Cách tạo mối nối góc đôi trên ống tròn
Loại kết nối này có tính thẩm mỹ vốn có. Vì vậy, nó chủ yếu được sử dụng trong các thiết kế trong đó sự tinh tế về phong cách là quan trọng nhất. Có những phương pháp kết nối khác để đảm bảo độ bền nhưng tất nhiên thiết kế bên ngoài của chúng không đẹp bằng.

Hãy xem xét phương pháp kết nối này bằng cách sử dụng ống tròn làm ví dụ. Để công việc thành công, chúng ta cần tích trữ trước các công cụ và vật liệu sau:
Công việc này không yêu cầu bất kỳ kỹ năng đặc biệt nào nhưng mọi thao tác và trước hết là thao tác đánh dấu, đo lường phải được thực hiện chính xác, chính xác.
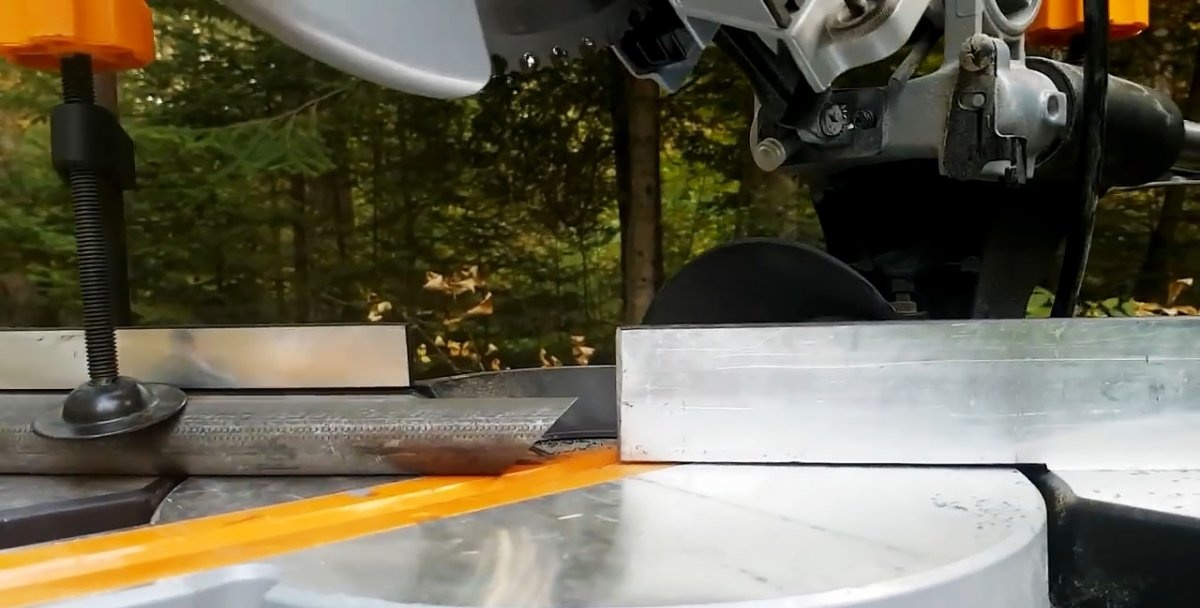
1. Đặt ống lên bàn của máy cưa con lắc, đo chiều dài cần thiết bằng thước dây, đánh dấu bằng bút đánh dấu, kẹp phôi bằng kẹp và cưa phần đầu tiên của ống.Chúng tôi lặp lại thao tác này hai lần nữa và nhận được ba khoảng trống ống có đường kính 75 mm và chiều dài 300 mm. Trong các trường hợp khác, kích thước có thể tùy ý.


2. Xoay bàn cưa con lắc 45 độ và cố định ở vị trí này.

3. Chúng tôi lần lượt cố định từng đoạn trong số ba đoạn ống trên bàn cưa con lắc bằng một góc quay cố định và thực hiện một vết cắt ở một đầu chính xác là 45 độ.


4. Không thay đổi vị trí của các khoảng trống ống sau lần cắt đầu tiên, hãy vẽ nhẩm đường kính dọc và ngang ở hai đầu, đánh dấu giao điểm của chúng với thân ống bằng các nét bằng bút đánh dấu.

5. Chúng tôi nới lỏng việc buộc ống trên bàn của máy cưa con lắc và không thay đổi vị trí dọc, xoay nó 1/4 vòng tròn hoặc 90 độ theo chiều kim đồng hồ và siết chặt phôi lại, kiểm tra xem không có chuyển vị dọc bằng cách sử dụng một tấm kim loại phẳng.

6. Chúng tôi thực hiện một vết cắt khác ở cuối với vết cắt đã được thực hiện. Kết quả là một cấu hình phức tạp - kết quả của sự tương tác giữa đĩa phẳng của máy cưa con lắc và bề mặt hình trụ của ống. Chúng tôi thực hiện thao tác này đối với cả ba khoảng trống ống.



7. Đặt hai phôi gia công trên một bề mặt nằm ngang với các vết cắt hướng vào nhau và đưa chúng lại gần nhau hơn cho đến khi chúng chạm vào đường yêu cầu. Nếu các dấu hiệu chính xác và các vết cắt được thực hiện với chất lượng cao thì phôi sẽ tạo thành một góc phẳng chính xác bằng 90 độ.
8. Không thay đổi vị trí của các phôi ống, chúng tôi “lấy” chúng từ bên trong bằng cách sử dụng hàn điện hoặc khí đốt, từ đó cố định chúng tương đối với nhau.

9. Tất cả những gì còn lại là đặt phần tử thứ ba theo chiều dọc lên trên tại điểm giao nhau của hai đường ống nằm ngang.Nếu việc đánh dấu và cắt nó được thực hiện chính xác, thì phôi phía trên với tất cả các điểm cuối của nó sẽ trùng khớp chính xác với vị trí dành cho nó.


Để tránh bị thương và hư hỏng, cần sử dụng thiết bị bảo hộ cá nhân: găng tay và mũ bảo hiểm hàn.

Sẽ cần
Hãy xem xét phương pháp kết nối này bằng cách sử dụng ống tròn làm ví dụ. Để công việc thành công, chúng ta cần tích trữ trước các công cụ và vật liệu sau:
- một đoạn ống có đường kính 75 mm và chiều dài ít nhất 1000 mm;
- cưa con lắc có bàn quay;
- kẹp có thể tháo rời;
- thước dây bằng thước dây;
- bút đánh dấu và tấm kim loại;
- máy hàn điện hoặc gas;
- mặt phẳng nằm ngang.
Quy trình thực hiện kết nối góc đôi
Công việc này không yêu cầu bất kỳ kỹ năng đặc biệt nào nhưng mọi thao tác và trước hết là thao tác đánh dấu, đo lường phải được thực hiện chính xác, chính xác.
1. Đặt ống lên bàn của máy cưa con lắc, đo chiều dài cần thiết bằng thước dây, đánh dấu bằng bút đánh dấu, kẹp phôi bằng kẹp và cưa phần đầu tiên của ống.Chúng tôi lặp lại thao tác này hai lần nữa và nhận được ba khoảng trống ống có đường kính 75 mm và chiều dài 300 mm. Trong các trường hợp khác, kích thước có thể tùy ý.


2. Xoay bàn cưa con lắc 45 độ và cố định ở vị trí này.

3. Chúng tôi lần lượt cố định từng đoạn trong số ba đoạn ống trên bàn cưa con lắc bằng một góc quay cố định và thực hiện một vết cắt ở một đầu chính xác là 45 độ.


4. Không thay đổi vị trí của các khoảng trống ống sau lần cắt đầu tiên, hãy vẽ nhẩm đường kính dọc và ngang ở hai đầu, đánh dấu giao điểm của chúng với thân ống bằng các nét bằng bút đánh dấu.

5. Chúng tôi nới lỏng việc buộc ống trên bàn của máy cưa con lắc và không thay đổi vị trí dọc, xoay nó 1/4 vòng tròn hoặc 90 độ theo chiều kim đồng hồ và siết chặt phôi lại, kiểm tra xem không có chuyển vị dọc bằng cách sử dụng một tấm kim loại phẳng.

6. Chúng tôi thực hiện một vết cắt khác ở cuối với vết cắt đã được thực hiện. Kết quả là một cấu hình phức tạp - kết quả của sự tương tác giữa đĩa phẳng của máy cưa con lắc và bề mặt hình trụ của ống. Chúng tôi thực hiện thao tác này đối với cả ba khoảng trống ống.

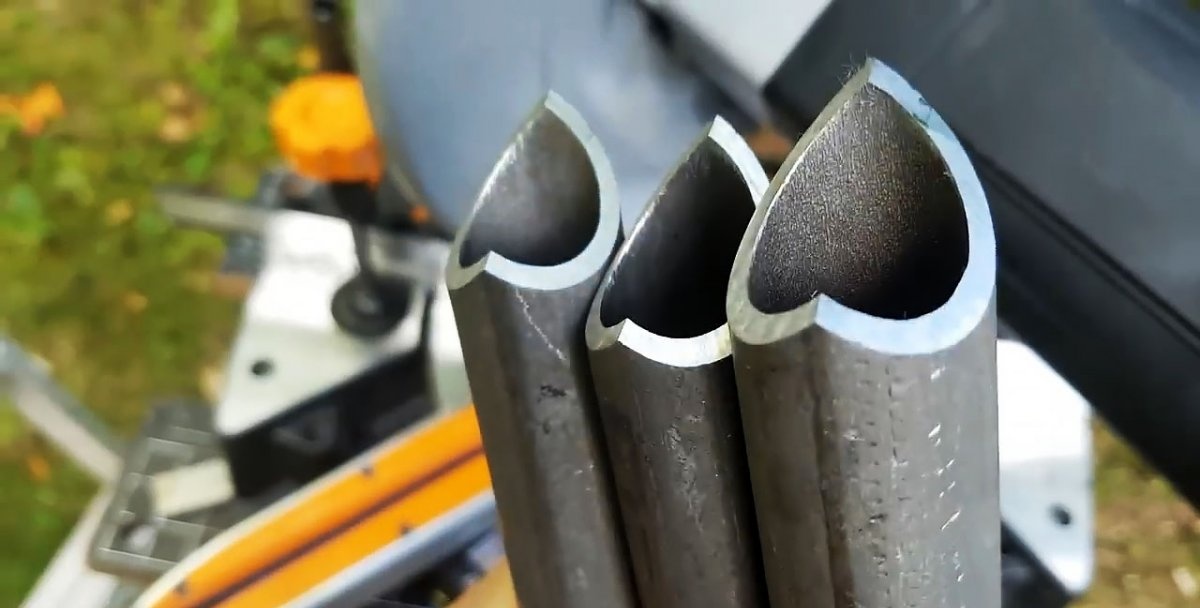
7. Đặt hai phôi gia công trên một bề mặt nằm ngang với các vết cắt hướng vào nhau và đưa chúng lại gần nhau hơn cho đến khi chúng chạm vào đường yêu cầu. Nếu các dấu hiệu chính xác và các vết cắt được thực hiện với chất lượng cao thì phôi sẽ tạo thành một góc phẳng chính xác bằng 90 độ.
8. Không thay đổi vị trí của các phôi ống, chúng tôi “lấy” chúng từ bên trong bằng cách sử dụng hàn điện hoặc khí đốt, từ đó cố định chúng tương đối với nhau.

9. Tất cả những gì còn lại là đặt phần tử thứ ba theo chiều dọc lên trên tại điểm giao nhau của hai đường ống nằm ngang.Nếu việc đánh dấu và cắt nó được thực hiện chính xác, thì phôi phía trên với tất cả các điểm cuối của nó sẽ trùng khớp chính xác với vị trí dành cho nó.


… và cuối cùng
Để tránh bị thương và hư hỏng, cần sử dụng thiết bị bảo hộ cá nhân: găng tay và mũ bảo hiểm hàn.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
