Cách chế tạo một thiết bị để làm chốt
Chốt thường được sử dụng để kết nối các cấu trúc bằng gỗ khác nhau, đây là một kỹ thuật mộc phổ biến và hiệu quả. Nhưng không phải lúc nào cũng có thể mua được chúng, và để tự làm chúng, bạn cần phải có một chiếc máy tiện - một thiết bị đặc biệt đắt tiền. Có một thiết bị đơn giản giúp giải quyết vấn đề về chốt vĩnh viễn.

Bản thân thiết bị được làm từ một miếng gỗ nhỏ, tốt nhất là gỗ phong, gỗ có độ bền cao, đồng thời có hệ số ma sát thấp, giúp phôi dễ trượt hơn trong quá trình quay. Việc tiện được thực hiện bằng đục, phôi được quay bằng mũi khoan. Để sản xuất, bạn nên có máy khoan có đường kính 10 mm và 12 và dụng cụ mài điện để đục. Nếu chúng không có ở đó thì bạn có thể tinh chỉnh công cụ theo cách thủ công.
Chốt được làm từ khoảng trống bằng gỗ. Đầu tiên, cắt một hình vuông trên máy tiện có cạnh lớn hơn đường kính của chốt từ 1–2 mm, sau đó cẩn thận loại bỏ các cạnh của nó.

Nếu có thể, hãy làm phẳng các góc bằng bộ định tuyến băng ghế.Trong trường hợp của chúng tôi, đường kính của chốt đã hoàn thành tương ứng là 10 mm, cạnh của hình vuông là 12 mm. Đầu ra là phôi có mặt cắt ngang gần hình tròn.


Thiết bị này có một số lỗ, mỗi lỗ cho phép tạo ra các chốt có đường kính nhất định. Đối với mỗi loại chốt, một lỗ được tạo với hai đường kính - lỗ lớn hơn tương ứng với kích thước của phôi (trong trường hợp của chúng tôi là 12 mm) và lỗ nhỏ hơn tương ứng với đường kính của chốt (trong trường hợp của chúng tôi là 10 mm).
Khoan một lỗ có đường kính 12 mm đến độ sâu khoảng 2/3 chiều rộng của khối. Để kiểm soát độ sâu, hãy cài đặt bộ giới hạn trên máy.

Đặt mũi khoan có đường kính 10 mm vào mâm cặp và khoan lỗ xuyên suốt.
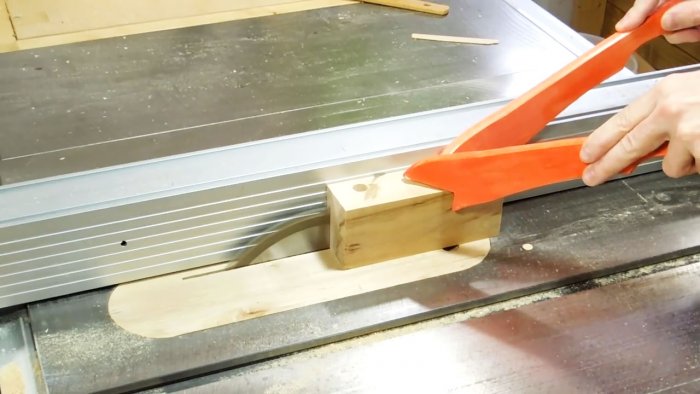
Tạo một khu vực bằng phẳng để đặt đục. Một phần dải được loại bỏ dọc theo toàn bộ chiều dài của lỗ có đường kính 12 để lắp đục. Sử dụng thước cặp, đo khoảng cách từ lỗ đến mép phôi và tính đến thông số này, điều chỉnh cưa tròn.
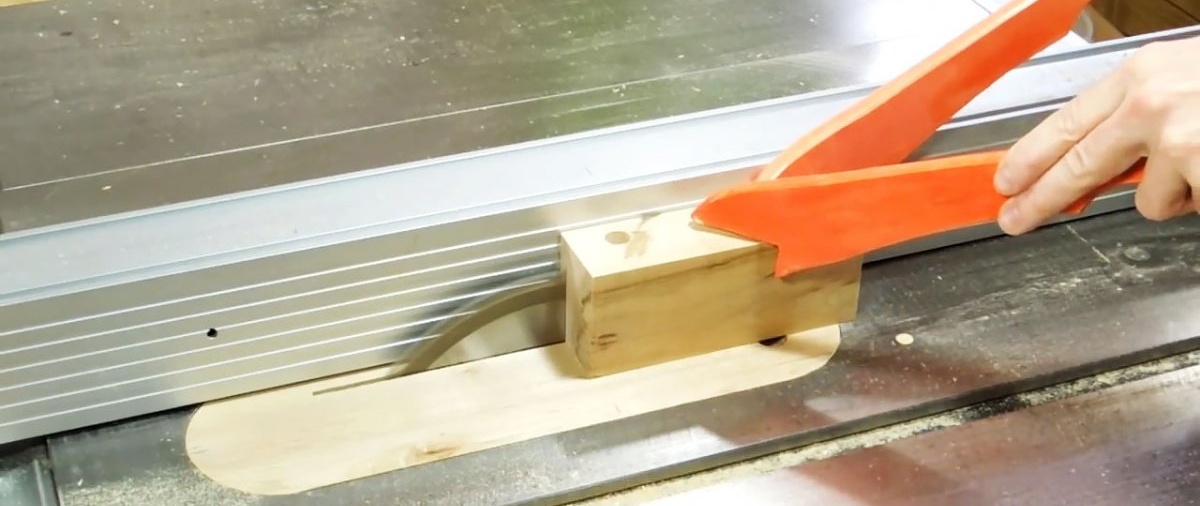
Cẩn thận cắt cưa vào phôi, chiều dài của vết cắt không được chạm tới khu vực có đường kính nhỏ hơn. Lỗ này phải chắc chắn và giữ phôi xung quanh toàn bộ chu vi của nó.
Kiểm tra kết quả cưa, dùng đục loại bỏ phần gỗ thừa.

Nếu trong quá trình cắt không thể duy trì độ chính xác khuyến nghị và lỗ nhỏ hơn cũng bị ảnh hưởng thì không nên vứt thiết bị đi, nó sẽ hoạt động, chỉ có đường kính của chốt sẽ giảm đi một chút. Đối với nghề mộc, điều này không quan trọng.

Chỉ có một cái đục sắc bén hoàn hảo mới có thể mài được gỗ. Làm sắc nét nó một cách cẩn thận trên một máy mài đặc biệt. Sau đó sử dụng dán GOI để mang lại sự hoàn hảo.
Sử dụng một cái kẹp để cố định cái đục vào vật cố định và xoay phôi gia công nhiều lần theo cách thủ công. Kiểm tra độ sâu cắt và lực quay. Điều chỉnh các thông số cắt nếu cần thiết.Nếu chúng cần được phóng to thì hãy sử dụng la bàn để làm sâu khu vực đó một chút.
Nếu cái đục đã hạ xuống rất thấp, hãy nâng nó lên bằng nhiều giá đỡ khác nhau. Bạn có thể sử dụng giấy thường.
Dùng kẹp để cố định vị trí của đục, kẹp thiết bị vào một cái kẹp và bạn có thể bắt đầu làm chốt.
Các phôi được kẹp vào máy khoan, các chế độ cắt (vòng quay, bước tiến và độ sâu) được xác định bằng thực nghiệm.



Hầu hết các mâm cặp được thiết kế cho đường kính mũi khoan tối đa là 10 mm; phôi Ø 12 mm không còn được bao gồm nữa. Để khắc phục sự cố, hãy mài phôi khoảng 2-3 cm bằng tay rồi kẹp vào máy khoan. Nên chuẩn bị một số thiết bị, điều này sẽ giúp bạn không chỉ có thể tạo ra các chốt có đường kính khác nhau mà còn có thể sử dụng các phần tử tròn đẹp mắt cho mục đích trang trí.

Chuẩn bị gì
Bản thân thiết bị được làm từ một miếng gỗ nhỏ, tốt nhất là gỗ phong, gỗ có độ bền cao, đồng thời có hệ số ma sát thấp, giúp phôi dễ trượt hơn trong quá trình quay. Việc tiện được thực hiện bằng đục, phôi được quay bằng mũi khoan. Để sản xuất, bạn nên có máy khoan có đường kính 10 mm và 12 và dụng cụ mài điện để đục. Nếu chúng không có ở đó thì bạn có thể tinh chỉnh công cụ theo cách thủ công.
Quy trình sản xuất đồ gá
Chốt được làm từ khoảng trống bằng gỗ. Đầu tiên, cắt một hình vuông trên máy tiện có cạnh lớn hơn đường kính của chốt từ 1–2 mm, sau đó cẩn thận loại bỏ các cạnh của nó.

Nếu có thể, hãy làm phẳng các góc bằng bộ định tuyến băng ghế.Trong trường hợp của chúng tôi, đường kính của chốt đã hoàn thành tương ứng là 10 mm, cạnh của hình vuông là 12 mm. Đầu ra là phôi có mặt cắt ngang gần hình tròn.


Thiết bị này có một số lỗ, mỗi lỗ cho phép tạo ra các chốt có đường kính nhất định. Đối với mỗi loại chốt, một lỗ được tạo với hai đường kính - lỗ lớn hơn tương ứng với kích thước của phôi (trong trường hợp của chúng tôi là 12 mm) và lỗ nhỏ hơn tương ứng với đường kính của chốt (trong trường hợp của chúng tôi là 10 mm).
Khoan một lỗ có đường kính 12 mm đến độ sâu khoảng 2/3 chiều rộng của khối. Để kiểm soát độ sâu, hãy cài đặt bộ giới hạn trên máy.

Đặt mũi khoan có đường kính 10 mm vào mâm cặp và khoan lỗ xuyên suốt.
Tạo một khu vực bằng phẳng để đặt đục. Một phần dải được loại bỏ dọc theo toàn bộ chiều dài của lỗ có đường kính 12 để lắp đục. Sử dụng thước cặp, đo khoảng cách từ lỗ đến mép phôi và tính đến thông số này, điều chỉnh cưa tròn.
Cẩn thận cắt cưa vào phôi, chiều dài của vết cắt không được chạm tới khu vực có đường kính nhỏ hơn. Lỗ này phải chắc chắn và giữ phôi xung quanh toàn bộ chu vi của nó.
Kiểm tra kết quả cưa, dùng đục loại bỏ phần gỗ thừa.

Nếu trong quá trình cắt không thể duy trì độ chính xác khuyến nghị và lỗ nhỏ hơn cũng bị ảnh hưởng thì không nên vứt thiết bị đi, nó sẽ hoạt động, chỉ có đường kính của chốt sẽ giảm đi một chút. Đối với nghề mộc, điều này không quan trọng.

Chỉ có một cái đục sắc bén hoàn hảo mới có thể mài được gỗ. Làm sắc nét nó một cách cẩn thận trên một máy mài đặc biệt. Sau đó sử dụng dán GOI để mang lại sự hoàn hảo.
Sử dụng một cái kẹp để cố định cái đục vào vật cố định và xoay phôi gia công nhiều lần theo cách thủ công. Kiểm tra độ sâu cắt và lực quay. Điều chỉnh các thông số cắt nếu cần thiết.Nếu chúng cần được phóng to thì hãy sử dụng la bàn để làm sâu khu vực đó một chút.
Nếu cái đục đã hạ xuống rất thấp, hãy nâng nó lên bằng nhiều giá đỡ khác nhau. Bạn có thể sử dụng giấy thường.
Dùng kẹp để cố định vị trí của đục, kẹp thiết bị vào một cái kẹp và bạn có thể bắt đầu làm chốt.
Các phôi được kẹp vào máy khoan, các chế độ cắt (vòng quay, bước tiến và độ sâu) được xác định bằng thực nghiệm.



Phần kết luận
Hầu hết các mâm cặp được thiết kế cho đường kính mũi khoan tối đa là 10 mm; phôi Ø 12 mm không còn được bao gồm nữa. Để khắc phục sự cố, hãy mài phôi khoảng 2-3 cm bằng tay rồi kẹp vào máy khoan. Nên chuẩn bị một số thiết bị, điều này sẽ giúp bạn không chỉ có thể tạo ra các chốt có đường kính khác nhau mà còn có thể sử dụng các phần tử tròn đẹp mắt cho mục đích trang trí.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (1)
