve hizmet ömrü hakkında da ancak tahmin edilebilir.
Ev yapımı bir makine mevcut malzemelerin en az% 50'sinden oluşacaktır. Kişisel evlerde mutlaka bir şeyler, komşuların garajlarında bir şeyler bulunacaktır. Büyük olasılıkla 303 serisinden yalnızca 8 adet rulman satın almanız gerekecektir. Tornalama işine olan ihtiyacı ortadan kaldıran şaftların işlevini yerine getirmek üzere tasarlanmıştır. Bu tür rulmanlar ucuzdur ve bakarsanız bunları bir kuruş karşılığında bulabilirsiniz. Biraz daha demir almanız gerekiyorsa, bu, bir boru bükücünün mağaza fiyatıyla karşılaştırıldığında neredeyse hiçbir şeydir.
Kesinlikle 80x40 mm'lik bir kanal bölümüne, 25x25 mm'lik bir çelik açıya, 20x20 mm'lik bir profil boruya, 18 mm çapında bir inşaat pimine, dış çapı 56 mm artırılmış 6 M18 rondelaya, 18 için 9 somuna ve başka küçük şeyler de var, ancak süreç içinde buna daha fazla değineceğiz.
Ana aletler bir öğütücü, bir kaynak makinesi ve bir matkaptır.
1. Tasarımın temeli olarak 80x40 mm'lik bir kanalı alıyoruz, yaklaşık 40 cm uzunluğunda bir iş parçasını işaretliyor ve kesiyoruz.

2. Metal bir fırça aparatıyla temizleyin.

3. İç çapı 17 mm olan yatakların gevşek fakat sıkı bir şekilde oturması için ipliği saplamadan kısmen çıkarmak için bir taşlama makinesi kullanın.

4. Daire testere veya öğütücü kullanarak saplamadan üç bölüm kesin - bunlar silindir yapmak için kullanılacaktır. Rondelaların, yatakların ve somunların genişliğini hesaba katarak segmentlerin uzunluğunu bir kenar boşluğuyla (yaklaşık 100-120 mm) alıyoruz. Fazlalığı daha sonra kaldıracağız.
5. Bir mandrel ve çekiç kullanarak, pullar için 1 mm dahilinde hafif bir koniklik ayarlayın; bu, silindirlerin serbestçe dönmesini sağlayacaktır.

6. Silindiri monte edin ve somunları sıkın.

7. Saplamanın somunun dışına taşan kısmını çıkarın.

8. Elektrikli kaynak kullanarak silindirin elemanlarını noktasal olarak sabitliyoruz.

9. Silindirin serbest dönüp dönmediğini kontrol edin.

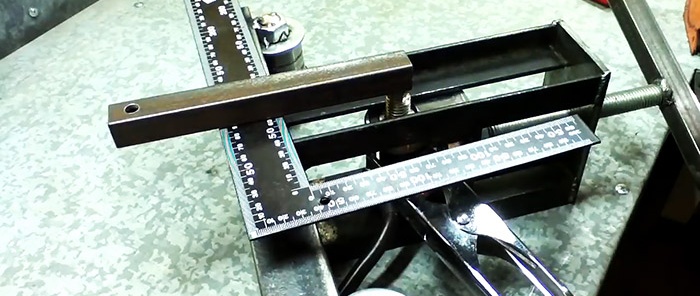
10.Tahrik ve baskı silindirleri için kılavuzlar oluşturmak üzere 25x25 mm'lik bir köşeden 25 cm uzunluğunda dört parçayı işaretleyip kesiyoruz.

11. Tahrik silindirinin (şaft) ekseni için bir boşluk bırakarak köşe parçalarını kanal tabanına kaynaklıyoruz.

12. Saplamanın önceden hazırlanmış parçalarından birine 27 mm çapında ve 40 mm uzunluğunda bir boru parçası yerleştiriyoruz. İç boşluğu 40 mm'lik başsız çivilerle doldurun.

13. Çevre etrafındaki tüm elemanları elektrikli kaynak kullanarak kaynaklıyoruz ve bitmiş bir şaft elde ediyoruz.

14. Milin kenarlarına rulmanlar yerleştiriyoruz.

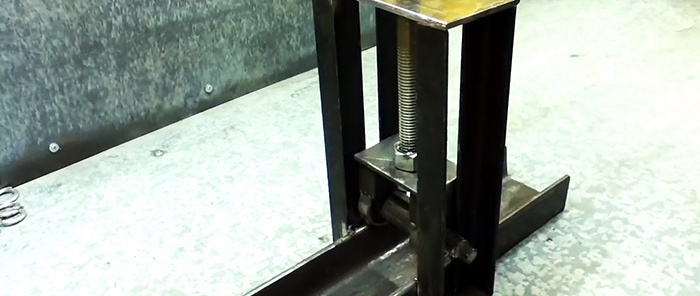
15. 20x40x30 mm profil borunun iki bölümünü, 80x50 mm dikdörtgen çelik levhayı ve yataklı şaftı tek bir yapıya kaynaklayarak hareketli bir araba yapıyoruz.

16. Köşegenlerin kesiştiği noktada, merkezi bir çekirdekle işaretleyin ve bir matkap ve rayba kullanarak taşıyıcının üst kısmındaki pim için 18 mm çapında bir delik açın.

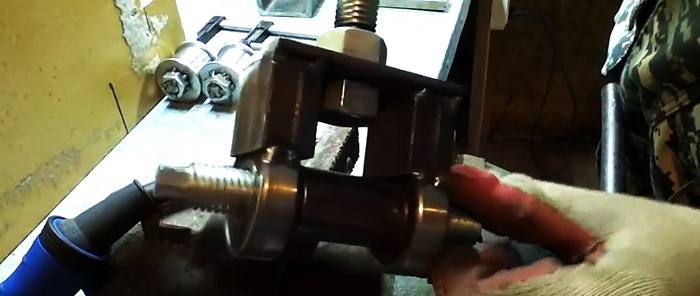
17. Bir pim ve üç adet M18 somundan oluşan kaldırma mekanizmasını monte ediyoruz; bunlardan ikisi, taşıma platformunun deliğine vidalanan pime nokta kaynaklanmıştır.
18. Kaldırma mekanizması için durdurucu olarak kullanılacak 5 mm kalınlığındaki çelik sacdan yaklaşık 70x130 mm'lik bir dikdörtgen kesin. Ortasını işaretleyin ve taşıyıcının tabanına benzer şekilde 18 mm'lik bir delik açın.

19. Üretilen elemanları tek bir yapıda birleştiriyoruz. Bunu yapmak için, taşıyıcıyı tahrik mili kılavuzlara gelecek şekilde takın.
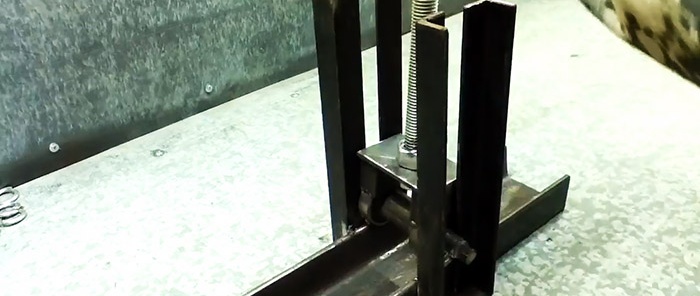
20. Saplamanın üzerine koyup destek plakasını takıyoruz.
21. Somunu durana kadar saplamaya vidalayın ve elektrik kaynağı kullanarak bağlantıları noktasal olarak sıkın.
22. Önceden yapılmış silindirleri kanal tabanının kenarları boyunca kaynak yapıyoruz.
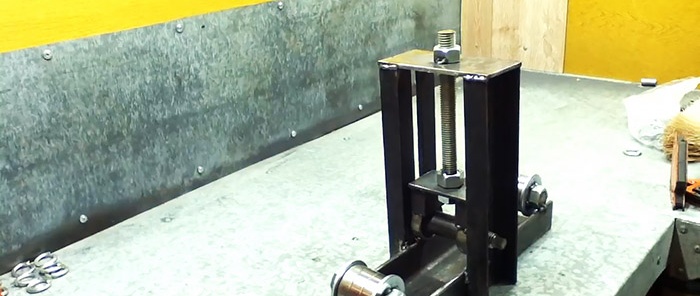
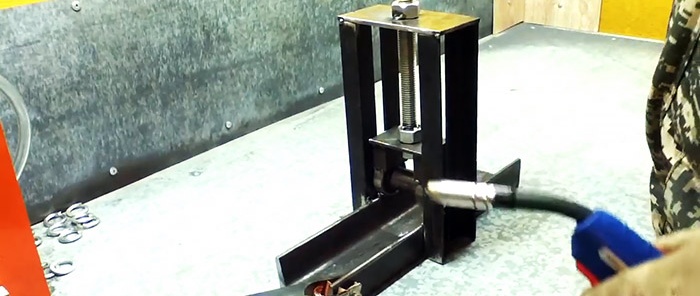
23. 20x20 mm profil borudan 25-30 cm'lik sapı kaldırma ve sıkma mekanizmasına kaynak yapıyoruz.

24.20x20 mm profil borunun 20-25 cm'lik bölümünden mekanik tahrik kolu yapıp tahrik makarasına (pim) kaynak yapıyoruz. Tahrik kolu, önce bir delik açılarak herhangi bir eski elektrikli aletten ödünç alınabilir. Bu mümkün değilse, bunun yerine 12-14 cm'lik bir yuvarlak boru parçasını kola kaynaklayabilirsiniz.
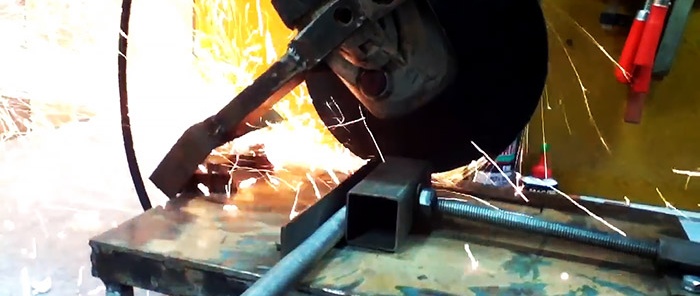
25. Boru bükücü hazır, testi yapalım.

26. Ve son olarak son aşama boru bükücümüzün boyanmasıdır. Böyle elle bir araya getirilmiş bir teknik şahesere nasıl saygın bir görünüm kazandırılamaz?
Ancak bu tamamen bireysel bir sorudur ve bunun üzerinde ayrıntılı olarak durmayacağız. Sadece önce bir eğe veya öğütücü ile tüm pürüzleri gidermeniz, solventle iyice yağdan arındırmanız ve astarla kaplamanız gerektiğini not ediyoruz. Ancak her halükarda ruhu memnun etse de sonucu hiçbir şekilde etkilemez.
Yuvarlak borular söz konusu olduğunda bağlantı parçaları bazen yardımcı olur. Dikdörtgen ve kare borular için böyle bir çözüm yoktur. Yalnızca cıvatalı montaj sunulmaktadır.
Boruyu ayrı bölümlerden kaynaklayarak bükmek, durumdan çıkmanın en iyi yolu değildir. Zordur ve genellikle güvenilmezdir.
Onlarca yıldır kanıtlanmış, teknolojik açıdan en gelişmiş seçenek, kalite ve performans özelliklerinden ödün vermeden herhangi bir kesitteki boruyu bükmenize olanak tanıyan bir boru bükücü olmuştur ve öyle olmaya da devam etmektedir.
Mekanik tahrikli bu kadar kompakt bir makineyi kendi ellerinizle yapabilirsiniz. Biraz çalışma gerektirecek ama buna değer. Ucuza bir boru bükücü satın alamazsınız. Aşağı yukarı değerli görünen bir cihazın mağazalardaki minimum fiyatı birkaç bin ruble'den başlıyor. Aynı zamanda kalitesi ve hizmet ömrü hakkında da ancak tahmin edilebilir.
Ev yapımı bir boru bükücü için neye ihtiyacınız var?
Ev yapımı bir makine mevcut malzemelerin en az% 50'sinden oluşacaktır. Kişisel evlerde mutlaka bir şeyler, komşuların garajlarında bir şeyler bulunacaktır. Büyük olasılıkla 303 serisinden yalnızca 8 adet rulman satın almanız gerekecektir. Tornalama işine olan ihtiyacı ortadan kaldıran şaftların işlevini yerine getirmek üzere tasarlanmıştır. Bu tür rulmanlar ucuzdur ve bakarsanız bunları bir kuruş karşılığında bulabilirsiniz. Biraz daha demir almanız gerekiyorsa, bu, bir boru bükücünün mağaza fiyatıyla karşılaştırıldığında neredeyse hiçbir şeydir.
Kesinlikle 80x40 mm'lik bir kanal bölümüne, 25x25 mm'lik bir çelik açıya, 20x20 mm'lik bir profil boruya, 18 mm çapında bir inşaat pimine, dış çapı 56 mm artırılmış 6 M18 rondelaya, 18 için 9 somuna ve başka küçük şeyler de var, ancak süreç içinde buna daha fazla değineceğiz.
Ana aletler bir öğütücü, bir kaynak makinesi ve bir matkaptır.
Operasyonların sırası
1. Tasarımın temeli olarak 80x40 mm'lik bir kanalı alıyoruz, yaklaşık 40 cm uzunluğunda bir iş parçasını işaretliyor ve kesiyoruz.
2. Metal bir fırça aparatıyla temizleyin.
3. İç çapı 17 mm olan yatakların gevşek fakat sıkı bir şekilde oturması için ipliği saplamadan kısmen çıkarmak için bir taşlama makinesi kullanın.
4. Daire testere veya öğütücü kullanarak saplamadan üç bölüm kesin - bunlar silindir yapmak için kullanılacaktır. Rondelaların, yatakların ve somunların genişliğini hesaba katarak segmentlerin uzunluğunu bir kenar boşluğuyla (yaklaşık 100-120 mm) alıyoruz. Fazlalığı daha sonra kaldıracağız.
5. Bir mandrel ve çekiç kullanarak, pullar için 1 mm dahilinde hafif bir koniklik ayarlayın; bu, silindirlerin serbestçe dönmesini sağlayacaktır.
6. Silindiri monte edin ve somunları sıkın.
7. Saplamanın somunun dışına taşan kısmını çıkarın.
8. Elektrikli kaynak kullanarak silindirin elemanlarını noktasal olarak sabitliyoruz.
9. Silindirin serbest dönüp dönmediğini kontrol edin.
10.Tahrik ve baskı silindirleri için kılavuzlar oluşturmak üzere 25x25 mm'lik bir köşeden 25 cm uzunluğunda dört parçayı işaretleyip kesiyoruz.
11. Tahrik silindirinin (şaft) ekseni için bir boşluk bırakarak köşe parçalarını kanal tabanına kaynaklıyoruz.
12. Saplamanın önceden hazırlanmış parçalarından birine 27 mm çapında ve 40 mm uzunluğunda bir boru parçası yerleştiriyoruz. İç boşluğu 40 mm'lik başsız çivilerle doldurun.
13. Çevre etrafındaki tüm elemanları elektrikli kaynak kullanarak kaynaklıyoruz ve bitmiş bir şaft elde ediyoruz.
14. Milin kenarlarına rulmanlar yerleştiriyoruz.
15. 20x40x30 mm profil borunun iki bölümünü, 80x50 mm dikdörtgen çelik levhayı ve yataklı şaftı tek bir yapıya kaynaklayarak hareketli bir araba yapıyoruz.
16. Köşegenlerin kesiştiği noktada, merkezi bir çekirdekle işaretleyin ve bir matkap ve rayba kullanarak taşıyıcının üst kısmındaki pim için 18 mm çapında bir delik açın.
17. Bir pim ve üç adet M18 somundan oluşan kaldırma mekanizmasını monte ediyoruz; bunlardan ikisi, taşıma platformunun deliğine vidalanan pime nokta kaynaklanmıştır.
18. Kaldırma mekanizması için durdurucu olarak kullanılacak 5 mm kalınlığındaki çelik sacdan yaklaşık 70x130 mm'lik bir dikdörtgen kesin. Ortasını işaretleyin ve taşıyıcının tabanına benzer şekilde 18 mm'lik bir delik açın.
19. Üretilen elemanları tek bir yapıda birleştiriyoruz. Bunu yapmak için, taşıyıcıyı tahrik mili kılavuzlara gelecek şekilde takın.
20. Saplamanın üzerine koyup destek plakasını takıyoruz.
21. Somunu durana kadar saplamaya vidalayın ve elektrik kaynağı kullanarak bağlantıları noktasal olarak sıkın.
22. Önceden yapılmış silindirleri kanal tabanının kenarları boyunca kaynak yapıyoruz.
23. 20x20 mm profil borudan 25-30 cm'lik sapı kaldırma ve sıkma mekanizmasına kaynak yapıyoruz.
24.20x20 mm profil borunun 20-25 cm'lik bölümünden mekanik tahrik kolu yapıp tahrik makarasına (pim) kaynak yapıyoruz. Tahrik kolu, önce bir delik açılarak herhangi bir eski elektrikli aletten ödünç alınabilir. Bu mümkün değilse, bunun yerine 12-14 cm'lik bir yuvarlak boru parçasını kola kaynaklayabilirsiniz.
25. Boru bükücü hazır, testi yapalım.
26. Ve son olarak son aşama boru bükücümüzün boyanmasıdır. Böyle elle bir araya getirilmiş bir teknik şahesere nasıl saygın bir görünüm kazandırılamaz?
Ancak bu tamamen bireysel bir sorudur ve bunun üzerinde ayrıntılı olarak durmayacağız. Sadece önce bir eğe veya öğütücü ile tüm pürüzleri gidermeniz, solventle iyice yağdan arındırmanız ve astarla kaplamanız gerektiğini not ediyoruz. Ancak her halükarda ruhu memnun etse de sonucu hiçbir şekilde etkilemez.
Videoyu izle
Benzer ana sınıflar

Bir araba volanından ve Bendix marş motorundan boru bükücü nasıl yapılır

Plastik borular doğru şekilde nasıl bükülür

Çelik boruya basit bir kesim nasıl yapılır

Su akarken polipropilen boru nasıl lehimlenir

Yuvarlak bir PVC boruyu kare boruya nasıl dönüştürebilirsiniz?

Metal için demir testeresi makinesi nasıl yapılır
Özellikle ilginç






Yorumlar (0)
