Profil boru bağlantılarının bağımsız kaynaklanması için cihaz

Acemi kaynakçılar çok az deneyime sahiptir, bu nedenle kaynak yapılan yapılardaki dikişler güvenilmez ve çirkindir. İlk başta gerekli beceri düzeyine henüz ulaşılmamışken özel iletkenler kullanabilirsiniz. Profil boruların kaynaklanması için tasarlanmış bunlardan birinin nasıl yapılacağına bakalım.
Malzemeler:
- 4-6 mm kesitli çelik şerit;
- Somunlu uzun M10 cıvatalar – 2 adet.
- Somunlu M12-M14 cıvata.
Kaynak aparatı üretim süreci
Çelik şeritten 10-15 cm uzunluğunda bir parça kesilir.
Uçlarından M10 somunları dikkatlice kaynaklanmıştır. Dişlere zarar vermeyecek şekilde konumlandırılır ve kaynaklanırlar ve bunlara vidalanan cıvatalar şeride göre paralel bir yöne sahiptir.


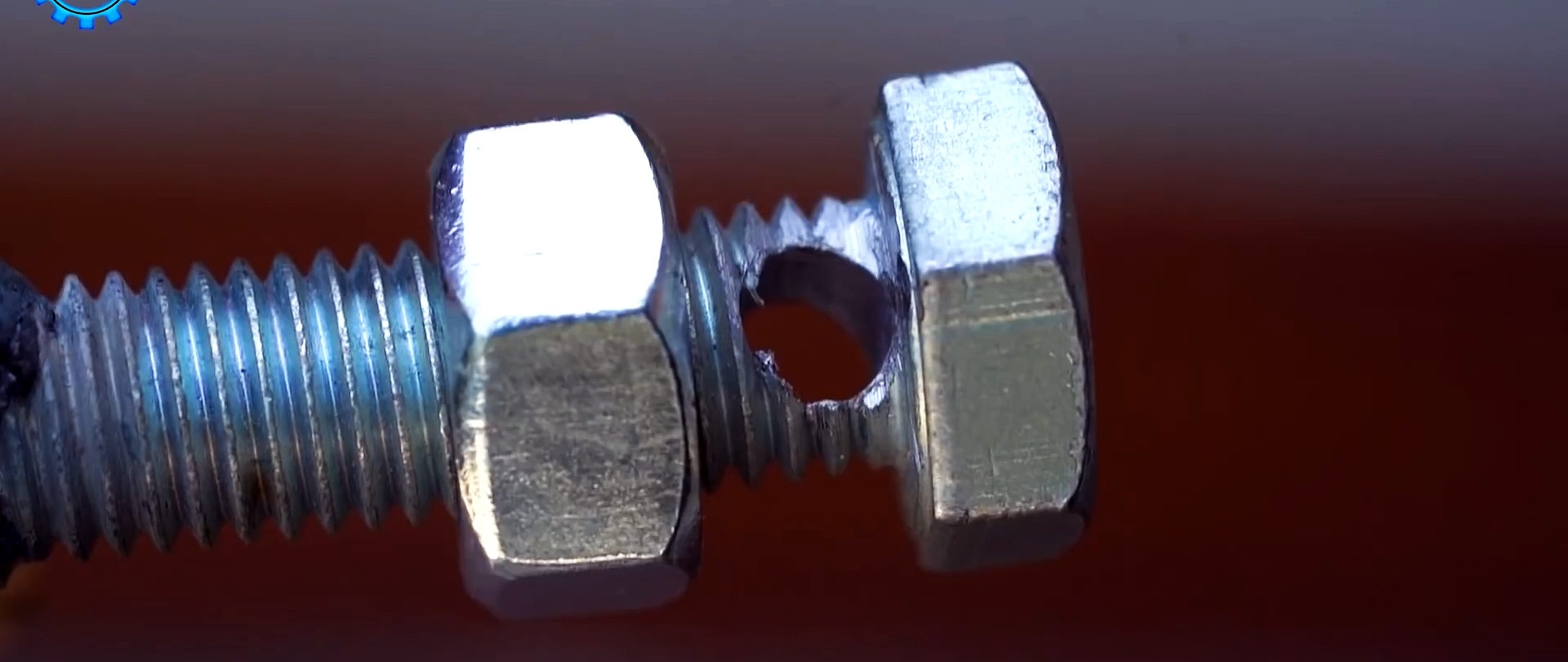
Vidalı somunlu bir M12 veya M14 cıvatanın kenarları şeridin yan tarafına kaynaklanmıştır.

Kafanın önünde delik açılması gerekiyor. Delme yönü şeride paralel olmamalı, kaynak somunlarına doğru hafif bir aşağı açıda olmalıdır. Deliğin çapı, kaynak elektrodunun içine oturacağı şekilde yapılır.

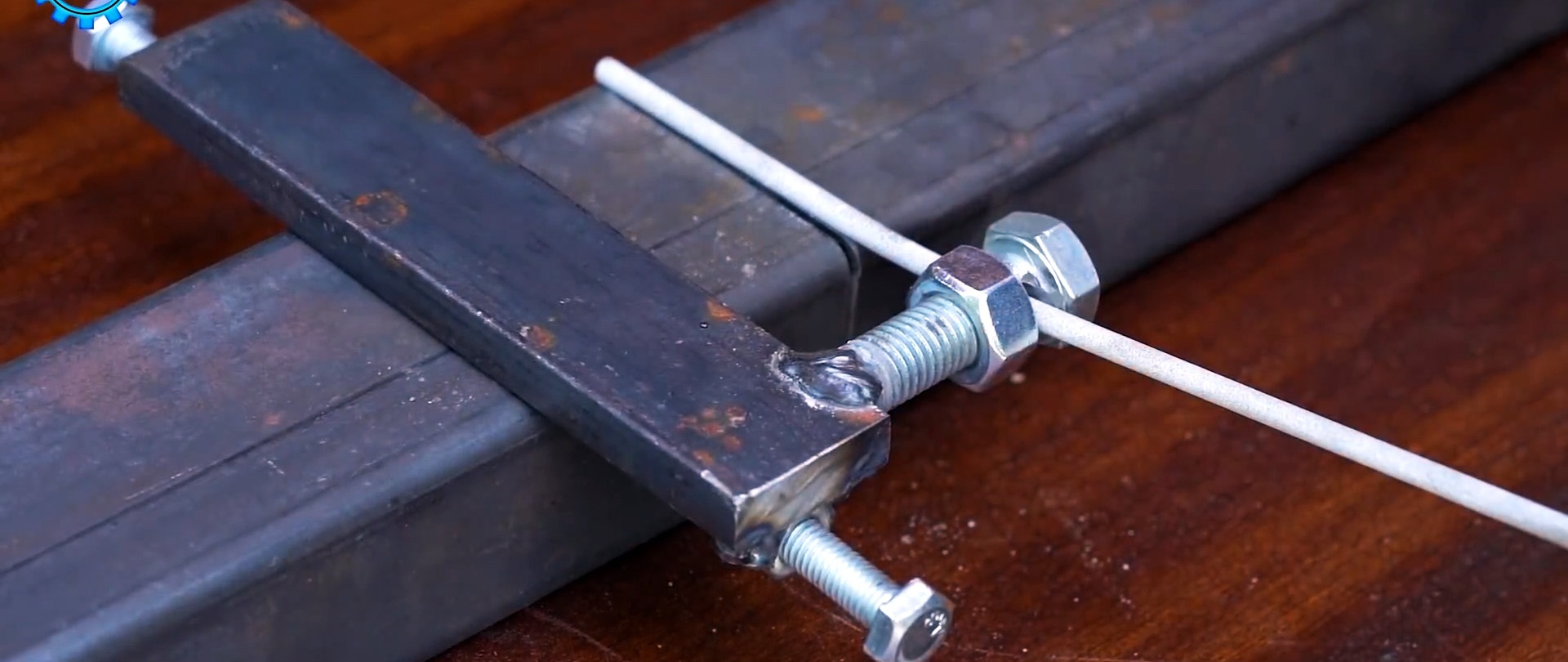
Jig'i kullanmak için kaynak yapılacak boruların uçlarına pah açmanız gerekir. Daha sonra düz bir yüzey üzerinde uç uca döşenirler. İletken, kaynaklı cıvatadaki delik bağlantı yerinin karşısında olacak şekilde yandan borulardan birine kelepçelenir.


Deliğe bir elektrot sokulur ve boruların birleşim noktasına yerleştirilir. Daha sonra bir somunla sabitlenir. Eğimli delik sayesinde borulara doğru bastırılacaktır.

Şimdi tutucuyu kaynak invertöründen elektroda ve toprağı borulara bağlıyoruz.

Daha sonra kenarını herhangi bir metal nesneyle kapatıyoruz ve elektrotun kendisi eklemi kaynaklayarak eşit bir dikiş bırakacaktır.

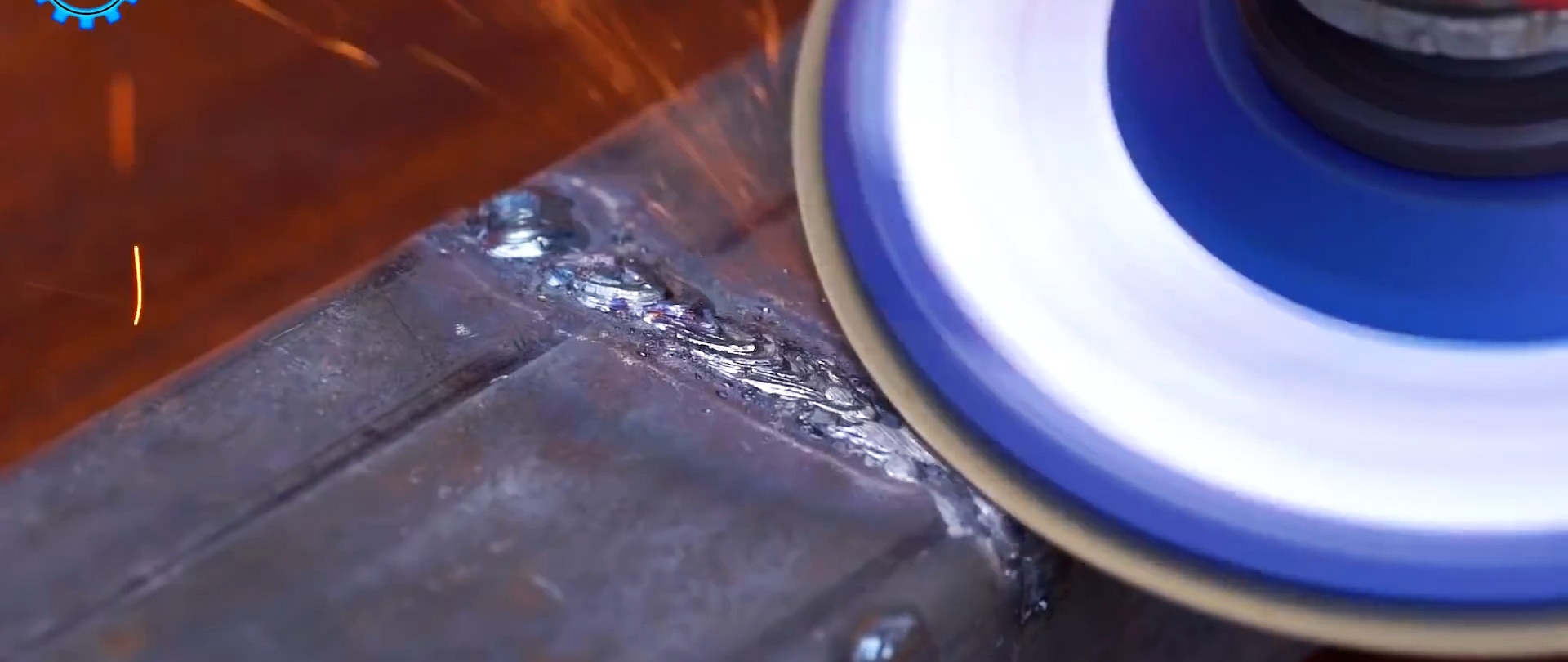
Geriye kalan tek şey mastarı çıkarmak ve metal ve cüruf birikintilerini cilalamak. Daha sonra cihaz boruların diğer tarafına kurulur ve her şey tekrarlanır.
Videoyu izle
Benzer ana sınıflar






Özellikle ilginç






